SEC-Grooving Tool Holders. Stable Machining through Outstanding Chip Control and Chattering Resistance Performance
|
|
|
- Randolph Reeves
- 5 years ago
- Views:
Transcription

 table Machining")


.")



1 Product News No.492 Grooving / Cut-off Tools EC-Grooving Tool s (GND型) -7$ (&2 352'8&7 ష෭ Ӥ أܞ ܞ Ӕ -7$ գ ଳཋ ട (GNDI型) table Machining through Outstanding Chip Control and Chattering Resistance Performance High-precision machining with a cutting width tolerance of mm (for cutting widths of 1. to 6mm, and front cutting edge angles of 0 or 5 ). Available in 10 chipbreaker styles with 7 grades for a wide range of machining applications. ed and Expanded Polygonal Tapered hank UMIPOYGON GND00 / GND90 / GNDCM Type p x E ed and Expanded GNDM-J / GND-J Type s with Internal Coolant Capabilities E xp ed and Expanded CF Type Chipbreakers for Cut-Off Machining E xp



















")










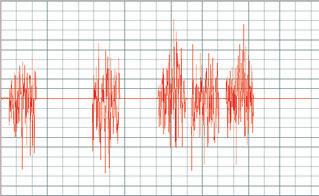




2 High-Rigidity High Rigidity Body With an integrated structure, GND Type EC-Grooving Tools adopt die steel for not only grooving but also turning, copying, and facing, thereby preventing chattering and ensuring stable cutting. Various Chipbreakers The GND Type EC-Grooving Tool lineup includes 10 chipbreaker varieties for any given application. This ensures stable chip control in a variety of situations. MG M G VIDEO OF CUTTING CG CF RG RN GA Grooving / Traversing Grooving / Cut-Off Cut-Off External Copying Copying / Necking Multi- ow Feed ow Feed ow Force ow Force Non-Ferrous Metals Performance of GND Type EC-Grooving Tools Ensures Both High Rigidity and Good Chip Evacuation Reduces Chattering Reduces vibration by up to 30% compared to conventional grades thanks to the high-rigidity design. Internal Wide Pocket Helps table Vibration Amplitude for Reduced Run-Out Improve Chip Evacuation Minimal Vibration Employs Die teel GND Type Packing of chips GND Type Oil Hole (2) Improved Chip Evacuation Excessive Vibration Integrated tructure Unstable Vibration Amplitude Comp. A GNDI Increased Run-Out Oil Hole (1) Coolant prayed Directly onto Rake Face of Edge Conventional Tool (Unit Type) Employs die steel Integrated structure Comp. B GNDI GNDI Work Material : CM415 : GND RM-2 : GCM N02- Conditions : vc=100m/min f =0.10mm/rev ap=.0mm Wet Work Material : CM415 : GNDI R32-T306 : GCM N3002- Conditions : vc=100m/min f =0.05mm/rev ap=mm Wet Application Examples ubstantially Improved Machining Efficiency! table and long tool life for reliable functionality even on automatic production lines! High-rigidity holder for high-load machining even at high feed rates Reduced chattering for less unexpected breakage GND Type f = 0.30mm/rev Competitor's Product f = 0.08mm/rev Efficiency improved by over 300% Machining Efficiency Work Material : CM435 : GND RM-3 :GCM N3002-() Conditions : vc=130m/min f =0.30mm/rev Wet Normal Wear Breakage GND Type Competitor's Product Work Material : 53C : GNDM M-6 : GCM N6030-RG() Conditions : vc=130m/min f =0.3mm/rev Wet 2






 Conditions : v c=60m/min f =0.")



3 Internal Coolant-Type GNDM-J Type/GND-J Type Expansion of GND Type EC-Grooving Tools with the addition of holders with internal coolant capabilities Compatible with cutting widths of to mm Efficient coolant supply to the cutting edge during grooving for better efficiency with high-speed machining and longer insert tool life Direct coolant supply near the cutting edge for improved chip control Wear Resistance Flank Wear Width Chip Control Conventional Tool GNDM-J At least 7 times the tool life Groove Count Top coolant hole for improved chip control ower coolant hole effective for wear control Coolant Pressure : 7MPa Coolant Pressure : 1MPa External Coolant Work Material : Ti-6Al-4V : GNDM RK-312J : GCMN3002-() Conditions : v c=60m/min f =0.1mm/rev a p=mm Wet Chipbreakers for Cut-Off Machining Type New cut-off chipbreakers with lead angles of 10 or 15 Asymmetric chipbreaker design for outstanding chip control even with inserts with a lead angle, which makes chip control difficult GCMR003-CF-10 GCMR003-CF-15 Competitor's Product Work Material400 GNDM RM-2GCMN003-CF-10,15AC1030U Conditions : n =2,000min -1 f =0.08mm/rev, Wet 3







 : GND RM-2 : GCM R02-CG-05 Conditions : v c=100m/min f=0.")
4 Achieving tability and onger Tool ife A variety of chipbreakers ensure outstanding chip control performance in many different applications. Grooving / Traversing Grooving / Cut-Off Cut-Off Copying ow Feed ow Feed ow Force Non-Ferrous Metals ow Force MG Type M Type Type G Type Type CG Type CF Type RG Type RN Type GA Type Copying / Necking tandard traversing chipbreaker Cross ection of Edge For low-feed chip control Cross ection of Edge First recommendation for grooving Cross ection of Edge 0.10 For low-feed chip control Cross ection of Edge 0.10 For low cutting force and chip control at low-feed Cross ection of Edge First recommendation for cut-off Cross ection of Edge Front Edge Angle : 5 For low-feed chip control Cross ection of Edge Front Edge Angle : 10 /15 30 For external copying, R grooving Cross ection of Edge 0.05 For facing/ internal copying/ R grooving/necking Cross ection of Edge 0.05 Ideal for aluminium alloy machining Cross ection of Edge Widths in Widths in Widths in Widths in Widths in Widths in Widths in Widths in Widths in Improved Chip Control Grooving Traversing Widths in Grade Grade Grade Grade Grade Grade Grade Grade Grade Grade AC4K AC4K AC4K AC4K AC4K AC4K AC4K AC4K AC4K AC4K AC5U AC5U AC5U AC5U AC5U AC5U AC5U AC5U AC5U AC5U AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A AC1030U T00A H10 H10 H10 H10 H10 H10 H10 H10 H10 H10 *: For GNDI *: For GNDI Front Front Type only Type only Edge Angle : 5 Edge Angle : 10 /15 GND Type ( Type Chipbreaker) Conventional Tool GND Type (M Type Chipbreaker) Conventional Tool Work Material : CM415 : GND RM-3 : GCM N3002- Conditions : v c=100m/min f=0.15mm/rev a p=1mm Wet Work Material : CM415 : GNDM RM-312 : GCM N3002-M Conditions : v c=100m/min f=0.10mm/rev a p=0.5mm Wet Cut-Off Copying GND Type (CG Type Chipbreaker) Competitor's Product GND Type (RG Type Chipbreaker) Conventional Tool Work Material : U316 (ø30mm) : GND RM-2 : GCM R02-CG-05 Conditions : v c=100m/min f=0.15mm/rev Wet Work Material : CM415 : GNDM RM-312 : GCM N3015-RG Conditions : v c=100m/min f=0.15mm/rev a p=0.1mm Wet 4

5 Chipbreaker election Grooving / Traversing Grooving Cut-Off 1st Recommendation MG Type Improved Chip Control Chipping Prevention Type Improved Chip Control Chipping Prevention Central Burr Prevention Type Improved Chip Control Improved Chip Control Chipping Prevention Recommended 2nd Recommendation M Type ow Feed Emphasis on Chip Control RG Type 1st Recommendation G Type Emphasis on Chip Control Improved Chip Control Type ow Force Chattering Reduction Chipping Prevention External Copying / External R Grooving RN Type 2nd Recommendation, 2mm widthcompatible CG Type Directional, Front Edge Angle : 5 Central Burr Prevention CF Type ow Force Directional, Front Edge Angle : 10 / 15 RN Type Chipping Prevention G Type Emphasis on Chip Control Improved Chip Control Type ow Force GA Type Non-Ferrous Metals Chattering Reduction Chipping Prevention Facing/Internal Copying /R Grooving/Necking Non-Ferrous Metals Grade election teel tainless teel Cast Iron Exotic Alloy Non-ferrous Metal 1st Recommendation 2nd Recommendation / AC1030U Insufficient Wear Resistance AC5U Insufficient Wear Resistance (AC1030U: For GNDI Type only) Chipping Prevention PVD Chipping Prevention (GNDI Type : Not Available) CVD Finishing-Focused, Insufficient Wear Resistance PVD Chipping Prevention T00A (GNDI Type : Not Available) Cermet AC1030U Insufficient Wear Resistance Chipping Prevention AC5U Insufficient Wear Resistance Chipping Prevention Chipping Prevention Chipping Prevention AC5U Chipping Prevention AC1030U H10 (AC1030U: For GNDI Type only) PVD (GNDI Type: AC5U) CVD PVD (GNDI Type: Not Available) Uncoated Cemented Carbide PVD (GNDI Type : Not Available) CVD AC4K Insufficient Wear Resistance AC5U PVD Insufficient Wear Resistance AC1030U (AC1030U : For GNDI Type only) PVD Insufficient Wear Resistance (AC1030U : For GNDI Type only) PVD 5
6 External Grooving (traight Type) Traversing / Copying Grooving / Cut-Off GNDM Type traight Type For mall athes GND Type traight Type hallow Grooves GNDM Type traight Type GNDM-J Type traight Type Internal Coolant upply GND Type traight Type For mall athes GND Type traight Type GND-J Type traight Type Internal Coolant upply hank ize ( W) hank ize ( W) mm hank ize ( W) mm hank ize ( W) mm 10 10mm mm hank ize ( W) hank ize ( W) mm 32 mm 12 12mm 32 mm mm 16 16mm mm 32 32mm 16 16mm 32 32mm mm P14 Applicable Width P16 Applicable Width P Applicable Width P Applicable Width P14 Applicable Width P22 Applicable Width P24 Applicable Width Applicable Chipbreaker Applicable Chipbreaker Applicable Chipbreaker Applicable Chipbreaker Applicable Chipbreaker Applicable Chipbreaker Applicable Chipbreaker MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG M G CG CF RG RN GA Type For mall athes traight Type External Grooving traight Type eries hank ize ( W) mm mm MG : Multi-, M : Multi-, : Type ow Feed Type Grooving, G : Grooving, Type ow Feed Type CG : Cut-Off, CF : Cut-Off, RG : RN : Facing/Necking, Type ow Force Type Copying, Type Type hank ize Width eries Max. Grooving Depth Applicable Chipbreaker Height (H) Width (B) MG M G CG CF RG RN GA For mall GND athes For mall 3 GND athes For mall GND athes P14 P14 P14 For mall GND athes 12 P14 For mall GND athes 12.5 P14 For mall 3 GND athes 12.5 P14 For mall 1. GNDM athes 8 P14 For mall GND athes 12.5 P14 For mall 1.5 GNDM athes 10 P14 For mall GNDM athes 12 P14 For mall 2 GND athes 16 P14 For mall 3 GNDM athes 12 P14 For mall 3 GND athes 16 P GNDM 10 P GND 16 P22 2 GND 6 P16 2 GNDM 10 P Internal 2 GNDM-J Coolant upply 10 P 2 GND P22 Internal 2 GND-J Coolant upply P24 3 GND 6 P16 3 GNDM 12 P Internal 3 GNDM-J Coolant upply 12 P 3 GND P22 Internal 3 GND-J Coolant upply P24 4 GND 10 P16 4 GNDM P Internal 4 GNDM-J Coolant upply P 4 GND P22 Internal 4 GND-J Coolant upply P GND 10 P16 56 GNDM P Internal 56 GNDM-J Coolant upply P 56 GND P22 Internal 56 GND-J Coolant upply P GNDM P 78GND P22 3 GNDM 12 P 3 GND P22 32 * 4 GNDM P 4 GND P GNDM P 56 GND P GNDM P 78GND P22 : *: Made-to-order item (hank ize : 32 mm) : 1st Recommendation : 2nd Recommendation Red Text : Expanded Item Ref. Page : Grooving, ow Force Type GA : Non-ferrous Metal, Type 6
7 External Grooving (-haped) Traversing / Copying GNDM Type -haped Grooving / Cut-Off GND Type -haped Type -haped hank ize ( W) hank ize ( W) mm mm mm mm P Applicable Width P22 Applicable Width Applicable Chipbreaker Applicable Chipbreaker MG M G CG CF RG RN GA MG M G CG CF RG RN GA External Grooving -haped eries MG : Multi-, M : Multi-, : Type ow Feed Type Grooving, G : Grooving, Type ow Feed Type CG : Cut-Off, CF : Cut-Off, RG : RN : Facing/Necking, Type ow Force Type Copying, Type Type hank ize Width Max. Grooving Depth Applicable Chipbreaker eries Height Width (H) (B) MG M G CG CF RG RN GA 2 GND 16 P22 3 GNDM 10 P 3 GND 16 P22 4 GNDM 12 P 5 GNDM 12 P 2 GND P22 3 GNDM 12 P 3 GND P22 4 GNDM 14 P 4 GND 23 P22 56 GNDM 14 P 56 GND 23 P22 : : 1st Recommendation : 2nd Recommendation Red Text : Expanded Item Ref. Page : Grooving, ow Force Type GA : Non-ferrous Metal, Type External Grooving (UMIPOYGON Cassette) Grooving GNDCM Type Cassette UMIPOYGON Cassette eries Applicable UMIPOYGON GND00 (traight) GND90 (-haped) P36 Applicable Width Applicable Chipbreaker MG M G CG CF RG RN GA MG : Multi-, M : Multi-, : Type ow Feed Type Grooving, G : Grooving, Type ow Feed Type CG : Cut-Off, CF : Cut-Off, RG : RN : Facing/Necking, Type ow Force Type Copying, Type Type : Grooving, ow Force Type GA : Non-ferrous Metal, Type Type Cassette Width Max. Grooving Depth Applicable UMIPOYGON eries MG M G CG CF RG RN GA 2 GNDCM 12 P36 GND00 3 GNDCM 12 P36 GND90 4 GNDCM P36 56 GNDCM P36 : : 1st Recommendation : 2nd Recommendation Red Text : Expanded Item Ref. Page Applicable Chipbreaker 7
8 For Necking Necking GNDN Type traight Type Grooving / Traversing / Copying Type traight Type For Facing Type -haped Type traight Type Necking eries hank ize ( W) hank ize ( W) hank ize ( W) mm mm mm mm mm mm mm mm 32mm 32mm P26 P28 P30 Applicable Width Applicable Width Applicable Width Applicable Chipbreaker Applicable Chipbreaker Applicable Chipbreaker MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG M G CG CF RG RN GA MG : Multi-, M : Type Multi-, : ow Feed Type Grooving, Type G : Grooving, ow Feed Type CG : Cut-Off, Type CF : Cut-Off, ow Force Type RG : Copying, RN : Facing/Necking, Type Type hank ize Width Max. Grooving Depth Applicable Chipbreaker eries Min. Work Dia. Height Width (H) (B) MG M G CG CF RG RN GA 2 GNDN 1.5 ø P26 3 GNDN ø P26 4 GNDN ø30 P26 5 GNDN 3.5 ø30 P26 6 GNDN Max. Grooving Depth ø30 P26 : : 1st Recommendation Min. Work Dia. 45 Ref. Page : Grooving, ow Force Type GA : Non-ferrous Metal, Type Type traight Type -haped traight/-haped eries for Facing MG : Multi-, M : Type Multi-, : ow Feed Type Grooving, G : Grooving, Type ow Feed Type CG : Cut-Off, CF : Cut-Off, RG : RN : Facing/Necking, Type ow Force Type Copying, Type Type hank ize Width eries Max. Grooving Depth Work Diameter Applicable Chipbreaker Height Width (H) (B) ,000 MG M G CG CF RG RN GA ø35 ø45 ø40 ø55 P28 P ø50 ø65 ø70 ø100 P28 P28 3 ø90 ø150 P28 3 ø140 ø0 P28 3 ø0 ø300 P28 4 ø40 ø55 P ø50 ø65 ø70 ø90 P28 P ø85 ø130 P ø1 ø0 P ø0 ø300 P ø280 ø1,000 P ø50 ø65 ø70 ø90 P28 P ø85 ø130 P ø1 ø0 P ø0 ø300 P ø280 ø1,000 P ø50 ø70 ø75 ø110 P28 P ø100 ø0 P ø0 ø300 P ø280 ø1,000 P28 6 ø70 ø100 P30 6 ø100 ø0 P30 6 ø0 ø300 P30 6 ø280 ø1,000 P30 6 ø450~ P30 8 ø70 ø100 8 ø100 ø0 P30 P30 8 ø0 ø300 P30 8 ø280 ø1,000 P30 8 ø450~ P30 : : Made-to-order item : 1st Recommendation, : 2nd Recommendation Ref. Page : Grooving, ow Force Type GA : Non-ferrous Metal, Type 8
9 Boring (Diameter : ø14mm or more) Grooving / Traversing / Copying GNDI Type traight Type Boring (Diameter : ø32mm or more) Grooving / Traversing / Copying GNDI Type traight Type hank Diameter ø12mm ø16mm ømm P32 Applicable Width 1.5 Applicable Chipbreaker M Dedicated inserts are used with this model. hank Diameter ømm ø32mm ø40mm P34 Applicable Width Applicable Chipbreaker MG M G CG CF RG RN GA Type traight Type Boring eries (Diameter : ø14mm or more) hank ize Width Max. Grooving Depth DCON eries Min. Work Dia GNDI 2.6 ø GNDI ø14 ø GNDI 2.6 ø GNDI ø GNDI ø GNDI 4.6 ø ø GNDI ø GNDI 4.6 ø 1.5 GNDI 6.6 ø ø 2 3 GNDI 6.6 ø : Note : Only GXM inserts can be used for GNDI Type. Ref. Page P32 P32 P32 P32 P32 P32 P32 P32 P32 P32 M : Multi-, ow Feed Type Applicable Chipbreaker (for GNDI Type) M(For GNDI Type) : Grooving, ow Force Type (For GNDI Type) : 1st Recommendation Type traight Type Boring eries (Diameter : ø32mm or more) hank ize DCON ø ø32 ø40 MG : Multi-, M : Type Multi-, : ow Feed Type Grooving, G : Grooving, Type ow Feed Type CG : Cut-Off, CF : Cut-Off, RG : RN : Facing/Necking, Type ow Force Type Copying, Type Type Width Max. Grooving Depth eries Min. Work Dia GNDI 6 ø GNDI 6 ø32 2 GNDI 6 ø GNDI 10 ø GNDI 11 ø50 : Applicable Chipbreaker MG M G CG CF RG RN GA P34 P34 P34 P34 P34 : 1st Recommendation, : 2nd Recommendation Ref. Page : Grooving, ow Force Type GA : Non-ferrous Metal, Type 9




