PRECISION THREADING TECHNOLOGY
|
|
|
- Phoebe McLaughlin
- 5 years ago
- Views:
Transcription


1 PRECISION THREADING TECHNOLOGY TAPS DIES THREADING KITS CUSTOM-MADE PRODUCTS 2016






2 Precision and Quality Good quality is the best marketing, because satisfi ed customers underline our success. Our most important principle which inspires us is the commitment for products of the highest standards to meet the requirements of our customers to their utmost satisfaction - a mission we try to fulfi ll for our corporate philosophy every day. Our quality check starts with the receipt of goods and continues until the outgoing of the products. At BAER Company customer satisfaction does not come by chance. Ongoing quality testings also infl uence all new product developments. New ideas and the most modern production facilities improve our products and make them even more precise. From own production and suppliers Development and Improvement Essential for the sustainability of our work is to invest continuously the long-term in new innovative products. Highest efforts in research and development focus on the needs of our customers. Our tools represent practical and reliable solutions which support an effi cient and easy application. Our cooperations with other industries, companies and research institutes make a strong networking possible. New inspirations are created in innovations, are produced, tested and adapted for practice. This way we are always up to the latest standards of knowledge related to technologies. All members of our company contribute to our innovations with their individual know-how. Tradition and Experience For more than 35 years we have been engaged in what we can do best: ing technology. With this far-reaching treasure trove of experience we have established ourselves as an expert by whom our customers can profi t. We are proud to be a family company. Our identifi cation with the company is even stronger and more distinctive. Each customer, each modernization is at the same time an affair of the heart. Tradition combined with innovation and progress - make us a fl exible and competent partner when it is about ing tools. Our claim: to contribute to a successful future and to develop tools which meet all kinds of requirements of our customers. Distributors For ensure further deliveries to the customer as soon as possible at home and abroad, we are expanding our distributer network. BAER-distributors benefi t from: - The largest full range of products - for best price performance ratio - Quality and reliability - for the highest demands - Decades of experience in ing technology - Reliable partnership - fl exible and easy - Sale supporting materials - Exclusive products - Exclusive sale territories - Qualifi ed product and sales trainings - Attractive terms and conditions - Innovative products

















3 Content M Metric coarse ISO DIN 13 Thread Cutting Kits p Short Machine Taps p. 18 Hand Tap Sets p Machine Taps p Forming Taps p Bit Taps p Round Dies p Hexagon Die Nuts p. 39 MF Metric fi ne ISO DIN 13 Thread Cutting Kits p Short Machine Taps p. 42 Hand Tap Sets p Machine Taps p Forming Taps p. 64 Bit Taps p. 65 Round Dies p Hexagon Die Nuts p G British standard d whitworth pipe DIN ISO 228 Thread Cutting Kits p Short Machine Taps p. 76 Hand Tap Sets p. 77 Machine Taps p Forming Taps p. 80 Round Dies p. 81 Hexagon Die Nuts p. 82 C Unifi ed coarse ANSI B1.1 Thread Cutting Kits p Short Machine Taps p. 86 Hand Tap Sets p. 86 Machine Taps p Forming Taps p. 89 Combined Bit Taps p. 90 Round Dies p. 91 Hexagon Die Nuts p. 92 F Unifi ed fi ne ANSI B1.1 Thread Cutting Kits p Short Machine Taps p. 96 Hand Tap Sets p. 96 Machine Taps p Forming Taps p. 99 Combined Bit Taps p. 100 Round Dies p. 101 Hexagon Die Nuts p. 102 S Unifi ed with special s per inch (TPI) Machine Taps p. 103 Round Dies p. 103 EF Unifi ed extra fi ne ANSI B1.1 Hand Tap Sets p. 104 Machine Taps p. 104 Round Dies p Unifi ed series with 8-s per inch (TPI) Hand Tap Sets p. 106 Machine Taps p. 106 Round Dies p. 107 Hexagon Die Nuts p
 Hand Tap Sets p. 108 Machine Taps p.")