 When breaking chips, step feeding is required.")

10 election Key Points in Facing Precautions for Groove Expansion Recommended Chipbreaker MG M G GA Max. Work Dia. Min. Work Dia. Min. Work Dia. elect a holder that ensures the outer diameter of the first groove to be machined falls within the range of the maximum and minimum grooving diameters of the holder. If the machining start point falls within the range of the effective grooving diameter, the grooving diameter will not be limited for the second and following passes. Precautions for Traversing If the first groove meets the range of the effective grooving diameter during groove expansion in plunge cutting, the grooving diameter will not be limited for the second and later passes. Recommended Chipbreaker MG M RN Considering the rigidity of the holder, machining from the outside to the inside is recommended. Outside Inside Inside Outside Feed Direction Principal Force Point Feed Direction Point Principal p Force If machining is performed toward the outside, the wall thickness remaining on the principal force side will become thinner, which reduces the rigidity of the holder. If the machining start point falls within the range of the effective grooving diameter when face traversing, the grooving diameter will not be limited for the second and following passes. elect a chipbreaker on the lower limit of the recommended cutting conditions, and straighten chips before evacuation. (In face grooving, broken chips easily get stuck in grooves, which causes problems.) When breaking chips, step feeding is required. Key Points for Internal Machining Precautions for Internal Machining Recommended Chipbreaker M G If the prepared hole diameter is small, use an M Type or G Type low-feed chipbreaker each of which reduces chip curl diameter to ensure adequate chip evacuation. MG M G GCMN3004-MG GCMN3002-M GCMN3002- GCMN3002-G Work Material : CM415 Bore Diameter : ømm : GNDI R32-T306 : GCM N300 Conditions : vc=100m/min f =0.1mm/rev ap=mm Wet Internal Machining External Machining Chip shapes differ between internal and external machining even under the same cutting conditions. GCMN3002- Work Material : CM415 : GND RM-3 : GCM N3002- Conditions : vc=100m/min f =0.10mm/rev ap=mm Wet 10

11 Key Points in Necking Precautions for Necking Distance from Work Material to Necking Depth Recommended Chipbreaker RN APMX APMX2 45 APMX2 DMIN Width Necking Depth APMX Distance from Work Material to Necking Depth APMX When necking, RN Type chipbreaker grooving conditions are recommended for each cutting width. To prevent interference with the work material, do not use a work diameter less than the minimum work diameter (DMIN) set for each GNDN Type holder. Chip hape 1.0mm 50mm Work Material : CM435, Grooving Width : mm : GNDN RK-3-0 : GCMN3015-RN Conditions : v c=100m/min f =0.1mm/rev Necking Depth=1.0mm Wet 11


12 EC-Grooving Tools GND Type Important Notes Precautions when Attaching s Remove any dust and oil from the insert seat before attaching the insert. If there are scratches or burrs on the insert seat, scrape them away. Attach the insert by sliding it parallel along the seat. Clamp the insert with the opposite side (holder side) of the cutting edge secured on the constraining surface. Tighten the insert with the recommended tightening torque. Tightening the insert with excessive torque may cause the insert to break, which may lead to injury. Attach the insert parallel with the seat. Be sure to push in the insert all the way. Tighten the insert with the recommended tightening torque. (Refer to the stock list of each holder.) lide the insert parallel with the seat. Constraining urface Precautions when etting s Remove any dust and oil from the tool post before setting the holder. If there are scratches or burrs on the tool post, scrape them away. et the holder so that the insert becomes perpendicular to the workpiece. Failure to do so may result in chattering or a curved surface finish. The overhang of the holder should be as short as possible. When grooving or traversing, adjust the center height of the cutting edge to as close to ±0mm as possible. (±0.1mm is recommended.) Incorrect center height adjustment may cause chattering. In cut-off applications, adjust the center height of the cutting edge to a value from 0.0 to +mm. A lower center height will result in larger central burrs. Attach the holder perpendicular to the workpiece. The overhang should be short. Overhang Center height adjustment in cut-off applications. Center Height: 0 to +mm Tool Post Work Material Precautions when etting the Coolant upply Nozzle et the coolant supply nozzle so that coolant can be supplied from the top of the upper clamp unit. Apply coolant to the top of the upper clamp unit. Depth of Cut when Pulling Up with RG / RN Type Chipbreakers Work Material E1 E1 Width Maximum Depth of Cut when Pulling Up E1 * : Only RN Type chipbreakers will have a cutting width of. 12
13 Width Chipbreaker Chipbreaker Chipbreaker Recommended Conditions Grooving / Cut-Off (Necking) Traversing 13 Corner Radius GCM N Feed Rate f (mm/rev) GCM R/002-CF-10 M 0.02 GCM R/002-CF-15 G GCM N02- M GCM N02- CG CF GCM N02- G RN 1.0 M RN GCM N02- GA GA GCM R/02-CG GCG N02- GA Feed Rate f (mm/rev) Feed Rate f (mm/rev) 1.0 GCM N10- RN MG 0.02 GCM R/30002-CF-10 M GCM R/30002-CF-15 GCM N3002- M G GCM N3002- CG GCM N3002- G M MG GCM N3002- CF RG/ RN GCM R/30 02-CG-05 RG 1.0 GCG N3002- GA RN GA GA GCM N3004- MG GCM N GCM N3015- RG Feed Rate f (mm/rev) Feed Rate f (mm/rev) GCM N3015- RN MG GCM N4002- M GCM N4002- G GCM N4002- G M MG GCM R/4002-CG-05 CG RG/ RN GCM N4004- M RG GCM N RN GCG N4004- GA GA GA GCM N4008- MG Feed Rate f (mm/rev) GCM N40- RG Feed Rate f (mm/rev) GCM N40- RN GCM N5002- MG GCM N5002- G M M MG GCM N5002- G RG/ RN GCM N5004- M RG GA GCM N5004- RN 1.0 GCG N5004- GA GA GCM N5008- MG GCM N50- RG Feed Rate f (mm/rev) Feed Rate f (mm/rev) 2.5 GCM N50- RN GCM N6002- MG GCM N6002- G M M MG GCM N6002- G RG/ RN GCM N6004- M RG GA GCM N6004- RN 1.0 GCG N6004- GA GA GCM N6008- MG GCM N6030- RG Feed Rate f (mm/rev) Feed Rate f (mm/rev) GCM N6030- RN M MG GCM N7002- MG GCM N7004- M M RG GCM N7004- G 7.0 GCM N7004- G RG 1.0 GCM N Feed Rate f (mm/rev) GCM N7008- MG Feed Rate f (mm/rev) 3.5 GCM N7035- RG GCM N8002- M MG MG RG GCM N8004- M M GCM N8004- G 8.0 GCM N8004- G RG 1.0 GCM N Feed Rate f (mm/rev) GCM N8008- MG Feed Rate f (mm/rev) GCM N8040- RG When face grooving, use cutting conditions closer to the lower limit of the recommended cutting conditions to ensure the chips are long. In cut-off applications, reduce the feed rate to around 30% to 50% near the center of the workpiece. Because there is less space for chip evacuation when machining internal diameters (particularly small bore diameters), M, G, or Type chipbreakers are recommended. Modifications to inserts and holders are required to perform machining such as R-grooving when using an RG Type chipbreaker with a Type holder for facing. Recommended Conditions, GNDI Type P33 Chipbreaker Chipbreaker Chipbreaker Chipbreaker Chipbreaker Chipbreaker Feed Rate f (mm/rev) Recommended Conditions 0.6 Depth of Cut ap Depth of Cut ap Depth of Cut ap Depth of Cut ap Depth of Cut ap Depth of Cut ap Depth of Cut ap GCM N1005- Work Material Carbon teel / Alloy teel tainless teel Cast Iron Exotic Alloy Grade AC5U AC1030U T00A AC5U AC1030U AC4K AC5U AC1030U AC5U AC1030U peed v c (m/min) 80~0 80~0 50~0 50~0 70~150 70~150 50~150 80~0 60~0 50~0 ~80 ~60 Nonferrous Metal H10 150~300
14 External Multi-purpose Type for mall athes (Grooving / Traversing / Copying) GNDM External Grooving (for mall athes) * s External Diameter Cut-Off Zero Offset 0 WF WF2 HF CDX H ures show right-hand tools. Use a multi-purpose copying insert * for traversing (groove expansion). Dimensions Height Width ength Total Distance Edge Max. Edge Head Offset Grooving Max. Height Width Applicable Depth Cut-off Dia. R H B F WF HF H WF2 CDX GNDM R/1616JX (16) GCM N1005- GNDM R/1616JX (16) GCM N GNDM R/1616JX (16) GC - GNDM R/1616JX (16) GC 30- Use an insert and a holder with the same cutting width (). Refer to page 15 for applicable inserts. F B H Parts Cap crew N m Wrench BX05 H040 External Grooving / Cut-Off for mall athes GND External Grooving (for mall athes) External Diameter Cut-Off Zero Offset CDX WF WF2 HF H H2 F HBH H B WF WF2 HF CDX H F ures show right-hand tools. Parts BFTX0412N B H T15-10 s Dimensions Height Width ength Total Max. Edge Edge evel Head Head Offset Grooving Max. Distance Height Difference Width Applicable Depth Cut-off Dia. R H B F WF HF HBH H H2 WF2 CDX GCM N1005- GND R/1010JX (10) GND R/1010JX (10) GCM N GND R/1010JX (10) GC - GND R/1010JX (10) GC 30- GND R/1212JX (12) GCM N1005- GND R/1212JX (12) GCM N GND R/1212JX (12) GC - GND R/1212JX (12) GC 30- GND R/1616JX (16) GCM N1005- GND R/1616JX (16) GCM N GND R/1616JX (16) GC - GND R/1616JX (16) GC 30- Use an insert and a holder with the same cutting width (). Refer to page 15 for applicable inserts. crew / Cap crew BX05 N m H040 Wrench BFTX0412N T15-10 BFTX0412N T15-10 BX05 H040 : tandard stocked item N m : Recommended tightening torque (N m) 14
15 s for GNDM Type (For mall athes) / GND Type (For mall athes) ( Coated Carbide / Cermet / Cemented Carbide) ures show right-hand tools. 4-RE 2-RE 4-RE PI 4-RE Grooving / Traversing AC4K AC5U T00A Width Corner Radius ength Total Thickness RE External Copying / External R Grooving AC4K AC5U T00A Width Corner Radius ength Total Thickness RE MG GCM N3004-MG M GCM N02-M N3002-M ow Feed Grooving / Cut-Off AC5U T00A Width Corner Radius ength Total Thickness RE GCM N02- N3002- GCM N3004- G GCM N02-G N3002-G ow Feed GCM N N ow GCM N02- Force N3002- RG GCM N3015-RG Copying / R Grooving / Necking Width Corner Radius ength Total Thickness RE RN GCM N10-RN N3015-RN AC4K AC5U Non-Ferrous Metals Width Corner Total Radius ength Thickness RE GA GCG N02-GA ±0.0 N3002-GA ± H10 Cut-Off (Directional) CG CF ow Force GCM R02-CG CG-05 R3002-CG CG-05 R4002-CG CG-05 GCM R003-CF CF-10 R30003-CF CF-10 R003-CF CF-15 R30003-CF CF-15 AC5U AC1030U Front Edge Angle PI Width Corner Total Thickness Radius ength RE ± ± GCM R : Right hand GCM : eft-handed Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available. 15
16 External Multi-purpose Type for hallow Grooves (Grooving / Traversing / Copying) GND External Grooving * s External Diameter Use a multi-purpose copying insert * for traversing (groove expansion). Edge Head Height Max. Grooving Height Width ength Total Distance Edge Width Depth R H B F WF HF H CDX Applicable GND R/K GC - GND R/K GC 30 - GND R/K GC 40 - GND R/K GC N50 - GND R/K GC N60 - GND R/M GC - GND R/M GC 30 - GND R/M GC 40 - GND R/M GC N50 - GND R/M GC N60 - Use an insert and a holder with the same cutting width (). Refer to page 17 for applicable inserts. WF HF CDX H F B H ures show right-hand tools. Dimensions Parts Cap crew N m Wrench BX05 H040 : tandard stocked item N m : Recommended tightening torque (N m) 16
17 GND Type s ( Coated Carbide / Cermet / Cemented Carbide) ures show right-hand tools. 4-RE 2-RE 4-RE PI 4-RE Grooving / Traversing AC4K AC5U T00A Width Corner Radius ength Total Thickness RE External Copying / External R Grooving AC4K AC5U T00A Width Corner Radius ength Total Thickness RE MG GCM N3004-MG GCM N4008-MG N5008-MG N6008-MG M = GCM N02-M ~mm = mm~ ow Feed N3002-M GCM N4004-M N5004-M N6004-M Grooving / Cut-Off AC5U T00A Width Corner Radius ength Total Thickness RE GCM N02- N3002- N4002- N5002- N6002- GCM N3004- N4004- N5004- N6004- G GCM N02-G N3002-G N4002-G N5002-G ow Feed N6002-G GCM N02- ow Force N3002- N4002- N5002- N6002- RG GCM N3015-RG 1.5 N40-RG 52 N50-RG N6030-RG 27.5 Copying / R Grooving / Necking Width Corner Radius ength Total Thickness RE RN GCM N10-RN N3015-RN 1.5 N40-RN 28.0 N50-RN N6030-RN 28.1 AC4K AC5U Non-Ferrous Metals H10 Width Corner Total Radius ength Thickness RE GA GCG N02-GA ±0.0 N3002-GA ±0.0 GCG N4004-GA ±0.0 N5004-GA ±0.0 N6004-GA ±0.0 Cut-Off (Directional) CG CF ow Force GCM R02-CG CG-05 R3002-CG CG-05 R4002-CG CG-05 GCM R003-CF CF-10 R30003-CF CF-10 R003-CF CF-15 R30003-CF CF-15 AC5U AC1030U Front Edge Angle PI Width Corner Total Thickness Radius ength RE ± ± GCM R : Right hand GCM : eft-handed Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available. 17
18 External Multi-purpose Type (Grooving / Traversing / Copying) GNDM External Grooving * External Diameter Cut-Off Use a multi-purpose copying insert * for traversing (groove expansion). WF HF CDX H F B H Parts s -haped (ide Cut) Tools for External Multi- Machining (Grooving / Traversing / Copying) GNDM External Grooving * s External Diameter Height Width ength Total Distance Edge HF WF CDX H Height Width ength Total Distance Edge Edge Head Max. Grooving Height Width Depth R H B F WF HF H CDX ures show right-hand tools. Applicable GNDM R/K GC 30 - GNDM R/K GC 40 - GNDM R/K GC N50 - GNDM R/M GC 30 - GNDM R/M GC 40 - GNDM R/M GC N50 - GNDM R/M GC N60 - Use an insert and a holder with the same cutting width (). Refer to page 19 for applicable inserts. Edge Head Height Width F Max. Grooving Depth B H Max. Cut-off Dia. Applicable R H B F WF HF H CDX GNDM R/K GCM N1005- GNDM R/K GCM N GNDM R/K GC - GNDM R/K GC 30 - GNDM R/K GC 40 - GNDM R/K GC N50 - GNDM R/K GC N60 - GNDM R/M GCM N1005- GNDM R/M GCM N GNDM R/M GC - GNDM R/M GC 30 - GNDM R/M GC 40 - GNDM R/M GC N50 - GNDM R/M GC N60 - GNDM R/32P GC 30 - GNDM R/32P GC 40 - GNDM R/32P GC N50 - GNDM R/32P GC N60 - GNDM R/32P GCM N70 - GNDM R/32P GCM N80 - GNDM R/3232P GC 30 - GNDM R/3232P GC 40 - GNDM R/3232P GC N50 - GNDM R/3232P GC N60 - GNDM R/3232P GCM N70 - GNDM R/3232P GCM N80 - Use an insert and a holder with the same cutting width (). Refer to page 19 for applicable inserts. Use a multi-purpose copying insert * for traversing (groove expansion). : tandard stocked item Blank : Made-to-order item N m : Recommended tightening torque (N m) ures show right-hand tools. Dimensions Dimensions Cap crew N m Wrench BX05 H040 BX06 H050 BX06 H050 Parts Cap crew N m Wrench BX05 H040
19 GNDM / GNDM Type s ( Coated Carbide / Cermet / Cemented Carbide) ures show right-hand tools. 4-RE 2-RE 4-RE PI 4-RE Grooving / Traversing = mm~ ow Feed AC4K AC5U T00A Width Corner Radius ength Total RE MG GCM N3004-MG GCM N4008-MG N5008-MG N6008-MG GCM N7008-MG N8008-MG ±0.04 ± M = GCM N02-M ~mm N3002-M GCM N4004-M N5004-M N6004-M GCM N7004-M 7.0 ± N8004-M 8.0 ± Grooving / Cut-Off AC5U T00A Width Corner Total Radius ength Thickness RE GCM N02- N3002- N4002- N5002- N6002- GCM N3004- N4004- N5004- N6004- GCM N ± N ± G GCM N02-G N3002-G N4002-G N5002-G N6002-G GCM N7004-G 7.0 ± ow Feed N8004-G 8.0 ± GCM N ow Force N GCM N02- N3002- N4002- N5002- N6002- GCM N ± N ± GCM N ± N ± External Copying / External R Grooving Width Corner Radius ength Total RE RG GCM N3015-RG 1.5 N40-RG N50-RG N6030-RG 27.5 AC4K AC5U T00A GCM N7035-RG 7.0 ± N8040-RG 8.0 ± Copying / R Grooving / Necking Width Corner Radius ength Total Thickness RE RN GCM N10-RN N3015-RN 1.5 N40-RN 28.0 N50-RN N6030-RN 28.1 AC4K AC5U Non-Ferrous Metals H10 Width Corner Total Radius ength Thickness RE GA GCG N02-GA ±0.0 N3002-GA ±0.0 GCG N4004-GA ±0.0 CG CF ow Force N5004-GA ±0.0 N6004-GA ±0.0 Cut-Off (Directional) GCM R02-CG CG-05 R3002-CG CG-05 R4002-CG CG-05 GCM R003-CF CF-10 R30003-CF CF-10 R003-CF CF-15 R30003-CF CF-15 AC5U AC1030U Front Edge Angle PI Width Corner Total Thickness Radius ength RE ± ± GCM R : Right hand GCM : eft-handed Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available. 19
20 External Multi-purpose Type (Grooving / Traversing / Copying) with Internal Coolant GNDM-J External Grooving * s External Diameter Cut-Off Internal Coolant GNDM R/K-210J GNDM R/K-312J GNDM R/K-4J GNDM R/K-8J GNDM R/K-6J GNDM R/K-210J GNDM R/K-312J GNDM R/K-4J GNDM R/K-8J GNDM R/K-6J Use a multi-purpose copying insert * for traversing (groove expansion). HF WF Edge Height Width Edge ength Total Distance Height Head Width R H B F WF HF H CDX Use an insert and a holder with the same cutting width (). Refer to page 21 for applicable inserts. CDX H Rc1/8 F Rc1/8 ures show right-hand tools. Dimensions Max. Max. Grooving Depth Cut-off Dia B H Applicable GC - GC 30 - GC 40 - GC N50 - GC N60 - GC - GC 30 - GC 40 - GC N50 - GC N60 - Parts Cap crew N m Plug Wrench BX05 XP02 H040 Parts (Hoses) Parts (Connectors) Width across flats : 14 Width across flats : R1/8 G1/8 14 J-HOE-G1/8-G1/8-0 J-HOE-G1/8-G1/8-300 Hoses are sold separately. Dimensions crew tandard crew tandard G1/8 G1/8 G1/8 G1/8 J-G1/8-R1/8-00 J-G1/8-R1/ Connectors are sold separately. 21 R1/8 Dimensions crew tandard crew tandard G1/8 R1/8 G1/8 R1/8 G1/8 1 2 : tandard stocked item N m : Recommended tightening torque (N m)
21 GNDM-J s RE 2-RE 4-RE ( Coated Carbide / Cermet / Cemented Carbide) ures show right-hand tools. PI 4-RE Grooving / Traversing MG M = ~mm = mm~ ow Feed ow Feed GCM N3004-MG GCM N4008-MG GCM N5008-MG GCM N6008-MG GCM N02-M GCM N3002-M GCM N4004-M GCM N5004-M GCM N6004-M AC4K AC5U T00A Grooving / Cut-Off G ow Force GCM N02- GCM N3002- GCM N4002- GCM N5002- GCM N6002- GCM N3004- GCM N4004- GCM N5004- GCM N6004- GCM N02-G GCM N3002-G GCM N4002-G GCM N5002-G GCM N6002-G GCM N02- GCM N3002- GCM N4002- GCM N5002- GCM N6002- AC5U T00A Width Corner Total Radius ength Thickness RE Width Corner Total Radius ength Thickness RE External Copying / External R Grooving RG GCM N3015-RG GCM N40-RG GCM N50-RG GCM N6030-RG AC4K AC5U T00A AC4K AC5U Width Corner Total Radius ength Thickness RE Copying / R Grooving / Necking RN GCM N10-RN GCM N3015-RN GCM N40-RN GCM N50-RN GCM N6030-RN H10 Non-Ferrous Metals GA ow Force GCG N02-GA GCG N3002-GA GCG N4004-GA GCG N5004-GA Cut-Off CG CF GCG N6004-GA GCM R02-CG-05 GCM 02-CG-05 GCM R3002-CG-05 GCM 3002-CG-05 GCM R4002-CG-05 GCM 4002-CG-05 GCM R003-CF-10 GCM 003-CF-10 GCM R30003-CF-10 GCM CF-10 GCM R003-CF-15 GCM 003-CF-15 GCM R30003-CF-15 GCM CF-15 AC5U AC1030U Front Edge Angle PI Width Corner Total Radius ength Thickness RE Width ±0.0 ±0.0 ±0.0 ±0.0 ±0.0 ±0.04 ± RE Corner Total Radius ength Thickness Width Total ength Thickness RE Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available. 21
22 External Deep Grooving & Cut-Off GND External Grooving s External Diameter Cut-Off Height Width ength Total Distance Edge Max. Edge Head Grooving Height Width Depth R H B F WF HF H CDX Max. Cut-off Dia. ures show righthand tools. Applicable GND R/K GCM N1005- GND R/K GCM N GND R/K () 40 GC - GND R/K () 40 GC 30 - GND R/K (23) 50 GC 40 - GND R/K (23) 50 GC N50 - GND R/K (23) 50 GC N60 - GND R/M GCM N1005- GND R/M GCM N GND R/M () 40 GC - GND R/M () 40 GC 30 - GND R/M (23) 50 GC 40 - GND R/M (23) 50 GC N50 - GND R/M (23) 50 GC N60 - GND R/32P () 40 GC 30 - GND R/32P (23) 50 GC 40 - GND R/32P (23) 50 GC N50 - GND R/32P (23) 50 GC N60 - GND R/32P (23) 50 GCM N70 - GND R/32P (23) 50 GCM N80 - GND R/3232P () 40 GC 30 - GND R/3232P (23) 50 GC 40 - GND R/3232P (23) 50 GC N50 - GND R/3232P (23) 50 GC N60 - GND R/3232P (23) 50 GCM N70 - GND R/3232P (23) 50 GCM N80 - Parts Cap crew N m Wrench BX05 H040 BX06 H050 BX06 H050 Use an insert and a holder with the same cutting width (). Dimensions in parentheses under maximum grooving depth are for applications that use copying inserts (RG / RN Type breakers). Refer to page 23 for applicable inserts. -haped (ide Cut) Tools for External Grooving GND External Grooving External Diameter HF WF HF WF CDX CDX H H F F B H Dimensions B Parts s Height Width ength Total Edge Max. Grooving Edge Distance Head Height Width Depth R H B F WF HF H CDX Applicable GND R/K GC - GND R/K GC 30 - GND R/M GC - GND R/M GC 30 - GND R/M GC 40 - GND R/M GC N50 - GND R/M GC N60 - Use an insert and a holder with the same cutting width (). Refer to page 23 for applicable inserts. H Dimensions ures show righthand tools. Cap crew N m Wrench BX05 H040 : tandard stocked item Blank : Made-to-order item N m : Recommended tightening torque (N m) 22
23 GND / GND Type s ( Coated Carbide / Cermet / Cemented Carbide) ures show right-hand tools. 4-RE 2-RE 4-RE PI 4-RE Grooving / Traversing = mm~ ow Feed AC4K AC5U T00A Width Corner Radius ength Total RE MG GCM N3004-MG GCM N4008-MG N5008-MG N6008-MG GCM N7008-MG N8008-MG ±0.04 ± M = GCM N02-M ~mm N3002-M GCM N4004-M N5004-M N6004-M GCM N7004-M 7.0 ± N8004-M 8.0 ± Grooving / Cut-Off AC5U T00A Width Corner Total Radius ength Thickness RE GCM N02- N3002- N4002- N5002- N6002- GCM N3004- N4004- N5004- N6004- GCM N ± N ± G GCM N02-G N3002-G N4002-G N5002-G N6002-G ow GCM N7004-G 7.0 ± Feed N8004-G 8.0 ± GCM N ow Force N GCM N02- N3002- N4002- N5002- N6002- GCM N ± N ± GCM N ± N ± External Copying / External R Grooving AC4K AC5U T00A Width Corner Radius ength Total RE RG GCM N3015-RG 1.5 N40-RG N50-RG N6030-RG 27.5 GCM N7035-RG 7.0 ± N8040-RG 8.0 ± Copying / R Grooving / Necking AC4K AC5U Width Corner Radius ength Total Thickness RE RN GCM N10-RN N3015-RN 1.5 N40-RN 28.0 N50-RN N6030-RN 28.1 Non-Ferrous Metals H10 Width Corner Total Radius ength Thickness RE GA GCG N02-GA ±0.0 N3002-GA ±0.0 GCG N4004-GA ±0.0 N5004-GA ±0.0 N6004-GA ±0.0 Cut-Off (Directional) CG CF ow Force GCM R02-CG CG-05 R3002-CG CG-05 R4002-CG CG-05 GCM R003-CF CF-10 R30003-CF CF-10 R003-CF CF-15 R30003-CF CF-15 AC5U AC1030U Front Edge Angle PI Width Corner Total Thickness Radius ength RE ± ± GCM R : Right hand GCM : eft-handed Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available. 23
24 External Deep Grooving / Cut-Off Type with Internal Coolant GND-J External Grooving s External Diameter Cut-Off Internal Coolant GND R/K-2J GND R/K-3J GND R/K-4J GND R/K-5J GND R/K-6J GND R/K-2J GND R/K-3J GND R/K-4J GND R/K-5J GND R/K-6J HF WF Height Width ength Total Distance Edge Edge Height Dimensions Max. Grooving Depth Head Width R H B F WF HF H CDX () 0 () 0 (23) 0 (23) 0 (23) 0 () 0 () 0 (23) 0 (23) 0 (23) Max. Cut-off Dia Applicable Use an insert and a holder with the same cutting width (). Dimensions in parentheses under maximum grooving depth are for applications that use copying inserts (RG / RN Type breakers). Refer to page for applicable inserts. CDX H Rc1/8 F Rc1/8 B H ures show right-hand tools. GC - GC 30 - GC 40 - GC N50 - GC N60 - GC - GC 30 - GC 40 - GC N50 - GC N60 - Parts Cap crew N m Plug Wrench BX05 XP02 H040 Parts (Hoses) Parts (Connectors) Width across flats : 14 Width across flats : R1/8 G1/8 14 J-HOE-G1/8-G1/8-0 J-HOE-G1/8-G1/8-300 Hoses are sold separately. Dimensions crew tandard crew tandard G1/8 G1/8 G1/8 G1/8 29 J-G1/8-R1/8-00 J-G1/8-R1/8-90 Connectors are sold separately. 21 R1/8 Dimensions crew tandard crew tandard G1/8 R1/8 G1/8 R1/8 G1/8 1 2 : tandard stocked item N m : Recommended tightening torque (N m) 24
25 GND-J s RE 2-RE 4-RE ( Coated Carbide / Cermet / Cemented Carbide) ures show right-hand tools. PI 4-RE Grooving / Traversing MG M = ~mm = mm~ ow Feed G GCM N3004-MG GCM N4008-MG GCM N5008-MG GCM N6008-MG GCM N02-M GCM N3002-M GCM N4004-M GCM N5004-M GCM N6004-M GCM N02- GCM N3002- GCM N4002- GCM N5002- GCM N6002- GCM N3004- GCM N4004- GCM N5004- GCM N6004- GCM N02-G GCM N3002-G GCM N4002-G GCM N5002-G GCM N6002-G GCM N02- GCM N3002- GCM N4002- GCM N5002- GCM N6002- AC4K AC5U T00A Grooving / Cut-Off ow Feed ow Force AC5U T00A Width Width Corner Total Radius ength Thickness RE Corner Total Radius ength Thickness RE External Copying / External R Grooving RG RN GA CG CF GCM N3015-RG GCM N40-RG GCM N50-RG GCM N6030-RG GCM N10-RN GCM N3015-RN GCM N40-RN GCM N50-RN GCM N6030-RN GCG N02-GA GCG N3002-GA GCG N4004-GA GCG N5004-GA GCG N6004-GA GCM R02-CG-05 GCM 02-CG-05 GCM R3002-CG-05 GCM 3002-CG-05 GCM R4002-CG-05 GCM 4002-CG-05 GCM R003-CF-10 GCM 003-CF-10 GCM R30003-CF-10 GCM CF-10 GCM R003-CF-15 GCM 003-CF-15 GCM R30003-CF-15 GCM CF-15 AC4K AC5U T00A AC4K AC5U H10 AC5U AC1030U PI Copying / R Grooving / Necking Non-Ferrous Metals Cut-Off ow Force Front Edge Angle Width Width Width ±0.0 ±0.0 ±0.0 ±0.0 ±0.0 Width ±0.04 ±0.04 Corner Total Radius ength Thickness RE RE RE RE 5.5 Corner Total Radius ength Thickness 5 2 Corner Total Radius ength Thickness 5 2 Corner Total Radius ength Thickness Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available.
26 For Necking GNDN Necking Necking WF 45 WF2 H F B APMX 45 APMX2 DMIN APMX2 HF H Parts s ures show right-hand tools. Dimensions ures show right-hand tools. Height Width ength Total Min. Distance Edge Head Offset Work Height Dimensions Dia. Width APMX APMX2 Applicable R H B F WF HF H WF2 DMIN GNDN R/K GCM N10-RN GNDN R/K GCM N3015-RN GNDN R/K GCM N40-RN GNDN R/K GCM N50-RN GNDN R/K GCM N6030-RN GNDN R/M GCM N10-RN GNDN R/M GCM N3015-RN GNDN R/M GCM N40-RN GNDN R/M GCM N50-RN GNDN R/M GCM N6030-RN Use an insert and a holder with the same cutting width (). Refer to page 27 for applicable inserts. Cap crew N m Wrench BX05 H040 BX05 H040 Identification Details GND Cutter eries N Application : Necking R Direction hank Height hank Width K hank ength Width APMX 10 Min. Work Dia. : tandard stocked item N m : Recommended tightening torque (N m) 26
27 GNDN Type s ( Coated Carbide) 1 2-RE Copying / R Grooving / Necking AC4K AC5U Width Corner Radius ength Total Thickness RE RN GCM N10-RN N3015-RN 1.5 N40-RN 28.0 N50-RN N6030-RN 28.1 Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 : tandard stocked item : Not available. 27
28 Face Grooving Face Grooving Face Use a multi-purpose copying insert * for traversing (groove expansion). WF HF CDX H DC(Bore) F H B ures show right-hand tools. Max. Work Dia. (Outer) Min. Work Dia. (Outer) Min. Work Dia. (Inner) Parts s Height Width ength Total Distance Edge Edge Head Height 28 Max. Grooving Depth Min. Bore Work Width Dia. R H B F WF HF H DC (Inner) CDX R/K ~ R/K ~ R/K ~70 44 R/K ~ R/K ~ R/K ~0 134 R/K ~ R/K ~55 32 R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/K ~ R/M ~ R/M ~ R/M ~70 44 R/M ~ R/M ~ R/M ~0 134 R/M ~ R/M ~55 32 R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ Use an insert and a holder with the same cutting width (). Refer to page 29 for applicable inserts. : tandard stocked item N m : Recommended tightening torque (N m) Dimensions Applicable Cap crew N m Wrench GC N30 - BX05 H040 GC N40 - BX05 H040 GC N50 - BX05 H040 GC N60 - BX05 H040 GC N30 - BX05 H040 GC N40 - BX05 H040 GC N50- BX05 H040 GC N60 - BX05 H040