 Whitworth tapered pipe DIN 2999 &")

4 Content - Unifi ed series with -s per inch (TPI) Hand Tap Sets p. 108 Machine Taps p. 108 Round Dies p. 109 BSW British standard BS 84 whitworth coarse Thread Cutting Kits p Hand Tap Sets p. 1 Machine Taps p. 113 Round Dies p. 114 Hexagon Die Nuts p. 115 BSF British standard BS 84 whitworth fine Thread Cutting Kits p Short Machine Taps p. 118 Hand Tap Sets p. 118 Round Dies p. 119 Hexagon Die Nuts p. 119 TR Trapezoidal DIN 103 Hand Tap Sets p. 0 Machine Nut Taps p. 1-2 Round Dies p. 3 NPT National standard taper 1:16 pipe ANSI B & NPTF National standard sealing pipe ANSI B Short Machine Taps p. 4 Round Dies p. 5 Hexagon Die Nuts p. 5 NPS National standard straight pipe Short Machine Taps p. 6 Round Dies p. 6 (BSPT) Whitworth tapered pipe DIN 2999 & (BSPP) British standard whitworth pipe ISO 7-1 Short Machine Taps p. 7 Hexagon Die Nuts p. 7 BA British Association BS 93 Hand Tap Sets p. 8 Round Dies p. 8 W Tapered whitworth DIN 477 for screw sockets taper 3:25 4 Short Machine Taps p. 9 Round Dies p. 9






5 Content PG Steel Conduit Thread DIN Short Machine Taps p. 130 Round Dies p. 130 FG Bicycle DIN 790 & British bicycle RS 811 Machine Taps p. 131 Round Dies p. 131 RD Knuckle DIN 405 & Royal Microscopical Society DIN Machine Taps p. 132 Round Dies p. 132 MINI Metric Mini- and Nano- Machine Taps p. 133 CAMERA-Tripod Camera tripod and C-Mount DIN 4503 Short Machine Taps p. 134 Hand Tap Sets p. 134 Round Dies p. 135 VG Valve DIN 7756 Short Machine Taps p. 136 Hand Tap Sets p. 136 Machine Taps p. 136 Holding Tools & Cutting Oil Round Dies p. 137 Tap holders with ratchet p. 138 Technical Adjustable Tap Wrenches p. 138 Die Stocks p. 139 Extension sleeves for taps p. 140 p. 142 Tap Geometries p. 146 Troubleshooting guide for tapping p. 142 Tap Centering p. 147 Tap Cutting speeds p. 143 Tap Construction dimensions p. 147 Lubrication and cooling p. 143 Tap Chamfer Forms p. 148 Formula p. 144 Tap fl utes p. 149 Geometries p. 145 Tolerances p. 149 Tolerances for Die Guides p. 140 p. 146 Tap Surface Treatments p. 150 Cutting speeds for Machine Forming Taps Cutting Paste p. 141 Countersinks p. 141 Taps and dies Catalog