29 Type s ( Coated Carbide / Cermet / Cemented Carbide) RE 2-RE 4-RE Grooving / Traversing AC4K AC5U T00A Width Corner Radius ength Total Thickness RE MG GCM N3004-MG GCM N4008-MG N5008-MG N6008-MG M = GCM N3002-M ~mm = mm~ ow Feed GCM N4004-M N5004-M N6004-M Grooving / Cut-Off AC5U T00A Width Corner Radius ength Total Thickness RE Copying / R Grooving / Necking AC4K AC5U Width Corner Radius ength Total Thickness RE RN GCM N3015-RN 1.5 N40-RN 28.0 N50-RN N6030-RN 28.1 Non-Ferrous Metals H10 Width Corner Radius ength Total Thickness RE 52 GA GCG N3002-GA ±0.0 GCG N4004-GA ± N5004-GA ±0.0 N6004-GA ±0.0 GCM N3002- N4002- N5002- N6002- GCM N3004- N4004- N5004- N6004- G GCM N3002-G N4002-G N5002-G ow Feed N6002-G GCM N3002- ow Force N4002- N5002- N6002- Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 29 : tandard stocked item Blank : Made-to-order item : Not available.
30 -haped (ide Cut) Facing Tools for Deep Grooving Face Grooving Face HF WF CDX F B Max. Work Dia. (Outer) Min. Work Dia. (Outer) Min. Work Dia. (Inner) Use a multi-purpose copying insert * for traversing (groove expansion). H Parts H s DC(Diameter) Height Width Total Edge Edge ength Distance Head Bore Min. Work Height Dia. (Inner) Max. Grooving Depth Width R H B FWF HF H DC CDX R/M ~ R/M ~0 88 R/M ~ R/M ~ R/M ~ 438 R/3232P ~ R/3232P ~0 88 R/3232P ~ R/3232P ~ R/3232P ~ 438 R/M ~ R/M ~ R/M ~ R/M ~ R/M ~ R/3232P ~ R/3232P ~ R/3232P ~ R/3232P ~ R/3232P ~ Use an insert and a holder with the same cutting width (). Refer to page 31 for applicable inserts. ures show righthand tools. Dimensions Applicable Cap crew N m Wrench GC N60 - BX05 H040 GC N60 - BX06 H050 GCM N80 - BX06 H050 GCM N80 - BX06 H050 Blank : Made-to-order item N m : Recommended tightening torque (N m) 30
31 Type s ( Coated Carbide / Cemented Carbide) RE 2-RE 4-RE Grooving / Traversing AC4K AC5U MG GCM N6008-MG Width Corner Radius ength Total Thickness RE Copying / R Grooving / Necking AC4K AC5U Width Corner Radius ength Total Thickness RE GCM N8008-MG 8.0 ± M GCM N6004-M N8004-M 8.0 ± ow Feed Grooving / Cut-Off GCM N6002- N6004- N ± G GCM N6002-G ow GCM N8004-G 8.0 ± Feed GCM N6002- ow GCM N ± Force N ± RN GCM N6030-RN Non-Ferrous Metals H10 Width Corner Radius ength Total Thickness RE GA GCG N6004-GA ± Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 31 : tandard stocked item Blank : Made-to-order item.
32 Internal Grooving GNDI Medium Internal Grooving Inner Diameter DMIN Min. Work Dia. WF DCON * Use a multi-purpose copying insert * for traversing (groove expansion). H CDX F H Parts T15 s Dimensions Total Edge Min. Work Max. Diameter Height ength Head Distance Grooving Dia. Width Applicable Depth R DCON H F H WF DMIN CDX GNDI R/1214-T GXM N GNDI R/1214-T GXM N GNDI R/1616-T GXM N GNDI R/16-T GXM N GNDI R/-T GXM N GNDI R/1214-T GXM N02- GNDI R/1214-T GXM N02- GNDI R/1616-T GXM N02- GNDI R/16-T GXM N02- GNDI R/-T GXM N02- GNDI R/1214-T GXM N3002- GNDI R/1214-T GXM N3002- GNDI R/1616-T GXM N3002- GNDI R/16-T GXM N3002- GNDI R/-T GXM N3002- Use an insert and a holder with the same cutting width (). Only GXM inserts can be used. Refer to page 33 for applicable inserts. T crew N m Wrench BFTX0409N 3.4 T15 BFTX01N T BFTX0409N 3.4 T15 BFTX01N T BFTX0409N 3.4 T15 BFTX01N T Identification Details GND Cutter eries I R Application : Boring Direction T hank Diameter Min. Work Dia. Boring Width 10 Max. Grooving Depth 10 : tandard stocked item N m : Recommended tightening torque (N m) 32
33 GNDI Type s ( Coated Carbide) 1 4-RE Grooving / Traversing Recommended Conditions (GNDI) Work Material P Carbon teel / Alloy teel M tainless teel K Cast Iron Exotic Alloy Grade AC5U AC1030U AC5U AC1030U AC5U AC1030U AC5U AC1030U peed v c (m/min) Grooving / Cut-Off / Necking Chipbreaker Width AC5U AC1030U Feed Rate f(mm/rev) M ~0.10 ~0.12 ~ ~ ~0.15 Width Corner Radius ength Total Thickness RE M GXM N02-M N3002-M ow Feed Grooving / Cut-Off Traversing Chipbreaker Width AC5U AC1030U Feed Rate f(mm/rev) M Depth of Cut a p (mm/rev) ~0.12 ~ 0.05~ ~1.2 Width Corner Radius ength Total Thickness RE GXM N ow N Force N Use an insert and a holder with the same cutting width (). GCM and GCG inserts are not compatible. 33 : tandard stocked item (expanded item) : Not available.
34 Internal Grooving GNDI Internal Grooving Inner Diameter DMIN Min. Work Dia. DCON WF * Use a multi-purpose copying insert * for traversing (groove expansion). H CDX F H Parts s Dimensions Max. Grooving Depth Diameter Height Total Edge Min. Work ength Head Distance Dia. Width Applicable Clamp N m Wrench Bolt R DCON H F H WF DMIN CDX GNDI R/32-T GC N - BH06 H030 GNDI R/3240-T GC N - BH0616 H040 GNDI R/32-T GC N30 - BH06 H030 GNDI R/3240-T GC N30 - GNDI R/4050-T GC N30 - BH0616 H040 GNDI R/32-T GC N40 - BH06 H030 GNDI R/3240-T GC N40 - GNDI R/4050-T GC N40 - BH0616 H040 GNDI R/32-T GC N50 - BH06 H030 GNDI R/3240-T GC N50 - GNDI R/4050-T GC N50 BH0616 H040 GNDI R/4050-T GC N60 - BH0616 H040 Use an insert and a holder with the same cutting width (). Refer to page 28 for applicable inserts. ures show right-hand tools. : tandard stocked item N m : Recommended tightening torque (N m) 34
35 GNDI Type s ( Coated Carbide / Cermet / Cemented Carbide) RE 2-RE 4-RE Grooving / Traversing AC4K AC5U T00A Width Corner Radius ength Total Thickness RE MG GCM N3004-MG N4008-MG External Copying / External R Grooving AC4K AC5U T00A Width Corner Radius ength Total Thickness RE N5008-MG N6008-MG M = GCM N02-M ~mm = mm~ ow Feed N3002-M GCM N4004-M N5004-M N6004-M Grooving / Cut-Off AC5U T00A Width Corner Radius ength Total Thickness RE GCM N02- N3002- N4002- N5002- N6002- GCM N3004- N4004- N5004- N6004- G GCM N02-G N3002-G N4002-G N5002-G ow Feed N6002-G GCM N02- ow Force N3002- N4002- N5002- N6002- RG GCM N3015-RG 1.5 N40-RG 52 N50-RG N6030-RG 27.5 Copying / R Grooving / Necking AC4K AC5U Width Corner Radius ength Total Thickness RE RN GCM N10-RN N3015-RN 1.5 N40-RN 28.0 N50-RN N6030-RN 28.1 Non-Ferrous Metals H10 Width Corner Total Radius ength Thickness RE GA GCG N02-GA ±0.0 N3002-GA ±0.0 GCG N4004-GA ±0.0 N5004-GA ±0.0 N6004-GA ± Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. Recommended Conditions P13 35 : tandard stocked item Blank : Made-to-order item : Not available.
36 External Grooving UMIPOYGON GNDCM External Grooving External Diameter CDX Parts UMIPOYGON GND Type Cassette Dimensions Max. Grooving Applicable Width Depth R CDX GNDCM R/ GC - GNDCM R/ GC 30 - GNDCM R/ 4 4 GC 40 - GNDCM R/ 8 5 GC N50 - GNDCM R/ 6 6 GC N60 - Use an insert and a holder with the same cutting width (). Refer to page 37 for applicable inserts. ures show right-hand tools. Applicable PC GND 00 R/ PC GND 90 R/ Cap crew Wrench BX02 H040 UMIPOYGON GND Type (traight) UMIPOYGON GND Type (-haped) WF F DCFM WF F DCFM Applicable Overhang Attachment Edge R WF F DCFM PC40 GND R/ PC50 GND R/ PC63 GND R/ ures show right-hand tools. Cassette GNDCM R/ s and cassettes are sold separately. ures show right-hand tools. Overhang Attachment Edge Applicable Cassette R WF F DCFM PC40 GND 4290 R/ PC50 GND R/ GNDCM R/ PC63 GND R/ s and cassettes are sold separately. Identification Details for Cassettes GNDCM Cutter eries R Direction 2 12 Width Max. Grooving Depth Identification Details for PC40 UMIPOYGON hank ize GND Cutter eries : GND Type R WF Dimension F Dimension 00: traight 90: -shaped Direction : tandard stocked item N m : Recommended tightening torque (N m) 36
37 GNDCM ( Coated Carbide / Cermet / Cemented Carbide) RE 2-RE 4-RE ures show right-hand tools. PI 4-RE Grooving / Traversing MG M = ~mm = mm~ ow Feed G GCM N3004-MG GCM N4008-MG GCM N5008-MG GCM N6008-MG GCM N02-M GCM N3002-M GCM N4004-M GCM N5004-M GCM N6004-M GCM N02- GCM N3002- GCM N4002- GCM N5002- GCM N6002- GCM N3004- GCM N4004- GCM N5004- GCM N6004- GCM N02-G GCM N3002-G GCM N4002-G GCM N5002-G GCM N6002-G GCM N02- GCM N3002- GCM N4002- GCM N5002- GCM N6002- AC4K AC5U T00A Grooving / Cut-Off ow Feed ow Force AC5U T00A Width RE Width Corner Total Radius ength Thickness RE Corner Total Radius ength Thickness External Copying / External R Grooving RG RN GA CG CF GCM N3015-RG GCM N40-RG GCM N50-RG GCM N6030-RG GCM N10-RN GCM N3015-RN GCM N40-RN GCM N50-RN GCM N6030-RN GCG N02-GA GCG N3002-GA GCG N4004-GA GCG N5004-GA GCG N6004-GA GCM R02-CG-05 GCM 02-CG-05 GCM R3002-CG-05 GCM 3002-CG-05 GCM R4002-CG-05 GCM 4002-CG-05 GCM R003-CF-10 GCM 003-CF-10 GCM R30003-CF-10 GCM CF-10 GCM R003-CF-15 GCM 003-CF-15 GCM R30003-CF-15 GCM CF-15 AC4K AC5U T00A AC4K AC5U H10 AC5U AC1030U PI Width Corner Total Radius ength Thickness RE Copying / R Grooving / Necking Non-Ferrous Metals Cut-Off ow Force Front Edge Angle Width Corner Total Radius ength Thickness RE Width ±0.0 ±0.0 ±0.0 ±0.0 ±0.0 Width ±0.04 ± RE RE Corner Total Radius ength Thickness 5 2 Corner Total Radius ength Thickness Use an insert and a holder with the same cutting width (). Cannot be used with GNDI Type holders. : tandard stocked item : tandard stocked item (expanded item) Blank : Made-to-order item : Not available. 37
38 EC-Grooving Tools GND Type eries pecial Grooving Estimate heet Applicable s (For Widths of 2 to 6mm) External Grooving: GND Type ( P16), GNDM Type ( P14, P, P), GNDM Type ( P), GND Type ( P14, P22, P24), GND Type ( P22) Boring : GNDI Type ( P34) *GNDI Type cannot be used because of a difference in insert shape. Facing : Type ( P28), Type ( P30) Requests for ground breakers for custom inserts (with varying cutting width or corner R) are accepted. To order, fill out the form below (indicate preference by circling the item, or specify dimensions), and send it to a umitomo Electric Hardmetal dealer or distributor. (Make a copy of this form.) For grooving inserts with a different shape, cutting width, cutting edge treatment, or insert grade not listed below, contact your nearest umitomo Electric Hardmetal dealer or distributor. Your Company / Contact Information (Phone, Fax, Address, etc.) hape Items Remarks Width (0~6.59mm) RER RE Corner Radius RER Corner Radius RE CDX Grade (Choose from options to right)* 1 Grooving Depth CDX * 2 AC5UEH5 H10 KH03 *1 electing a grade of H10 will result in a sharp cutting edge. *2 et the chipbreaker width according to CDX. The actual grooving depth must be less than or equal to the maximum grooving depth set for each standard holder. Form instructions 1. The applicable standard holder will vary depending on the cutting width. Refer to the table to the right for manufacturable cutting widths, and corner radius ranges during facing. (Additional holder work may be necessary to prevent interference with the work material when rounding corners beyond this range during facing.) 2. The maximum corner radius during external/internal machining is 1/2 the cutting width. 3. The cutting width tolerance during manufacturing is ±0.0mm. 4. Dimension WF for each holder can be determined as follows with as the applicable holder standard insert cutting width. (tandard holder dimension WF) + (WF - ) / 2 5. Unpolished inserts may be available for inch size cutting widths. Contact us for details. Width (Nominal) 0~2.59mm 2.60~3.59mm 0~9mm 4.60~5.59mm 5.60~6.59mm Applicable tandard 2mmWidth 3mmWidth 4mmWidth 5mmWidth 6mmWidth Max. corner radius (RER, RE) when used for facing (when using a standard holder) mm mm mm 38
39 Identification Details GND M R ( M ) - ( T ) 3 12 (J) (-) (035) Cutter eries GND Feed Direction Refer to Table 3 hank Width/ Work Dia. Refer to Table 5 Type T : Boring Max. Grooving Depth Refer to Table 9 Min. Work Dia. Application hank Height/Dia. hank ength Width Coolant upply Refer to Table 2 Refer to Table 4 Refer to Table 6 Refer to Table 8 J : Internal Coolant upply Table 2 Table 3 Table 4 Table 5 Application Feed Direction hank Height/Dia. hank Width/Work Dia. ymbol Application External Multi- Grooving / Cut-off / Machining Traversing / Copying External Multi- Grooving / Cut-off / M Machining Traversing / Copying External Grooving Grooving / Cut-Off M -haped (ide Cut) Tools for External Multi- Machining -haped (ide Cut) Tools for External Grooving Grooving N Necking Necking F F I I Facing -haped Tools for Facing Boring Boring Grooving / Traversing / Copying Grooving / Traversing / Copying Grooving / Traversing / Copying Grooving / Traversing / Copying Grooving / Traversing / Copying ymbol Direction R Right-Handed eft-handed Table 6 hank ength ymbol ength JX 1 K 1 M 150 P 170 Application ymbol Height Application ymbol Height External Grooving / Facing (hank Height) Boring (hank Diameter) Table 8 ymbol External Grooving / Facing (hank Height) Boring (Min. Work Dia.) Width* Width ymbol Width Excluding GNDI Type. * Table 9 Max. Grooving Depth* ymbol Depth ymbol Depth Excluding GNDN/GNDI Type. * G C M N () - (-) (05) Cutter eries Grooving Front Relief Angle ymbol Angle C 7 X Others Tolerance ymbol Class G M G Class M Class Feed Direction ymbol Direction Right-Handed R N eft-handed Non-Directional Width ymbol Width Corner Radius ymbol RE s with an RE of 1.0 mm or larger are for copying. Applicable ymbol Applicable GNDI Type ymbol Chipbreaker Application MG Multi- : M Multi- : ow Feed Grooving : G Grooving : ow Feed Grooving : ow Force CG Cut-Off RG Copying RN Copying/Necking GA Non-Ferrous Metals Front Edge Angle 05:5 Cautions for Tool election elect as large a shank size as possible. Use of a reverse tool is recommended. elect the chipbreaker according to the working conditions. To ensure adequate chip control, unless restrictions apply, select the smallest corner radius possible. To ensure rigidity, use a Multi- Type holder whenever possible so long as the maximum grooving depth can be secured. 39


40 Application Examples CM4H Automotive Component Face Copying Point High rigidity Chip control Wear resistance 53C Cam haft Grooving/Finishing(Continuous to Heavy Interrupted ) ø36 ø50 Point High rigidity Chattering Chip control Fracture resistance RM GCM N40-RG Width : mm Conditions v c=0m/min f =0.14mm/rev Wet Normal wear GND Type Chipping/excessive wear Conventional GND AAA Tool GNDM M-6 GCM N6030-RG Width : mm Conditions v c=130m/min f =0.36mm/rev Wet Excellent chip control of GND Type table cutting without chattering or vibration table cutting without chattering or vibration Excellent fracture resistance table chip control 48C Tempered Material Machine Component Cut-Off ø12 prepared ø12 hole ø40 Point High rigidity Chattering Fracture resistance CM435 Tempered Material Hydraulic Component Cut-Off Point Chip control Wear resistance Normal wear GND Type Chipping/excessive wear Conventional GND AAA Tool GND RM-3 GCM N3002- Width : mm Conditions n =1,600min -1 v c=0m/min f =0.05mm/rev Wet ø16 GND RM-3 GCM N3002- Width : mm Conditions n =4,000min -1 v c=0m/min f =0.05mm/rev Wet table cutting without chattering or vibration Excellent fracture resistance table fracture resistance table chip control Excellent wear resistance 45C Valve Material Cut-Off CM435 Crank Cut-Off ø22 Point High rigidity Chattering Chip control GNDM RM-312 GCM N3002-M Width : mm Conditions v c=150m/min f =0.05 to 0.15mm/rev Wet ø1 prepared ø1 hole GND Type Conventional Tool 0.08 mm/rev ø30.3 ø8 Feed Rate f (mm/rev) 0.30 mm/rev Point High rigidity Chattering Chip control GND RM-3 GCM N3002- Width : mm Conditions v c=115m/min f =0.30mm/rev Wet table cutting without chattering or vibration table chip control Improved efficiency table cutting without chattering or vibration table chip control 40
 Conventional Tool (tep Feed) GND RM-3 GCM N3002- Width : mm Conditions v c=90m/min f =0.")
 Machine")


41 Application Examples CM440 Office Machine Components Grooving ø30 ø60 Point Chip control Machining efficiency Cr4H Gear haft Grooving ø55 ø68 Point High rigidity Chattering Chip control GND Type (Continuous Feed) Conventional Tool (tep Feed) GND RM-3 GCM N3002- Width : mm Conditions v c=90m/min f =0.1mm/rev Wet GND Type Conventional Tool GNDM RM-312 GCM N3004- Width : mm Conditions v c=100m/min f =0.12mm/rev Wet Excellent chip control of GND Type Machining efficiency improved by % table cutting without chattering or vibration Excellent chip control of GND Type KD61 (45 to 48 HRC) Machine Component Cut-Off Point High rigidity Chattering Chip control Cr415 Gear haft Grooving / Pocketing ø4 ø56.8 Point High rigidity Chattering Chip control ø48 GND RM-4 GCM N4002- Width : mm Conditions v c=50m/min f =mm/rev Wet 1. Roughing 2. Finishing GNDM RK-8 GCM N5008-MG Width : mm Conditions v c=150m/min f =0.1mm/rev Wet table cutting without chattering or vibration Excellent chip control of GND Type ess unexpected breakage table cutting without chattering or vibration Excellent chip control of GND Type Iron-Based intered Material Crank procket Gear Grooving/Finishing ø34 ø42 Point High rigidity Chattering Chip control Wear resistance U304 Measuring Component Grooving Point High rigidity Chattering Chip control GND Type Conventional Tool Able to continue after 90 uses 70 pcs GND RM-2 GCM N02- Width : mm Conditions v c=100m/min f =0.08mm/rev Wet ø2 ø30 GND RM-3 GCM N3002- Width : mm Conditions v c=60m/min f =0.0mm/rev Wet table cutting without chattering or vibration Excellent chip control of GND Type Excellent wear resistance for 130% or more tool life table cutting without chattering or vibration Excellent chip control of GND Type 41