6 itap - Universal High-End Threading Tap A real revolution in the production of internal s itap - Patented cutting geometry The patented geometry of itap Taps is the result of years of research, which enables the user to machine all materials and makes the tap universally suitable for almost all applications. ε s α p x r During ing an internal, the major forces occurat the lead-in chamfer, which is strikingly relieved by structural changes in the itap. The consequence is a reduced torque and a longer life time of the tap. In addition, the areas directly after the lead-in chamfer have been changed to lead the chip optimally and avoid possible jammings. An over-feeding of the is also not possible with this profi le change. d β d γ p l 4 x r The design sets new standards in ease of use, durability, and versatility for nearly all materials for nearly all applications excellent cut results high tool life time unique patented cutting geometry ideal tap for all workshops and industrial productions with changing requirements huge cost savings - only one ing tool for all applications A professional for all applications and materials Steels and Steel alloys up to 00 N/mm² Stainless Steels; Inoxable Steels up to 1000 N/mm²;- VA-Steels; INOX; V2A; V4A Pure Aluminium; Aluminium Cast and Wrought Alloys Grey Cast Iron; Ductile/Nodular/Spheroidal Graphite Cast Iron; Malleable Cast Iron up to 1000 N/mm² Pure Titanium and Titanium alloys up Pure Nickel and Nickel alloys up 900 N/mm² Pure Copper; Copper alloys; Brass; Bronze (all chip lengths) Cost savings and flexibility Due to its universal application possibilities, one itap can do the work of several conventional taps. As a result you can save about 90% of expenses. Comparison of expenses: Machine Taps M6 for EUR / pc. normal steels 6,95 stainless steels 13,95 aluminium and alloys 14,15 cast and grey cast iron 13,20 titanium and alloys 16,60 brass and copper 14,95 total: 79,80 same result with BAER itap Machine Tap for M 6 x 1,0 17,47 EUR almost 80% savings 6
7 Coatings On request, taps are also available with a TIN or TiAlN coating. The TIN surface treatment (titanium-nitride gold-yellow) increases the surface hardness (approx HV) and the sliding properties. As a result, it provides a better cutting performance and an increased tool life time. The TiAlN surface treatment increases the surface hardness (approx HV), the sliding properties (friction coeffi cient: 0,25) and with the temperature resistance up to 800 C. As a result, it provides a better cutting performance and an increased tool life time. Examples of application materials and cutting speeds Soft Iron, Constructional Steel, Free Cutting Steel, Cementation Steel cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes RFe St SMnPb NiCrMo Carbon Steel, Spring Steel, Alloy Steel, Heat-treatable Steel cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes C Ck CrMo X40CrMoV Stainless Steel, Inoxable Steel (ferritic, austenitic, martensitic) cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes X14CrMoS X5CrNi18-10 (V2A) X6CrNiMoTi17--2 (V4A) X105CrMo Pure Nickel and Nickel alloys cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes RNi NiCr19Fe19NbMo (Inconel 718) Ni-Cr20Ti (Nimonic 75) NiCr22Fe18Mo (Hastelloy X) Grey Cast Iron cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes GG GG GG GG Ductile/Nodular/ Spheroidal Graphite Cast Iron, Malleable Cast Iron cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes GGG GGG GGG GTW Pure Titanium and Titanium alloys cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes Ti Ti TiAl6V TiAl6V4Sn Pure Copper and Copper alloys, Brass, Bronze (all chip lengths) cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes E-Cu CuBe CuZn CuSn Pure Aluminium, Aluminium Cast and Wrought Alloys (all chip lengths) cutting speed v c in m/min for machine taps for cutting speed v c in m/min for machine taps for blind holes Al AlCuMgPb G-AlSi9Mg G-AlSi(Cu) cutting speed v c [m/min] = (diameter * π * number of rotations) / 1000 number of rotations n [1/min] = (cutting speed in m/min * 1000) / (diameter * π ) feed programming [mm/min] = number of rotations * pitch Please keep in mind that the cutting speeds as stated above serve only as guidelines. The right cutting speed depends on lubrication and application. Cutting paste, cutting oil or emulsion is recommended. 7













8 Custom-made products Special tools on request Our customers benefi t from our fl exibility and our technical know-how when it comes to design and manufacture special ing tools. special profi les special sizes intermediate sizes special geometries special Taps special Dies special material express-productions Examples of our custom-made products 8










9 Custom-made products Send us your inquiry BAER Vertriebs GmbH Robert-Bosch-Str Heddesheim Germany Tel: +49 (0) Fax: +49 (0) info@gewindebohrer.de 9





10 Thread Cutting Kits M metric coarse ISO DIN 13 BAER itap Set M 3 - M itap Machine Taps for incl. /Co extreme drill bits for core holes up to 4 x D chip removal Form B with spiral point 4-5 s 175,65 Item No.: ISD3 net prices without VAT or tax Set Content BAER itap Machine Taps for M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER /Co extreme drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER itap Set M 3 - M itap Machine Taps for blind holes incl. /Co Extreme drill bits for core holes 177,55 Item No.: ISS3 net prices without VAT or tax blind holes up to 3 x D chip removal 40 right spiral flutes Set Content BAER itap Machine Taps for blind holes M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER /Co extreme drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm 10








11 Thread Cutting Kits with Taps M metric coarse ISO DIN 13 BAER Short Machine Taps Set M 3 - M HSSG Short Machine Taps incl. HSS drill bits for core holes and tap wrench through- & blind holes up to 4 x D chip removal Form B with spiral point 4-5 s 52,00 Item No.: B1928 net prices without VAT or tax Set Content BAER HSSG Short Machine Taps M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER adjustable Tap Wrenches - zinc die cast M 1-1/16-1/2 G 1/8 BAER Short Machine Taps Set M 3 - M HSSG Short Machine Taps (3 pcs. each dimension) incl. HSS drill bits for core holes 104,50 Item No.: B1929 net prices without VAT or tax Through- & blind holes up to 4 x D Form B with spiral point 4-5 s Set Content BAER HSSG Short Machine Taps 3 pieces each dimension M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER Machine Taps Set M 3 - M Machine Taps for through hole incl. HSS Drill bits for core holes up to 4 x D Form B with spiral point 4-5 s 71,29 Item No.: B1933E net prices without VAT or tax Set Content BAER Machine Taps through hole M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm 11