42 Application Examples intered Clutch Hub Face Grooving Point Machining efficiency Chattering U303 Hollow Round Pipe Material Cut-Off Point Machining efficiency Chattering RK GCM N5008-MG Width : mm Conditions n =500min -1 v c=100m/min f =0.05mm/rev Wet ø35 ø40 GND RK-2 GCMR02-CG-05 Width : mm Conditions n =1,000min -1 v c=140m/min f =mm/rev Wet Reduces cycle time by up to % table cutting without chattering or vibration harp cutting edge provides stable cutting table chip control for stable cutting tainless teel Round Bar Cut-Off Point Tool life Adhesion resistance CM415 Valve pool Cut-Off Point Tool life Chip control ø24 ø24 GND Type Conventional Tool 1,000 pcs 1,500 pcs GNDM K-312 GCMN3002- Width : mm Conditions n=1,000min -1 f =0.15 mm/rev Wet mm GND R1212JX-1.12 GCMN1005- Width : 1.mm Conditions n=2,000min -1 f =0.05mm/rev Wet Reduced adhesion breakage for 150% longer tool life table cutting without chattering or vibration Able to continue with minimal damage even after 7,500 pcs Excellent chip control 45CD Motorcycle Transmission Part (Collar) Internal Grooving GND Type Comp.A Comp.B ø pcs 600 pcs Tool ife (pcs) 1,100 pcs Point Tool life Chip control GNDI R16-T46 GXM N02- Width : mm Conditions v c =150m/min f =mm/rev a p=1.7mm Wet ong tool life through stable chip control using a high-rigidity tool and 3D breaker CM4 Automotive Component (Coupling) Internal Grooving Roughing Finishing Finishing mm ø26 Point Machining efficiency Chip control GNDI R16-T46 GXM N02- Width : mm Conditions vc= Roughing : 50 to Finishing : 80m/min f = Roughing : 0.07 to Finishing : 0.05mm/rev ap=2.8mm Wet Good chip control eliminates the need for step machining in the roughing process performed with a competitor's product 42
Grooving / Cut-Off. Threading Tools F63
 / / 1 42 Triangular hallow Inserts (or External and Internal Grooves) External ace Internal Hardened teel Expanded Expanded Expanded EC- election Guide...2 GWC Type (or hallow Grooves)... 4 GWC Type (or
/ / 1 42 Triangular hallow Inserts (or External and Internal Grooves) External ace Internal Hardened teel Expanded Expanded Expanded EC- election Guide...2 GWC Type (or hallow Grooves)... 4 GWC Type (or
Grooving Tool Holders GND Type
 TOOLING NEWS E-112 P M K N S H Tool Holders Expansion 6 s of Chipbreakers Characteristics Wide range of application processes Applicable for grooving, turning, copying, facing, boring and cut-off. Achieving
TOOLING NEWS E-112 P M K N S H Tool Holders Expansion 6 s of Chipbreakers Characteristics Wide range of application processes Applicable for grooving, turning, copying, facing, boring and cut-off. Achieving
KGD/KGDF KGD/KGDF. Grooving / Cut-Off. Improved Grooving Performance with Expansive Lineup of Chipbreakers and Toolholders. Grooving / Cut-Off
 Grooving / Cut-Off KGD/KGDF Grooving / Cut-Off KGD/KGDF Improved Grooving Performance with Expansive ineup of Chipbreakers and s Good chip control EGACOAT coating technology for long tool life and high
Grooving / Cut-Off KGD/KGDF Grooving / Cut-Off KGD/KGDF Improved Grooving Performance with Expansive ineup of Chipbreakers and s Good chip control EGACOAT coating technology for long tool life and high
Reduced Chip Biting Issues when Grooving Small Parts
 Grooving Tools for Small Parts Machining Grooving Tools for Small Parts Machining educed Chip Biting Issues when Grooving Small Parts Stable Chip Control, GL Chipbreaker Added to Lineup Wide Application
Grooving Tools for Small Parts Machining Grooving Tools for Small Parts Machining educed Chip Biting Issues when Grooving Small Parts Stable Chip Control, GL Chipbreaker Added to Lineup Wide Application
High Efficiency Drilling in Various Types of Machining
 TOOL NEWS 218.9 Update B233G Solid Carbide Flat Bottom Drills Series Item Expansion High Efficiency Drilling in Various Types of Machining A Solid Carbide Flat Bottom Drills Series High Efficiency Drilling
TOOL NEWS 218.9 Update B233G Solid Carbide Flat Bottom Drills Series Item Expansion High Efficiency Drilling in Various Types of Machining A Solid Carbide Flat Bottom Drills Series High Efficiency Drilling
KGD for Automatic Lathe
 Cut-off Tool Cut-off Tool KGD KGD for Automatic athe Stable achining and ong Tool ife ower Production Costs Edge idths Available from 1.3 mm Excellent Chip Control ong Tool ife with EGACOAT NANO P1535
Cut-off Tool Cut-off Tool KGD KGD for Automatic athe Stable achining and ong Tool ife ower Production Costs Edge idths Available from 1.3 mm Excellent Chip Control ong Tool ife with EGACOAT NANO P1535
Improved Grooving Performance with Expansive Tooling System Lineup
 KGD/KGDF Grooving / Cut-Off Improved Grooving Performance with Expansive ooling System ineup Good Chip Control EGACOA Coating echnology for ong ool ife and igh Efficiency achining Comprehensive ineup KGD
KGD/KGDF Grooving / Cut-Off Improved Grooving Performance with Expansive ooling System ineup Good Chip Control EGACOA Coating echnology for ong ool ife and igh Efficiency achining Comprehensive ineup KGD
WFXC Type. Expansion H62. General Features. Characteristics. Series. Milling. Cutters. SEC-Wave Mill
 EC-Wave ill WFX Type Expansion General Features EC-Waveill WFX type for shoulder milling, is a screw-on type cutter that uses 4-cornered inserts. Ideal cutting edge design delivers good squareness. eries
EC-Wave ill WFX Type Expansion General Features EC-Waveill WFX type for shoulder milling, is a screw-on type cutter that uses 4-cornered inserts. Ideal cutting edge design delivers good squareness. eries
VFX for High Efficiency Milling of Titanium Alloys
 TOOL NEW 2017.5 Update B182A For Milling VFX eries Insert Expansion VFX for High Efficiency Milling of s Outstanding metal removal rates up to 24 inch 3 /min (with ø2.5" cutter) Unparalleled Chip Ejection
TOOL NEW 2017.5 Update B182A For Milling VFX eries Insert Expansion VFX for High Efficiency Milling of s Outstanding metal removal rates up to 24 inch 3 /min (with ø2.5" cutter) Unparalleled Chip Ejection
INDEXABLE DRILLS. Pages Phone: (800) WDX Drills. WDX Features & Benefits
 WDX Drills. WDX Features & Benefits") INDEXABLE DRILLS ages 471-493 ages Features & Benefits.......................... 47 Insert Selction Guide....47 XD - 5XD (INCH) & 4XD Side ort....... 473-475 XD - 5XD (METRIC)... 476-477 Cutting Conditions...
INDEXABLE DRILLS ages 471-493 ages Features & Benefits.......................... 47 Insert Selction Guide....47 XD - 5XD (INCH) & 4XD Side ort....... 473-475 XD - 5XD (METRIC)... 476-477 Cutting Conditions...
B182E VFX VFX FOR HIGH EFFICIENCY ROUGH MACHINING OF TITANIUM ALLOYS
 VFX VFX FOR HIGH EFFICIENCY ROUGH MACHINING OF TITANIUM ALLOY 2018.04 B182E VFX5/6 ERIE UNPARALLELED CHIP EJECTION PROPERTIE HELP RE-DEFINE THE PARAMETER FOR MACHINING TITANIUM ALLOY HIGH RIGIDITY DEIGN
VFX VFX FOR HIGH EFFICIENCY ROUGH MACHINING OF TITANIUM ALLOY 2018.04 B182E VFX5/6 ERIE UNPARALLELED CHIP EJECTION PROPERTIE HELP RE-DEFINE THE PARAMETER FOR MACHINING TITANIUM ALLOY HIGH RIGIDITY DEIGN
Cut-Off Tools. SumiGrip Jr. SumiGrip. SEC-Small Diameter Cut-off Tools SEC-Grooving / Cut-Off Tools
 Tools 33 to 46 Tools Tools SumiGrip Jr. SumiGrip SEC-Small Diameter Cut-off Tools SEC- / Tools SEC- Tool Series Selection Guide 34 Introduction of SumiGrip 35 STH Type 36 STS Type 37 WCH Type 38 WCS Type
Tools 33 to 46 Tools Tools SumiGrip Jr. SumiGrip SEC-Small Diameter Cut-off Tools SEC- / Tools SEC- Tool Series Selection Guide 34 Introduction of SumiGrip 35 STH Type 36 STS Type 37 WCH Type 38 WCS Type
3 Cutting Edges Use GBA for Grooving
 CP188-E 3 Cutting Edges Use G for Grooving Wide Product Lineup PVD Coated for Steel / PR905 Smooth Chip evacuation due to no interference on the chip pocket External Grooving Internal Grooving G-MY New
CP188-E 3 Cutting Edges Use G for Grooving Wide Product Lineup PVD Coated for Steel / PR905 Smooth Chip evacuation due to no interference on the chip pocket External Grooving Internal Grooving G-MY New
ALPHA MILL P H M S K N 90 SQUARE SHOULDER MILLING WITH LOW CUTTING RESISTANCE & SMOOTH CHIP FLOW GENERAL
 90 QUARE OULDER ILLIG WIT LOW CUTTIG REITACE & OOT CI FLOW teel ardened teel tainless teel RA s Cast Iron on Ferrous FEATURE - Inserts feature Alpha Curve geometry for the smoothest cutting action - Low
90 QUARE OULDER ILLIG WIT LOW CUTTIG REITACE & OOT CI FLOW teel ardened teel tainless teel RA s Cast Iron on Ferrous FEATURE - Inserts feature Alpha Curve geometry for the smoothest cutting action - Low
Drilling Depth ( L / D) Content
 Content") Micro Long Drill General Features Micro Long Drills are oil-hole drills for high efficiency drilling that were developed for drilling deep, small-diameter holes. These next-generation, small-diameter hole
Micro Long Drill General Features Micro Long Drills are oil-hole drills for high efficiency drilling that were developed for drilling deep, small-diameter holes. These next-generation, small-diameter hole
Produces excellent surface finishes.
 TOOLS NEWS PVD coated Cermet grade for steel 3025 2013.12 Update B194G New positive breaker for steel Produces excellent surface finishes. PVD coated Cermet grade for steel 3025 3025 has excellent flank
TOOLS NEWS PVD coated Cermet grade for steel 3025 2013.12 Update B194G New positive breaker for steel Produces excellent surface finishes. PVD coated Cermet grade for steel 3025 3025 has excellent flank
TOOLS NEWS B194H PVD coated Cermet grade for steel MP3025. Produces excellent surface finishes.
 TOOLS NEWS PVD coated Cermet grade for steel 3025 2014.01 B194H Produces excellent surface finishes. PVD coated Cermet grade for steel PVD coated Cermet grade for steel 3025 3025 3025 has excellent flank
TOOLS NEWS PVD coated Cermet grade for steel 3025 2014.01 B194H Produces excellent surface finishes. PVD coated Cermet grade for steel PVD coated Cermet grade for steel 3025 3025 3025 has excellent flank
FS/LS MS/RS. The new high Al-rich (Al,Ti)N single layer coating significantly reduces edge fracturing.
N single layer coating significantly reduces edge fracturing.") TOOL NEW IO Turning Inserts for Difficult-to-cut Materials 2018.6 Update B214G Item Expansion The new high Al-rich (Al,Ti)N single layer coating significantly reduces edge fracturing. MP9005 MP9015 MT9005
TOOL NEW IO Turning Inserts for Difficult-to-cut Materials 2018.6 Update B214G Item Expansion The new high Al-rich (Al,Ti)N single layer coating significantly reduces edge fracturing. MP9005 MP9015 MT9005
Victory M1200 Series...B2 B27. M1200 Mini...B2 B21 M1200 HD...B22 B27. M690 Series...B28 B32. M270 Series...B34 B40. M370 Series...
 Indexable Milling Victory M1200 eries.................................................................................b2 B27 M1200 Mini..................................................................................B2
Indexable Milling Victory M1200 eries.................................................................................b2 B27 M1200 Mini..................................................................................B2
High Efficiency Drilling in Various Types of Machining
 TOOL NEWS 218.7 Update B233B Solid Carbide Flat Bottom Drills Series Series Expansion High Efficiency Drilling in Various Types of Machining A Solid Carbide Flat Bottom Drills Series High Efficiency Drilling
TOOL NEWS 218.7 Update B233B Solid Carbide Flat Bottom Drills Series Series Expansion High Efficiency Drilling in Various Types of Machining A Solid Carbide Flat Bottom Drills Series High Efficiency Drilling
Victory M1200 Series...B2 B27. M1200 Mini...B2 B21 M1200 HD...B22 B27. M690 Series...B28 B32. M270 Series...B34 B39. M370 Series...
 Indexable Milling Victory M1200 eries.................................................................................b2 B27 M1200 Mini..................................................................................B2
Indexable Milling Victory M1200 eries.................................................................................b2 B27 M1200 Mini..................................................................................B2
Mining & Construction Tools. Technical Information for Brazed Tools. General Cutting Tools. Rotating Brazing Tools
 BRAZED TOOLS Technical Information for 02 KORLOY Ultra-Fine Grades : F-Series 02 Corrosion & Magnetism Proof Grade : IN-Series General Cutting Tools 03 Cemented Carbide, Cermet Blank 04 Square Blank 06
BRAZED TOOLS Technical Information for 02 KORLOY Ultra-Fine Grades : F-Series 02 Corrosion & Magnetism Proof Grade : IN-Series General Cutting Tools 03 Cemented Carbide, Cermet Blank 04 Square Blank 06
No: LPD 12mm~ 13.5mm SPD 13mm~ 22mm NPD 23mm~ 60mm NPD Cartridge 61mm~ 100mm. Through Coolant System
 No: 160-6 Features Excellent chip evacuation due to the specially designed flute - Special surface treatment of shank provides long durability - 4 cutting-edge using economical geometry of insert - Various
No: 160-6 Features Excellent chip evacuation due to the specially designed flute - Special surface treatment of shank provides long durability - 4 cutting-edge using economical geometry of insert - Various
RM3. Multi Functional Shoulder Milling Tool for Higher Productivity. High Quality. Excellent Productivity. Great Value for Money
 Multi Functional Shoulder Milling Tool for Higher Productivity High Quality True perpendicular shouldering operation Excellent Productivity Strong thick insert and 3-face clamping for stable milling even
Multi Functional Shoulder Milling Tool for Higher Productivity High Quality True perpendicular shouldering operation Excellent Productivity Strong thick insert and 3-face clamping for stable milling even
MFH-RAPT R High Feed Milling Cutter
 MFH-RAPT R High Feed Milling Cutter -MiNi Expanded Lineup New MFH-Mini end mills now available in diameters from 0.625 to 1.250 Higher Productivity Double-sided 4-edge inserts will save money and increase
MFH-RAPT R High Feed Milling Cutter -MiNi Expanded Lineup New MFH-Mini end mills now available in diameters from 0.625 to 1.250 Higher Productivity Double-sided 4-edge inserts will save money and increase
MACH-Drill. Excellent Chip Evacuation! Non-step machining High Quality High productivity High Value. No: Safety instruction
 No:161-1 Excellent Chip Evacuation! Non-step machining High Quality High productivity High Value Safety instruction Do not touch the edge with bare hand. Wear safety glasses or face cover. Make appropriate
No:161-1 Excellent Chip Evacuation! Non-step machining High Quality High productivity High Value Safety instruction Do not touch the edge with bare hand. Wear safety glasses or face cover. Make appropriate
Super Radius Mill. TD4N type. Super Radius Mill TD4N type. New Product News No.1604E
 Super Radius Mill type Super Radius Mill type New Product News No.1604E-4 2017-10 Te c h n o l o g y JM4160 Stainless steel Pat. No.5967330 JS4045 GX2140 Carbon steel Alloy steel Features JP4120 Pre-hardened
Super Radius Mill type Super Radius Mill type New Product News No.1604E-4 2017-10 Te c h n o l o g y JM4160 Stainless steel Pat. No.5967330 JS4045 GX2140 Carbon steel Alloy steel Features JP4120 Pre-hardened
HIGH SPEED ALUMINIUM MACHINING WITH ULTRA HIGH METAL REMOVAL & EXCELLENT SURFACE FINISH
 IG EED ALUIIU ACIIG WIT ULTRA IG ETAL REOVAL & EXCELLET URFACE FII teel ardened teel tainless teel RA s Cast Iron on Ferrous TE O. 1 ILLIG YTE FOR ALUIIU, COER, LATIC & BRA, OFFERIG IRROR FII ULTRA IG
IG EED ALUIIU ACIIG WIT ULTRA IG ETAL REOVAL & EXCELLET URFACE FII teel ardened teel tainless teel RA s Cast Iron on Ferrous TE O. 1 ILLIG YTE FOR ALUIIU, COER, LATIC & BRA, OFFERIG IRROR FII ULTRA IG
TOOLS NEWS B250G. Multi-functional Cutter for High Efficiency Machining VPX. New Product. Series. Boost Your Milling with a Tough Tangential Insert!
 TOOLS NEWS B250G Multi-functional Cutter for High Efficiency Machining VPX Series New Product Boost Your Milling with a Tough Tangential Insert! TOUGH & MULTI VPX Series Extremely rigid and functional.
TOOLS NEWS B250G Multi-functional Cutter for High Efficiency Machining VPX Series New Product Boost Your Milling with a Tough Tangential Insert! TOUGH & MULTI VPX Series Extremely rigid and functional.
S-TAW. Changeable Carbide Insert Type Drill
 News 2012.02 - Drilling Tools Changeable Carbide Insert Type Drill Innovative insert clamping offers stability and reliability when drilling small holes. Diameter range ø10.0- ø18.4, L/D 1.5, 3, 5, 8 54
News 2012.02 - Drilling Tools Changeable Carbide Insert Type Drill Innovative insert clamping offers stability and reliability when drilling small holes. Diameter range ø10.0- ø18.4, L/D 1.5, 3, 5, 8 54
Silver fox -New indexable drills for shallow holes
 Silver fox -New indexable drills for shallow holes 1 Internal coolant hose connecter, which is used in lathe. 2 New tool body material with greatly improved tool rigidity. 3 Tool body with specially treated