12 Thread Cutting Kits with Taps M Metric coarse ISO DIN 13 BAER Machine Taps Set M 3 - M Machine Taps for blind holes incl. HSS Drill bits for core holes blind holes up to 3 x D with right spiral flutes 80,70 Item No.: B1935E Net prices without VAT or tax Set Content BAER Machine Taps for blind holes M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER Machine Taps Set M 3 - M -TIN Machine Taps for through hole incl. HSS-TIN Drill bits for core holes 115,30 Item No.: B1932 Net prices without VAT or tax up to 4 x D Form B with spiral point 4-5 s Set Content BAER -TIN Machine Taps through hole M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG-TIN Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER Machine Taps Set M 3 - M -TIN Machine Taps for blind holes incl. HSS-TIN Drill bits for core holes blind holes up to 3 x D with right spiral flutes 1,40 Item No.: B1934 Net prices without VAT or tax Set Content BAER -TIN Machine Taps for blind holes M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG-TIN Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm




13 Thread Cutting Kits with Taps M Metric coarse ISO DIN 13 BAER Machine Taps Set M 3 - M for stainless steel Machine Taps for through hole incl. /Co Extreme drill bits for core holes up to 4 x D Form B with spiral point 4-5 s 1,90 Item No.: B1931 Net prices without VAT or tax Set Content BAER Stainless steel Machine Taps through hole BAER /Co Extreme drill bits for core holes M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER Machine Taps Set M 3 - M for stainless steel Machine Taps for blind holes incl. /Co Extreme drill bits for core holes 140,40 Item No.: B1930 Net prices without VAT or tax blind holes up to 3 x D with right spiral flutes Set Content BAER Stainless steel Machine Taps for blind holes BAER /Co Extreme drill bits for core holes M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER Machine Taps Set M 3 - M Left Hand Machine Taps for through hole incl. HSS Drill bits for core holes up to 4 x D Form B with spiral point 4-5 s 157,90 Item No.: B1936E Net prices without VAT or tax Set Content BAER Left Machine Taps through hole M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm 13





14 Thread Cutting Kits with Taps M Metric coarse ISO DIN 13 BAER Machine Taps Set M 3 - M Left Hand Machine Taps for blind holes incl. HSS Drill bits for core holes blind holes up to 3 x D with left spiral flutes 165,50 Item No.: B1937E Net prices without VAT or tax Set Content BAER Left Machine Taps for blind holes M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER Bit Short Machine Taps Set M 3 - M 10 HSSG-Bit Taps incl. Bit-Adapter 41,00 Item No.: B1938 Net prices without VAT or tax through- & blind holes up to 2 x D Form D 3-4 s Set Content BAER HSSG-Bit Short Machine Taps M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 1/4 Hexagonal-Bit-Adapter BAER Combined Bit Taps Set M 3 - M 10 HSSG-Combined Bit Taps incl. Bit-Adapter through hole up to 1 x D 63,00 Item No.: B1939 Net prices without VAT or tax Set Content BAER HSSG-Combined Bit-Taps M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 1/4 Hexagonal-Bit-Adapter 14
 M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER ITap Machine Taps for blind holes (up to 3 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0")
 M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x")
 M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x")
15 Thread Cutting Kits with Taps and Dies M Metric coarse ISO DIN 13 BAER Taps and Dies Sets M 3 - M (example picture) BAER ITap Set M 3 - M ITap Machine Taps through hole & blind hole BAER ITap Machine Taps for through hole (up to 4 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER ITap Machine Taps for blind holes (up to 3 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER with spiral entry M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 /Set. 460,00 No.: BBU BAER Set M 3 - M Machine Taps & Drill bits for core holes HSS BAER Machine Taps for through hole & blind hole (up to 2 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER HSS M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 /Set 165,00 No.: BB2E BAER Set M 3 - M Machine Taps through hole & blind hole HSS BAER Machine Taps Form B with spiral point for through hole (up to 4 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER Machine Taps with right spiral flutes for blind holes (up to 3 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSS M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 /Set. 210,00 No.: BB1E BAER Left Hand Set M 3 - M Left Hand Machine Taps & Drill bits for core holes HSS Left Hand BAER Machine Taps Left for through hole & blind hole (up to 2 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSSG Drill bits for core holes 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8 mm 8,5 mm 10,2 mm BAER HSS Left M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 /Set 230,00 No.: BB7E BAER TIN Set M 3 - M -TIN Machine Taps through hole & blind hole HSS BAER -TIN Machine Taps Form B with spiral point for through hole (up to 4 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER -TIN Machine Taps with right spiral flutes for blind holes (up to 3 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER HSS M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 /Set 239,00 No.: BB4 BAER Stainless steel Set M 3 - M -Stainless steel Machine Taps through hole & blind hole -Stainless steel BAER Stainless steel Machine Taps for through hole (up to 4 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER Stainless steel Machine Taps for blind holes (up to 3 x D) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 BAER Stainless steel M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 /Set. 330,00 No.: BB9 15
16 Thread Cutting Kits with Taps, Dies and Tools M Metric coarse ISO DIN 13 BAER Hand-Tap Sets, and Tools Sets through- & blind holes up to 2 x D M 3 - Standard M 3 - Left M 3 - stainless steels* 191,30 Item No.: ,00 Item No.: LH 440,00 Item No.: VA Set Content M 3 - M BAER HSSG Hand Tap Sets (3 parts) BAER HSS acc. to DIN BAER HSSG Drill bits for core holes BAER adjustable Tap Wrenches M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 2,5 mm 3,3 mm 4,2 mm 5,0 mm 6,8mm 8,5 mm 10,2 mm M /16-3/8 G 1/8 M 4-5/32-1/2 G 1/8 BAER Die Stocks 20 x 5 20 x 7 25 x 9 30 x x 14 BAER Tap Holder Ratchet M 3-10 M 5- Thread pitch gauge Screw extractor for metric s * contains Taps and Dies Set Content M 3 - M 20 M 3-20 Standard M 3-20 Left M 3-20 stainless steels* 349,00 Item No.: ,00 Item No.: LH 1000,00 Item No.: VA BAER HSSG Hand Tap Sets (3 parts) BAER HSS acc. to DIN BAER adjustable Tap Wrenches BAER Die Stocks M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 M /16-3/8 G 1/8 M /32-3/4 G 1/8-G 1/2 20 x 5 20 x 7 25 x 9 30 x x x 18 BAER Tap Holder Ratchet M 3-10 M 5- Thread pitch gauge Screw extractor for metric s * contains Taps and Dies 16
 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 BAER HSS")


 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x")
17 Thread Cutting Kits with Taps, Dies and Tools M Metric coarse ISO DIN 13 BAER Hand-Tap ap Sets, and Tools Sets (example picture) BAER Set M 3 - M (incl. intermediate sizes) HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 BAER HSS M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 5 20 x 7 25 x 9 30 x x 14 Screw extractor /Set 356,41 Item No.: BAER Set M 5 - M (incl. intermediate sizes) HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 BAER HSS M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x 14 Screw extractor /Set 327,44 Item No.: BAER Set M 5 - M 20 (incl. intermediate sizes) HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 BAER HSS M 5 x 0,8 M 6 x 1,0 M 7 x 1,0 M 8 x 1,25 M 9 x 1,25 M 10 x 1,5 M 11 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-G 1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 18 Screw extractor /Set 537,92 Item No.: BAER Set M 3 - M 24 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 M 22 x 2,5 M 24 x 3,0 BAER HSS M 3 x 0,5 M 4 x 0,7 M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 M 22 x 2,5 M 24 x 3,0 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /16-1 G 1/4-G 3/4 BAER Die Stocks - zinc die cast 20 x 5 20 x 7 25 x 9 30 x x x x 22 Screw extractor /Set 728,40 Item No.: BAER Set M 5 - M 30 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 M 22 x 2,5 M 24 x 3,0 M 27 x 3,0 M 30 x 3,5 BAER HSS M 5 x 0,8 M 6 x 1,0 M 8 x 1,25 M 10 x 1,5 M x 1,75 M 14 x 2,0 M 16 x 2,0 M 18 x 2,5 M 20 x 2,5 M 22 x 2,5 M 24 x 3,0 M 27 x 3,0 M 30 x 3,5 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-G 1/2 & M /2-1.1/4 G 1/4-1 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x x 25 Screw extractor /Set 80,82 Item No.:
18 Short Machine Taps M Metric coarse ISO DIN 13 Short Machine Taps Form D for and blind holes Short Machine Taps Form B for up to 2 x D Form D up to 4 x D Form B with spiral point HSSG to 800 N/mm² 22,2 H HSSG 27,1 H Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. Application: non abrasive material up unalloyed and low alloyed steel 3-4 s 4-5 s Shank: DIN 352 M D1 D2 No. No. M 2 x 0,4 2,0 2, ,1 1, , ,91 M 2,5 x 0,45 2,5 2, ,1 2, , ,91 M 3 x 0,5 3,0 3, ,7 2, , ,90 M 3,5 x 0,6 3,5 4, ,0 2, , ,29 M 4 x 0,7 4,0 4, ,4 3, , ,90 M 5 x 0,8 5,0 6, ,9 4, , ,01 M 6 x 1,0 6,0 6, ,9 5, , ,34 M 8 x 1,25 8,0 6, ,9 6, , , M 10 x 1,5 10,0 7, ,5 8, , ,13 M x 1,75,0 9, ,0 10, , ,69 M 14 x 2,0 14,0 11, ,0, , ,58 M 16 x 2,0 16,0, ,0 14, , ,48 M 18 x 2,5 18,0 14, ,0 15, , ,82 M 20 x 2,5 20,0 16, ,0 17, , ,60 M 22 x 2,5 22,0 18, ,5 19, , ,84 M 24 x 3,0 24,0 18, ,5 21, , ,19 M 27 x 3,0 27,0 20, ,0 24, , ,88 M 30 x 3,5 30,0 22, ,0 26, , ,80 18