Silver fox -New indexable drills for shallow holes 1 Internal coolant hose connecter, which is used in lathe. 2 New tool body material with greatly improved tool rigidity. 3 Tool body with specially treated
B250E VPX SERIES BOOST MILLING PERFORMANCE WITH A TOUGH TANGENTIAL INSERT CUTTER
 VPX SERIES BOOST MILLING PERFORMANCE WITH A TOUGH TANGENTIAL INSERT CUTTER 2018.04 B250E TOUGH & MULTI-FUNCTIONAL 2 VPX SERIES Extreme rigidity and functionality. Thoroughly designed to completely change
VPX SERIES BOOST MILLING PERFORMANCE WITH A TOUGH TANGENTIAL INSERT CUTTER 2018.04 B250E TOUGH & MULTI-FUNCTIONAL 2 VPX SERIES Extreme rigidity and functionality. Thoroughly designed to completely change
Side Cutter Series. Side Cutter with Low Cutting Resistance TOOL NEWS. Vertical mount double-sided insert for VAS and VOS. Milling B242A.
 TOOL NEWS 2017. Update B242A Milling Side Cutter Series New Product Side Cutter with Low Cutting Resistance Vertical mount double-sided insert for VAS and VOS. VAS0 VAS500 VOS0 ASX0 1 Unique side cutter
TOOL NEWS 2017. Update B242A Milling Side Cutter Series New Product Side Cutter with Low Cutting Resistance Vertical mount double-sided insert for VAS and VOS. VAS0 VAS500 VOS0 ASX0 1 Unique side cutter
KOOL Cut TM Modular Turning & Grooving Section F of 2017 Indexable Cutting Tools
 KOOL Cut TM Modular Turning & Grooving Section F of 2017 Indexable Cutting Tools Turning, Facing & Grooving System KOOL Cut Modular Turning, Facing & Grooving System-Technology KOOL Cut Graphic Index ---------------------------------------------------------------------------------------------------------------------------------
KOOL Cut TM Modular Turning & Grooving Section F of 2017 Indexable Cutting Tools Turning, Facing & Grooving System KOOL Cut Modular Turning, Facing & Grooving System-Technology KOOL Cut Graphic Index ---------------------------------------------------------------------------------------------------------------------------------
Expansion. Achieves high-efficiency milling with v f of over 20,000mm/min thanks to its multi-edge design (3 edges per inch).
.") igh Efficiency Cutter for F Type Expansion General Features The F type high efficiency cutter for aluminum alloy achieves machining without burrs using a unique insert shape. ew FF types with oil holes
igh Efficiency Cutter for F Type Expansion General Features The F type high efficiency cutter for aluminum alloy achieves machining without burrs using a unique insert shape. ew FF types with oil holes
GBA. Grooving with 3 Cutting Edges. Smooth Chip Evacuation with Molded Chipbreaker
 G Grooving with 3 Cutting Edges Smooth Chip Evacuation with Molded Chipbreaker Large Lineup of Chipbreakers and Grades Smooth Chip Control with GM Chipbreaker NEW ybrid N620 G Grooving with 3 Cutting Edges
G Grooving with 3 Cutting Edges Smooth Chip Evacuation with Molded Chipbreaker Large Lineup of Chipbreakers and Grades Smooth Chip Control with GM Chipbreaker NEW ybrid N620 G Grooving with 3 Cutting Edges
A revolution in stainless steel turning
 ISO Insert Series for Stainless Steel Turning TOOLS NEWS A revolution in stainless steel turning Excellent resistance to notch wear and with good burr control. Long tool life achieved due to high plastic
ISO Insert Series for Stainless Steel Turning TOOLS NEWS A revolution in stainless steel turning Excellent resistance to notch wear and with good burr control. Long tool life achieved due to high plastic
SMD type. SEC-MultiDrills. The Ultimate in Low Cost Drilling
 Tooling News No.E435 The Ultimate in Low Cost ing SEC-s MB Utilizing DEX Coat, a dedicated coating developed for drills, to achieve more than double the tool life of conventional drills Head Different
Tooling News No.E435 The Ultimate in Low Cost ing SEC-s MB Utilizing DEX Coat, a dedicated coating developed for drills, to achieve more than double the tool life of conventional drills Head Different
Excellent SHOULDERING with 3-corner insert. Multi milling tool for best results in perpendicular shouldering
 Rich Mill Series Multifunctional Shouldering Milling Tool Excellent SHOULDERING with 3-corner insert Multi milling tool for best results in perpendicular shouldering High rake chipbreaker for high speed
Rich Mill Series Multifunctional Shouldering Milling Tool Excellent SHOULDERING with 3-corner insert Multi milling tool for best results in perpendicular shouldering High rake chipbreaker for high speed
CERATIZIT designation system
 C5 CEATIZIT designation system Tool holders UTS / HSK-T system Assembly size (system) MSS system E = external / I = internal Assembly size Hand Approach angle Parting and grooving depth Shank section,
C5 CEATIZIT designation system Tool holders UTS / HSK-T system Assembly size (system) MSS system E = external / I = internal Assembly size Hand Approach angle Parting and grooving depth Shank section,
TR4D. High Feed Radius Mill. New Product News No. H1901A
 TR4D High Feed Radius Mill New Product News No. H1901A-1 2019-1 Technology Applications Roughing Copper Carbon steel Alloy steel Stainless steel Pre-hardened steel Hardened steel Hardened steel Tool steel
TR4D High Feed Radius Mill New Product News No. H1901A-1 2019-1 Technology Applications Roughing Copper Carbon steel Alloy steel Stainless steel Pre-hardened steel Hardened steel Hardened steel Tool steel
KGT Series. KORLOY Grooving Tool. Multi-functional Machining with. Strong Clamping. High Productivity. Strong Clamping System
 KORLOY Grooving Tool KGT Series Multi-functional Machining with Strong Clamping System Strong Clamping System Strong clamping system ensures stable and accurate machining ide Selection of Chip Breakers
KORLOY Grooving Tool KGT Series Multi-functional Machining with Strong Clamping System Strong Clamping System Strong clamping system ensures stable and accurate machining ide Selection of Chip Breakers
Expansion. Achieves high-efficiency milling with V f of over 20,000mm/min thanks to more teeth (3 edges per inch).
.") igh Efficiency for F Type Expansion General Features The F type high efficiency cutter for aluminum alloy achieves machining without burrs using a unique insert shape. ew FF types with oil holes and BBT30
igh Efficiency for F Type Expansion General Features The F type high efficiency cutter for aluminum alloy achieves machining without burrs using a unique insert shape. ew FF types with oil holes and BBT30
VG-Cut. Complete Range of Turning Solutions INCH METRIC. Innovative Grooving & Turning Solutions
 VG-Cut Complete Range of Turning Solutions INC METRIC Innovative Grooving & Turning Solutions VG-Cut Complete Range of Turning Solutions Deep Grooving, Threading, Parting Off, oring and Face Grooving VARGUS
VG-Cut Complete Range of Turning Solutions INC METRIC Innovative Grooving & Turning Solutions VG-Cut Complete Range of Turning Solutions Deep Grooving, Threading, Parting Off, oring and Face Grooving VARGUS
SR-SAF Ball nose roughing endmill
 / BALL NOSE ENDMILLS SR-SAF Ball noe roughing endmill Cutter program, SR 10-20 m m m m m m (CM) ød 5m th l 3 l 3 Long cylindrical hank Weldon hank More taper Threaded modular head Reference D c D 3 Max.
/ BALL NOSE ENDMILLS SR-SAF Ball noe roughing endmill Cutter program, SR 10-20 m m m m m m (CM) ød 5m th l 3 l 3 Long cylindrical hank Weldon hank More taper Threaded modular head Reference D c D 3 Max.
Breaker. Sensation of high speed aluminum machining. Feature
 VF Sensation of high speed aluminum machining Breaker Feature - Multi-dimension clamping system : strong clamping force in high speed operation. - Buffed top face : Decreasing built-up edge & excellent
VF Sensation of high speed aluminum machining Breaker Feature - Multi-dimension clamping system : strong clamping force in high speed operation. - Buffed top face : Decreasing built-up edge & excellent
EPP Series. High Performance, High Reliability Square & Corner Radius End Mills FEATURES
 4 EPP Series Performance, Reliability Square & Corner Radius End Mills FEATURES Extremely rigid design and thin coating layer provide highly accurate finishes Improved flute design provides exceptional
4 EPP Series Performance, Reliability Square & Corner Radius End Mills FEATURES Extremely rigid design and thin coating layer provide highly accurate finishes Improved flute design provides exceptional
Chipbreaker Geometry Negative...F2 F3. Chipbreaker Geometry Positive...F3. Grades and Grade Descriptions...F4. Speed and Feed Chart...
 WIDIA Value Chipbreaker Geometry egative....................................................................f2 F3 Chipbreaker Geometry ositive.......................................................................f3
WIDIA Value Chipbreaker Geometry egative....................................................................f2 F3 Chipbreaker Geometry ositive.......................................................................f3
-treme thread cutting. New. Swiss-Line. Inch
 New TM -treme thread cutting Swiss-ine Inch 2015-2016 Swiss-ine Swiss-ine Swiss style lathes are becoming a popular alternative to large lathes and machining centers in many companies. Carmex is introducing
New TM -treme thread cutting Swiss-ine Inch 2015-2016 Swiss-ine Swiss-ine Swiss style lathes are becoming a popular alternative to large lathes and machining centers in many companies. Carmex is introducing
TOOLS NEWS. Innovative insert clamping offers stability and reliability when drilling small holes. B167G. Changeable Carbide Insert Type Drill.
 TOOLS NEWS 2012.11 Update B167G Changeable Carbide Insert Type Drill WSTAR Drill Series expansion Size Innovative insert clamping offers stability and reliability when drilling small holes. y Diameter
TOOLS NEWS 2012.11 Update B167G Changeable Carbide Insert Type Drill WSTAR Drill Series expansion Size Innovative insert clamping offers stability and reliability when drilling small holes. y Diameter
Features. May 1, No. 204-M-02
 May 1, 2009 No. 204-M-02 Features - High rake angle cutting edge realized high feed and multi functional machining due to reduced cutting load. - HRMD has improved economical aspect to use 6 cutting edges
May 1, 2009 No. 204-M-02 Features - High rake angle cutting edge realized high feed and multi functional machining due to reduced cutting load. - HRMD has improved economical aspect to use 6 cutting edges
External Grooving. Summary of External Grooving. Internal Grooving. Summary of Internal Grooving. Face Grooving. Summary of Face Grooving
 1~108 External Summary of External 2 KA / KAS 9 K / KS ill be switched to KA / KAS 11 KFF 12 KFF / KF 14 S...KF Sleeve older 15 K ill be switched to KA 16 KD (Integral ype for Automatic athe) 21 KD (Integral
1~108 External Summary of External 2 KA / KAS 9 K / KS ill be switched to KA / KAS 11 KFF 12 KFF / KF 14 S...KF Sleeve older 15 K ill be switched to KA 16 KD (Integral ype for Automatic athe) 21 KD (Integral
DRILLS CARBIDE. Drills Carbide When productivity matters - 3xd 1
 Drills Carbide When productivity matters - 3xd 1 to 12xd 1 hole depths - With & without internal coolant - Ultra fine grain type carbide - Technically advanced multi-layer coatings DRILL CARBIDE Drills
Drills Carbide When productivity matters - 3xd 1 to 12xd 1 hole depths - With & without internal coolant - Ultra fine grain type carbide - Technically advanced multi-layer coatings DRILL CARBIDE Drills
ADF. Vol.6. Carbide Flat Drill ADF-2D ADFLS-2D ADFO-3D 超硬フラットドリル ステンレス鋼対応可能油穴付き160 サイズ追加
 超硬フラットドリル ADF Carbide Flat Drill ADF-2D ADFS-2D ADFO-3D Vol.6 新価格体系 New Price 2018 年 6 月 ステンレス鋼対応可能油穴付き160 サイズ追加 Expanded with oil hole type in 160 sizes. Stainless steel compatible. 2Dタイプに小径 φ0.2 1.95mm
超硬フラットドリル ADF Carbide Flat Drill ADF-2D ADFS-2D ADFO-3D Vol.6 新価格体系 New Price 2018 年 6 月 ステンレス鋼対応可能油穴付き160 サイズ追加 Expanded with oil hole type in 160 sizes. Stainless steel compatible. 2Dタイプに小径 φ0.2 1.95mm
End Mills with Coolant Through using 15 Positive Inserts for Profiling & Contouring. Remember to use COPASLIP anti-seize compound on all insert screws
 End Mills with Coolant Through using 15 Positive Inserts for Profiling & Contouring Designation d³ d¹ d² l¹ l² tmax -0500-36.500.185.625 3.65 1.74 1.64 10 1-0500-44.500.185.625 4.40 2.49 2.39 10 1-0500-51.500.185.625
End Mills with Coolant Through using 15 Positive Inserts for Profiling & Contouring Designation d³ d¹ d² l¹ l² tmax -0500-36.500.185.625 3.65 1.74 1.64 10 1-0500-44.500.185.625 4.40 2.49 2.39 10 1-0500-51.500.185.625
C-Lube Linear Way MUL Linear Way U
 C-Lube Linear Way Linear Way U 133 134 Aquamarine endplate for identification of C-Lube Linear Way Identifi cation number and specifi cation The specification of C-Lube Linear Way is indicated by the identification
C-Lube Linear Way Linear Way U 133 134 Aquamarine endplate for identification of C-Lube Linear Way Identifi cation number and specifi cation The specification of C-Lube Linear Way is indicated by the identification
Reamers. - Hand - Machine (Morse Taper & Chucking) - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable
 - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable") REAER Reamers - and - achine (orse Taper & Chucking) - Bridge - Taper in - orse Taper ocket - Taper ipe - Adjustable AVAILABLE I ULTILE LAGUAGE L00 VE L00 VL L00 VFR L00 VDE L00 VIT L00 VE L00 VE Engineers
REAER Reamers - and - achine (orse Taper & Chucking) - Bridge - Taper in - orse Taper ocket - Taper ipe - Adjustable AVAILABLE I ULTILE LAGUAGE L00 VE L00 VL L00 VFR L00 VDE L00 VIT L00 VE L00 VE Engineers
Summer WDX Indexable Drills. WDX Promo Details. 1. Kit Price: Includes Drill & 10 Inserts
 Summer 017 Promotion Promo valid through July 31, 017 et Sumitomo help you meet your productivity goals! WDX Indexable Drills WDX Promo Details 1. Kit Price: Includes Drill & 10 Inserts WDX Offer valid
Summer 017 Promotion Promo valid through July 31, 017 et Sumitomo help you meet your productivity goals! WDX Indexable Drills WDX Promo Details 1. Kit Price: Includes Drill & 10 Inserts WDX Offer valid
KGT Series. KORLOY Grooving Tool. Multi-functional Machining with. Strong Clamping. High Productivity. Strong Clamping System
 KORLOY Grooving Tool KGT Series Multi-functional Machining with Strong Clamping System Strong Clamping System Strong clamping system ensures stable and accurate machining ide Selection of Chip Breakers
KORLOY Grooving Tool KGT Series Multi-functional Machining with Strong Clamping System Strong Clamping System Strong clamping system ensures stable and accurate machining ide Selection of Chip Breakers
E R H 10 (N) - 11 (C) 1
 - 11 (C) 1") Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
TOOLS NEWS Update B194B. PVD coated Cermet grade for steel MP3025. Series Expansion. For excellent surface finishes and extended tool life.
 Series Expansion TOOLS NEWS 2012.10 Update B194B PVD coated Cermet grade for steel For excellent surface finishes and extended tool life. PVD coated Cermet grade for steel Better tool life when machining
Series Expansion TOOLS NEWS 2012.10 Update B194B PVD coated Cermet grade for steel For excellent surface finishes and extended tool life. PVD coated Cermet grade for steel Better tool life when machining
Carbide Burs - Double Cut - Aluminium Cut - Comprehensive range of shapes to suit your application - Standard & extra length available - Sets &
 CARBIDE BUR Carbide Burs - - Aluminium Cut - Comprehensive range of shapes to suit your application - tandard & extra length available - ets & merchandisers Carbide Burs Finder IO VDI aterial Group utton
CARBIDE BUR Carbide Burs - - Aluminium Cut - Comprehensive range of shapes to suit your application - tandard & extra length available - ets & merchandisers Carbide Burs Finder IO VDI aterial Group utton
MHS TOOLS NEWS B137G. Drills for die & mould machining
 TOOLS NEWS Solid Carbide for Die & Mould Machining WSTAR Series 2013.3 Update B137G Small diameters now included s for die & mould machining Innovative drilling in hardened steel by eliminating the need
TOOLS NEWS Solid Carbide for Die & Mould Machining WSTAR Series 2013.3 Update B137G Small diameters now included s for die & mould machining Innovative drilling in hardened steel by eliminating the need
ARNO - grooving system:
 ARNO - grooving system: Variety in tool combination and application NC grooving and copy-grooving Different grooving tools to be used with special designed grooving inserts with one basic holder only.
ARNO - grooving system: Variety in tool combination and application NC grooving and copy-grooving Different grooving tools to be used with special designed grooving inserts with one basic holder only.
PRODUCT CATALOG MAIN INDEX
 PRODUCT CATALOG MAIN INDE Contents Pages Table of Contents-cum-Selection Guide 8-15 Icon Glossary 16 Carbide Drills 17-44 Carbide Reamers 45-53 Carbide End Mills 54-123 HSS Tool Bits, End Mills & Centre