19 Hand Tap Sets M Metric coarse ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for stainless steels up to 2 x D up to 2 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. HSSG 27,1 H HSSG 27,1 H steam tempered to 1400 N/mm² 44,5 H A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap Taper Tap with pilote nose Shank: DIN 352 M D1 D2 No. No. No. M 1 x 0,25 1,0 2, ,1 0, ,05 M 1,1 x 0,25 1,1 2, ,1 0, ,05 M 1,2 x 0,25 1,2 2, ,1 0, ,05 M 1,4 x 0,3 1,4 2, ,1 1, ,05 M 1,6 x 0,35 1,6 2, ,1 1, ,05 M 1,7 x 0,35 1,7 2, ,1 1, ,05 M 1,8 x 0,35 1,8 2, ,1 1, ,05 M 2 x 0,4 2,0 2, ,1 1, ,02 M 2,2 x 0,45 2,2 2, ,1 1, ,02 M 2,3 x 0,4 2,3 2, ,1 1, ,02 M 2,5 x 0,45 2,5 2, ,1 2, ,02 M 2,6 x 0,45 2,6 2, ,1 2, ,02 M 3 x 0,5 3,0 3, ,7 2, , , ,70 M 3 x 0,6 * 3,0 3, ,7 2, ,60 M 3,5 x 0,6 3,5 4, ,0 2, ,35 M 3,5 x 0,75 * 3,5 4, ,0 2, ,00 M 4 x 0,7 4,0 4, ,4 3, , , ,70 M 4 x 0,75 4,0 4, ,4 3, ,00 M 4,5 x 0,75 4,5 6, ,9 3, ,35 M 5 x 0,8 5,0 6, ,9 4, , , ,03 M 5 x 0,9 * 5,0 6, ,9 4, ,00 M 5,5 x 0,9 5,5 6, ,9 4, ,70 M 6 x 1,0 6,0 6, ,9 5, , , ,03 M 7 x 1,0 7,0 6, ,9 6, ,69 M 8 x 1,25 8,0 6, ,9 6, , , ,33 M 9 x 1,25 9,0 7, ,5 7, ,36 M 10 x 1,5 10,0 7, ,5 8, , , ,40 M 11 x 1,5 11,0 8, ,2 9, ,03 M x 1,75,0 9, ,0 10, , , ,67 M 14 x 2,0 14,0 11, ,0, , ,72 * special pitch 19
20 Hand Tap Sets M Metric coarse ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for stainless steels up to 2 x D up to 2 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. HSSG 27,1 H HSSG 27,1 H steam tempered to 1400 N/mm² 44,5 H A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap Taper Tap with pilote nose Shank: DIN 352 M D1 D2 No. No. No. M 15 x 2,0 15,0, ,0 13, ,70 M 16 x 2,0 16,0, ,0 14, , ,72 M 18 x 2,5 18,0 14, ,0 15, , ,74 M 20 x 2,5 20,0 16, ,0 17, , ,09 M 22 x 2,5 22,0 18, ,5 19, , ,44 M 24 x 3,0 24,0 18, ,5 21, , , M 27 x 3,0 27,0 20, ,0 24, , ,87 M 30 x 3,5 30,0 22, ,0 26, , ,59 M 33 x 3,5 33,0 25, ,0 29, , ,00 M 36 x 4,0 36,0 28, ,0 32, , ,07 M 39 x 4,0 39,0 32, ,0 35, , ,52 M 42 x 4,5 42,0 32, ,0 37, , ,64 M 45 x 4,5 45,0 36, ,0 40, , ,05 M 48 x 5,0 48,0 36, ,0 43, , ,01 M 52 x 5,0 52,0 40, ,0 47, , ,01 M 56 x 5,5 56,0 45, ,0 50, ,11 M 60 x 5,5 60,0 45, ,0 54, ,98 M 64 x 6,0 64,0 50, ,0 58, ,46 M 68 x 6,0 68,0 50, ,0 62, ,67 M 72 x 6,0 72,0 50, ,0 66, * M 76 x 6,0 76,0 50, ,0 70, * M 80 x 6,0 80,0 50, ,0 74, * M 84 x 6,0 84,0 50, ,0 78, * M 88 x 6,0 88,0 50, ,0 82, * M 90 x 6,0 90,0 50, ,0 84, * M 92 x 6,0 92,0 56, ,0 86, * M 96 x 6,0 96,0 56, ,0 90, * M 100 x 6,0 100,0 56, ,0 94, * * on request 20
21 Hand Tap Sets M Metric coarse ISO DIN 13 Hand Tap Sets with conical profi le Hand Tap Sets for higher demands up to 2 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. HSSG 27,1 H to 1000 N/mm² 32 H A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap Shank: DIN 352 M D1 D2 No. No. M 2 x 0,4 2,0 2, ,1 1, ,18 M 2,5 x 0,45 2,5 2, ,1 2, ,18 M 3 x 0,5 3,0 3, ,7 2, , ,64 M 4 x 0,7 4,0 4, ,4 3, , ,97 M 5 x 0,8 5,0 6, ,9 4, , ,62 M 6 x 1,0 6,0 6, ,9 5, , ,62 M 8 x 1,25 8,0 6, ,9 6, , ,62 M 9 x 1,25 9,0 7, ,5 7, ,55 M 10 x 1,5 10,0 7, ,5 8, , ,28 M 11 x 1,5 11,0 8, ,2 9, ,28 M x 1,75,0 9, ,0 10, , ,25 M 13 x 1,75,0 9, ,0 11, ,31 M 14 x 2,0 14,0 11, ,0, , ,57 M 16 x 2,0 16,0, ,0 14, , ,88 M 18 x 2,5 18,0 14, ,0 15, , ,85 M 19 x 2,5 18,0 14, ,0 16, ,25 M 20 x 2,5 20,0 16, ,0 17, , ,49 M 22 x 2,5 22,0 18, ,5 19, , ,78 M 24 x 3,0 24,0 18, ,5 21, , ,73 M 27 x 3,0 27,0 20, ,0 24, , ,91 M 30 x 3,5 30,0 22, ,0 26, , ,08 M 33 x 3,5 33,0 25, ,0 29, ,25 M 36 x 4,0 36,0 28, ,0 32, ,63 M 39 x 4,0 39,0 32, ,0 35, ,00 M 42 x 4,5 42,0 32, ,0 37, ,37 21
22 Machine Taps - Form B for M Metric coarse ISO DIN 13 Machine Tap for universal use Machine Tap Machine Tap Left-hand up to 4 x D Form B with spiral point up to 4 x D Form B with spiral point up to 4 x D Form B with spiral point to 00 N/mm² 38 H 27,1 H 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s 4-5 s DIN 371 up to M 10 DIN 376 from M DIN 371 DIN 376 DIN 371 DIN 376 Shank: DIN 371 Shank: DIN M D1 D2 No. No. No. DIN 371 M 2 x 0,4 2,0 2, ,1 1, , ,87 M 2,2 x 0,45 2,2 2, ,1 1, ,41 M 2,5 x 0,45 2,5 2, ,1 2, , ,87 M 3 x 0,5 3,0 3, ,7 2, , , ,70 M 3,5 x 0,6 3,5 4, ,0 2, , ,87 M 4 x 0,7 4,0 4, ,4 3, , , ,70 M 5 x 0,8 5,0 6, ,9 4, , , ,14 M 6 x 1,0 6,0 6, ,9 5, , , ,14 M 7 x 1,0 7,0 7, ,5 6, , ,82 M 8 x 1,25 8,0 8, ,2 6, , , ,81 M 10 x 1,5 10,0 10, ,0 8, , , ,71 DIN 376 M 3 x 0,5 3,0 2, , , ,70 M 4 x 0,7 4,0 2, ,1 3, , ,70 M 5 x 0,8 5,0 3, ,7 4, , ,14 M 6 x 1,0 6,0 4, ,4 5, , ,14 M 8 x 1,25 8,0 6, ,9 6, , ,81 M 10 x 1,5 10,0 7, ,5 8, , ,71 M x 1,75,0 9, ,0 10, , , ,05 M 14 x 2,0 14,0 11, ,0, , , ,73 M 16 x 2,0 16,0, ,0 14, , , ,96 M 18 x 2,5 18,0 14, ,0 15, , , ,11 M 20 