PRODUCT CATALOG MAIN INDE Contents Pages Table of Contents-cum-Selection Guide 8-15 Icon Glossary 16 Carbide Drills 17-44 Carbide Reamers 45-53 Carbide End Mills 54-123 HSS Tool Bits, End Mills & Centre
EKGT. Eco KORLOY Grooving Tool. Multi-functional Machining with. Strong Clamping. High Productivity. Optimized Economical Grooving Tool
 Eco KORLOY Grooving Tool Multifunctional Machining with Strong Clamping System Optimized Economical Grooving Tool Strong Clamping System Strong clamping system ensures stable and accurate machining Wide
Eco KORLOY Grooving Tool Multifunctional Machining with Strong Clamping System Optimized Economical Grooving Tool Strong Clamping System Strong clamping system ensures stable and accurate machining Wide
M.A.FORD Where high performance is the standard.
 For more than 90 years, M.A.FORD has been at the cutting edge of tooling design and manufacture and has developed an enviable global reputation for performance and precision in advanced solid carbide tooling,
For more than 90 years, M.A.FORD has been at the cutting edge of tooling design and manufacture and has developed an enviable global reputation for performance and precision in advanced solid carbide tooling,
T-Clamp Ultra & T-Clamp Ultra Plus
 T-Clamp Ultra & T-Clamp Ultra Plus FEATURE ADVANTAGE T-Clamp ULTRA T-Clamp ULTRA PLUS All Inserts fits in Holders, Blades & Bars Reduce Costs Turning, Profiling, Grooving & Cut Off ID Turning & Grooving
T-Clamp Ultra & T-Clamp Ultra Plus FEATURE ADVANTAGE T-Clamp ULTRA T-Clamp ULTRA PLUS All Inserts fits in Holders, Blades & Bars Reduce Costs Turning, Profiling, Grooving & Cut Off ID Turning & Grooving
No: Features MGMN-G MGMN-M MRMN-M MRGN-A
 No: 96-10 MGMN-G Features - Unique W shape strong clamping system ensures stability of machining - M.G.T Insert can be used at Internal operations as well as External operations - M.G.T Insert s M chip
No: 96-10 MGMN-G Features - Unique W shape strong clamping system ensures stability of machining - M.G.T Insert can be used at Internal operations as well as External operations - M.G.T Insert s M chip
KED Drill. Economical and High Efficiency Indexable Drill. KORLOY Indexable New Generation Economical Drill. For Small Diameter Drilling
 KORLOY Indexable New Generation Economical Drill Economical and High Efficiency Indexable Drill For Small Diameter Drilling Excellent chip control for small diameters (Ø13~Ø23.5) due to optimized chip
KORLOY Indexable New Generation Economical Drill Economical and High Efficiency Indexable Drill For Small Diameter Drilling Excellent chip control for small diameters (Ø13~Ø23.5) due to optimized chip
AquaREVO DRILLS NEW HIGHLY EFFICIENT AND MULTI-PURPOSE. Doubled tool life due to improved substrate, coating and cutting geometry
 AquaREVO DRILLS HIGHLY EFFICIENT AND MULTI-PURPOSE CELEBRATE THE POLE POSITION NEW Doubled tool life due to improved substrate, coating and cutting geometry AquaREVO DRILLS STUB (3D) / REGULAR (5D) REVOlutionize
AquaREVO DRILLS HIGHLY EFFICIENT AND MULTI-PURPOSE CELEBRATE THE POLE POSITION NEW Doubled tool life due to improved substrate, coating and cutting geometry AquaREVO DRILLS STUB (3D) / REGULAR (5D) REVOlutionize
Preview Edition: M370 ADVANCES 2014
 Preview Edition: M370 ADVANCES 2014 TURNING SOLID END MILLING INDEXABLE MILLING TOOLING SYSTEMS METRIC High-Feed Applications M370 Series Designed for high feed rate productivity, M370 Series provides
Preview Edition: M370 ADVANCES 2014 TURNING SOLID END MILLING INDEXABLE MILLING TOOLING SYSTEMS METRIC High-Feed Applications M370 Series Designed for high feed rate productivity, M370 Series provides
TOOLS NEWS B225N. Cutting Off & Grooving System. GWSeries. New Product. Long Lasting, Easy to Use Cutting Off & Grooving System
 TOOLS NEWS B225N & Grooving System Series New Product Long Lasting, Easy to Use & Grooving System Simplified Series Simplicity & convenience. Introducing a new kind of cutting off & grooving system that
TOOLS NEWS B225N & Grooving System Series New Product Long Lasting, Easy to Use & Grooving System Simplified Series Simplicity & convenience. Introducing a new kind of cutting off & grooving system that
and 2013 Beyond Inserts
 INNOVATIONS Innovations MASTER Master Catalogue CATALOGUE A4 CUTTING Tooling TOOLS and 2013 Beyond Inserts 2013 A4 Tooling and Beyond Inserts for All Your O.D. and I.D. Applications Primary Application
INNOVATIONS Innovations MASTER Master Catalogue CATALOGUE A4 CUTTING Tooling TOOLS and 2013 Beyond Inserts 2013 A4 Tooling and Beyond Inserts for All Your O.D. and I.D. Applications Primary Application
E R H 10 (N) - 11 (C) 1
 - 11 (C) 1") Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
EZ cutting edge geometry reduce power consumption by 30%. achiees longer tool life of holder and. Tool life comparison
 Tooling by Drills TEZD-MS/MLTYPE Easy assembly and high cutting performances Ecology EZ cutting edge geometry reduce power consumption by 30%. Economy High rigid insert. achiees longer tool life of holder
Tooling by Drills TEZD-MS/MLTYPE Easy assembly and high cutting performances Ecology EZ cutting edge geometry reduce power consumption by 30%. Economy High rigid insert. achiees longer tool life of holder
GStype/HGStype/WGStype
 Tooing News No.E473 Achieving Stabe And Long Too Life With Exceent Chip Evacuation Super MutiDri GStype/HGStype/WGStype 2009-015 series series New J fute Design Achieves Exceent Chip Contro And Stabe Driing
Tooing News No.E473 Achieving Stabe And Long Too Life With Exceent Chip Evacuation Super MutiDri GStype/HGStype/WGStype 2009-015 series series New J fute Design Achieves Exceent Chip Contro And Stabe Driing
AQUA DRILL EX FLAT SERIES
 AQUA DRILL EX FLAT SERIES NEW DRILLING TECHNOLOGY CELEBRATE THE POLE POSITION NEW AQUA EX COATING long tool life, by improved heat and wear resistance AQUA Drill EX FLAT Series AQUA Drill EX FLAT, Regular,
AQUA DRILL EX FLAT SERIES NEW DRILLING TECHNOLOGY CELEBRATE THE POLE POSITION NEW AQUA EX COATING long tool life, by improved heat and wear resistance AQUA Drill EX FLAT Series AQUA Drill EX FLAT, Regular,
M.A.FORD Where high performance is the standard.
 Products For more than 90 years, M.A.FORD has been at the cutting edge of tooling design and manufacture and has developed an enviable global reputation for performance and precision in advanced solid
Products For more than 90 years, M.A.FORD has been at the cutting edge of tooling design and manufacture and has developed an enviable global reputation for performance and precision in advanced solid
Machining Intelligently
 ISCAR s Solutions for Manufacturing Turbochargers Machining Intelligently ISCAR HIGH Q LINES www.iscar.com Turbocharger Industries Turbine Housing Compressor Housing Turbine Wheel Bearing Housing In today
ISCAR s Solutions for Manufacturing Turbochargers Machining Intelligently ISCAR HIGH Q LINES www.iscar.com Turbocharger Industries Turbine Housing Compressor Housing Turbine Wheel Bearing Housing In today
8 Sizes of Body Equal Pitch & Un-Equal Pitch. 7 Insert Grades 3 Types of Chip Breaker. No. 332
 8 Sizes of Body Equal Pitch & Un-Equal Pitch 7 Insert Grades 3 Types of Chip Breaker No. 332 AFE45 Face Mill Q max High Efficient Jet Air Hole Roughing Semi-Finishing HRC 60 No. of Teeth 4 14 d 2 d 2 d
8 Sizes of Body Equal Pitch & Un-Equal Pitch 7 Insert Grades 3 Types of Chip Breaker No. 332 AFE45 Face Mill Q max High Efficient Jet Air Hole Roughing Semi-Finishing HRC 60 No. of Teeth 4 14 d 2 d 2 d
MPS1 NEW HIGH PERFORMANCE SOLID CARBIDE DRILL HIGHER FEED, INCREASED RELIABILITY, REDUCED COST PER HOLE AND LONGER TOOL LIFE
 NEW HIGH PERFORMANCE SOLID CARBIDE DRILL HIGHER FEED, INCREASED RELIABILITY, REDUCED COST PER HOLE AND LONGER TOOL LIFE NEW HIGH PERFORMANCE SOLID CARBIDE DRILL PRODUCTIVITY Increase productivity with
NEW HIGH PERFORMANCE SOLID CARBIDE DRILL HIGHER FEED, INCREASED RELIABILITY, REDUCED COST PER HOLE AND LONGER TOOL LIFE NEW HIGH PERFORMANCE SOLID CARBIDE DRILL PRODUCTIVITY Increase productivity with
No: Features Multi-dimensional clamping system : strong clamping force in high speed operation
 No: 184 Features Multidimensional clamping system : strong clamping force in high speed operation The buffed mirror face of ProX Mill insert demonstrates outstanding chip control and prevents builtup edge.
No: 184 Features Multidimensional clamping system : strong clamping force in high speed operation The buffed mirror face of ProX Mill insert demonstrates outstanding chip control and prevents builtup edge.
End Mills. Drills. NEW Sizes Series 136 & 138. NEW Metric Sizes Series 135BN, 138B & 138BN
 End Mills Drills NEW Sizes Series 136 & 138 NEW Metric Sizes Series 135BN, 138B & 138BN Celebrating 90 Years 1919-2009 Table of Contents Series Page # of Flutes Square End Ball Nose Corner Radius Neck
End Mills Drills NEW Sizes Series 136 & 138 NEW Metric Sizes Series 135BN, 138B & 138BN Celebrating 90 Years 1919-2009 Table of Contents Series Page # of Flutes Square End Ball Nose Corner Radius Neck
TOOLS NEWS. Tough applications require ''Plus'' performance. Series. Series Expansion. Carbide end mills MS plus B205G
 TOOLS NEWS 216.1 Update B25G Carbide end mills MS plus Series Series Expansion Tough applications require ''Plus'' performance Carbide end mills MS plus General purpose end mill optimized ''plus'' performance.
TOOLS NEWS 216.1 Update B25G Carbide end mills MS plus Series Series Expansion Tough applications require ''Plus'' performance Carbide end mills MS plus General purpose end mill optimized ''plus'' performance.
PDL025. DLC Coating. High Quality and Long Tool Life for Machining Aluminum
 High Quality and Long Tool Life for Machining Aluminum Achieves Long Tool Life with Hardness Close to that of Diamond Excellent with Aluminum Welding Resistance Large Lineup for Turning, Milling, and Cut-Off
High Quality and Long Tool Life for Machining Aluminum Achieves Long Tool Life with Hardness Close to that of Diamond Excellent with Aluminum Welding Resistance Large Lineup for Turning, Milling, and Cut-Off
MHS. Drills for die & mold machining B137A
 2013.4 Update B137A Small diameters now included Solid Carbide Drill for Die & Mold Machining WSTAR drill series Drills for die & mold machining Innovative drilling in hardened steel by eliminating the
2013.4 Update B137A Small diameters now included Solid Carbide Drill for Die & Mold Machining WSTAR drill series Drills for die & mold machining Innovative drilling in hardened steel by eliminating the
Turning Tools Catalogue. Special Tools
 Turning Tools Catalogue Special Tools Special Tools 2 11 15 Multi3 Cut Multi3 Cut F External radial holder 2 Multi3 Cut F External axial holder 3 Blanks for Multi3 Cut F 4 Multi3 Cut External radial holder
Turning Tools Catalogue Special Tools Special Tools 2 11 15 Multi3 Cut Multi3 Cut F External radial holder 2 Multi3 Cut F External axial holder 3 Blanks for Multi3 Cut F 4 Multi3 Cut External radial holder
NHD - Improved Solid Carbide Drill
 February 2016 1/12 NHD - Improved Solid Carbide Drill 2/12 KEY POINT TaeguTec is pleased to introduce a new solid carbide drill - NHD Drill - which is an improved line over the existing SHD and SHO drills
February 2016 1/12 NHD - Improved Solid Carbide Drill 2/12 KEY POINT TaeguTec is pleased to introduce a new solid carbide drill - NHD Drill - which is an improved line over the existing SHD and SHO drills
Total sheet metal working.
 202 Total sheet metal working. There is barely any field of application for which FEIN power cutting tools do not offer the perfect solution. They cut through metal, metal alloys, non-ferrous metals and
202 Total sheet metal working. There is barely any field of application for which FEIN power cutting tools do not offer the perfect solution. They cut through metal, metal alloys, non-ferrous metals and
KED DRILL. Economical and High Efficiency Indexable Drill. KORLOY Indexable New Generation Economical Drill. For Small Diameter Drilling
 KORLOY Indexable New Generation Economical Drill Economical and High Efficiency Indexable Drill For Small Diameter Drilling Excellent chip control for small diameters (Ø13~Ø23.5) due to optimized chip
KORLOY Indexable New Generation Economical Drill Economical and High Efficiency Indexable Drill For Small Diameter Drilling Excellent chip control for small diameters (Ø13~Ø23.5) due to optimized chip
Extremely small dimensions, extremely high precision.
 Product innovations Edition 2011-1 Drilling and threading _TOOL INNOVATIONS IN DRILLING Extremely small dimensions, extremely high precision. SOLID CARBIDE DRILLS Walter Titex X treme the universal high-performance
Product innovations Edition 2011-1 Drilling and threading _TOOL INNOVATIONS IN DRILLING Extremely small dimensions, extremely high precision. SOLID CARBIDE DRILLS Walter Titex X treme the universal high-performance
APPLICATION GUIDE. Railway turning. Re-turning and new wheel turning
 APPLICATION GUIDE Railway turning Re-turning and new wheel turning CONTENTS INTRODUCTION 4 Different train types 5 Wheel material 6 Wheel dimensions 7 Wheel shapes 7 The wheel manufacturing process 8
APPLICATION GUIDE Railway turning Re-turning and new wheel turning CONTENTS INTRODUCTION 4 Different train types 5 Wheel material 6 Wheel dimensions 7 Wheel shapes 7 The wheel manufacturing process 8
D24. American ACME D02 D25 D26 D28 D28. UNJ (Unified Constant Thread) American Buttress (ABUT) British Buttress (BBUT) D09 D29 D30 D30 D30
 American Buttress (ABUT) British Buttress (BBUT) D09 D29 D30 D30 D30") 3 Code System 02 Holder Code System Thread Inserts 24 American ACME 02 Insert Code System 25 Stub ACME 03 Technical Information for 26 28 28 UNJ (Unified Constant Thread) American Buttress (ABUT) British
3 Code System 02 Holder Code System Thread Inserts 24 American ACME 02 Insert Code System 25 Stub ACME 03 Technical Information for 26 28 28 UNJ (Unified Constant Thread) American Buttress (ABUT) British
GU 500 DZ PREMIUM COBALT DRILLS GU 500 DZ
 GU 500 DZ PREMIUM COBALT DRILLS GU 500 DZ GU 500 DZ Premium Cobalt Drills The GU 500 DZ drill series from Guhring is designed for the machinist who doesn t want to settle for average results. When carbide
GU 500 DZ PREMIUM COBALT DRILLS GU 500 DZ GU 500 DZ Premium Cobalt Drills The GU 500 DZ drill series from Guhring is designed for the machinist who doesn t want to settle for average results. When carbide
Series MHK2. Wedge Cam Operation Slide Guide Air Gripper (2 Finger)
") Wedge Cam Operation lide Guide Air Gripper (2 inger) ø2, ø, ø2, ø2 oad Resistant, Dust Cover for Adverse Environments 2 types of finger materials types of dust cover materials tandard: Carbon steel Optional:
Wedge Cam Operation lide Guide Air Gripper (2 inger) ø2, ø, ø2, ø2 oad Resistant, Dust Cover for Adverse Environments 2 types of finger materials types of dust cover materials tandard: Carbon steel Optional:
Burrs.
 g Burrs Ultra Micro Grain ALtima 52 Z4 Ultra Micro Grain Micro Grain Carbide Grade Multi plication for roughing and finishing Covers wide range of materials Wide Lineup of Neck Lengths Ideal for Die &
g Burrs Ultra Micro Grain ALtima 52 Z4 Ultra Micro Grain Micro Grain Carbide Grade Multi plication for roughing and finishing Covers wide range of materials Wide Lineup of Neck Lengths Ideal for Die &
High Performance Drill Selection Chart
 igh erformance Drill election Chart eries Drill Lgth ize Range Inch ize Range mm argin D1 ol. D2 ol. elix oint Coolant Angle Fed CXD 3X #31-3/4 3.0-20.0 Double m7 h6 30 140 N 6537 CXDR 5X #31-5/8 3.0-16.0
igh erformance Drill election Chart eries Drill Lgth ize Range Inch ize Range mm argin D1 ol. D2 ol. elix oint Coolant Angle Fed CXD 3X #31-3/4 3.0-20.0 Double m7 h6 30 140 N 6537 CXDR 5X #31-5/8 3.0-16.0
KGBA / KGBAS. VNG System Tip-bars G43 HPG 2-Edge Tip-Bar G44 PSFG-S Will be switched to HPG Tip-Bars G44 SIGE-EH / SIGE-WH / SIGE-WH-90
 1~96 Summary of External, Internal and Face 2~9 External KBA / KBAS 13 KB / KBS ill be switched to KBA / KBAS 15 KFF / KF 16 S...KF Sleeve holder 16 K ill be switched to KBA 18 KN91 19 K / KS 20 KA 21
1~96 Summary of External, Internal and Face 2~9 External KBA / KBAS 13 KB / KBS ill be switched to KBA / KBAS 15 KFF / KF 16 S...KF Sleeve holder 16 K ill be switched to KBA 18 KN91 19 K / KS 20 KA 21
Performance requires quality.
 131 - With straight shank and square - Left-hand spiral 7-8 - First cut 1/4 of the cutting length (l 2 ) - Accuracy Hand Reamers DIN 26. Not suitable for blind holes. d 1 l 2 l 1 d 2 131 2, 25 5 1,6 21
131 - With straight shank and square - Left-hand spiral 7-8 - First cut 1/4 of the cutting length (l 2 ) - Accuracy Hand Reamers DIN 26. Not suitable for blind holes. d 1 l 2 l 1 d 2 131 2, 25 5 1,6 21