x 2,5 20,0 16, ,0 17, , , ,58 M 22 x 2,5 22,0 18, ,5 19, , , ,49 M 24 x 3,0 24,0 18, ,5 21, , , ,17 M 27 x 3,0 27,0 20, ,0 24, , , ,83 M 30 x 3,5 30,0 22, ,0 26, , , ,40 M 33 x 3,5 33,0 25, ,0 29, , ,84 M 36 x 4,0 36,0 28, ,0 32, , ,21 M 39 x 4,0 39,0 32, ,0 35, , ,49 M 42 x 4,5 42,0 32, ,0 37, , ,20 M 45 x 4,5 45,0 36, ,0 40, , ,52 M 48 x 5,0 48,0 36, ,0 43, , ,30 M 52 x 5,0 52,0 40, ,0 47, , ,85
23 Machine Taps - Form B for M Metric coarse ISO DIN 13 Machine Tap for high-alloyed steels and longer tool life time Machine Tap ECO for stainless steels with high tool life time Machine Tap for high alloyed stainless steels and high-tensile materials up to 2 x D Form B with spiral point up to 3 x D Form B with spiral point up to 2,5 x D Form B with spiral point TIN to 1300 N/mm² 41 H steam tempered 27,1 H -PM TiAlN to 1400 N/mm² 44 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s 4-5 s DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. M 2 x 0,4 2,0 2, ,1 1, , * * M 2,5 x 0,45 2,5 2, ,1 2, , * M 3 x 0,5 3,0 3, ,7 2, , , * M 3,5 x 0,6 3,5 4, ,0 2, * ,88 M 4 x 0,7 4,0 4, ,4 3, , , ,88 M 5 x 0,8 5,0 6, ,9 4, , ,46 M 6 x 1,0 6,0 6, ,9 5, , , ,04 M 7 x 1,0 7,0 7, ,5 6, ,94 M 8 x 1,25 8,0 8, ,2 6, , , ,36 M 9 x 1,25 9,0 9, ,2 7, * ,00 M 10 x 1,5 10,0 10, ,0 8, , , ,90 M x 1,75,0 9, ,0 10, , , ,00 M 14 x 2,0 14,0 11, ,0, , , ,60 M 16 x 2,0 16,0, ,0 14, , , ,48 M 18 x 2,5 18,0 14, ,0 15, , , * M 20 x 2,5 20,0 16, ,0 17, , , * M 22 x 2,5 22,0 18, ,5 19, * , * M 24 x 3,0 24,0 18, ,5 21, * , * M 27 x 3,0 27,0 20, ,0 24, * M 30 x 3,5 30,0 22, ,0 26, * * on request 23
24 Machine Taps - Form B for M Metric coarse ISO DIN 13 Machine Tap for aluminum Machine Tap for special alloys (Inconel, Hastelloy etc.) up to 2,5 x D Form B with spiral point up to 2,5 x D Form B with spiral point -TiAlN bis 700 N/mm² -PM TiAlN to 00 N/mm² 38 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. M 2 x 0,4 2,0 2, ,1 1, ,52 M 2,5 x 0,45 2,5 2, ,1 2, ,91 M 3 x 0,5 3,0 3, ,7 2, , ,13 M 4 x 0,7 4,0 4, ,4 3, , ,13 M 5 x 0,8 5,0 6, ,9 4, , ,13 M 6 x 1,0 6,0 6, ,9 5, , ,13 M 8 x 1,25 8,0 8, ,2 6, , ,88 M 10 x 1,5 10,0 10, ,0 8, , ,92 M x 1,75,0 9, ,0 10, , ,81 M 14 x 2,0 14,0 11, ,0, , ,83 M 16 x 2,0 16,0, ,0 14, , ,50 M 18 x 2,5 18,0 14, ,0 15, ,97 M 20 x 2,5 20,0 16, ,0 17, ,33 M 24 x 3,0 24,0 18, ,5 21, ,65 M 27 x 3,0 27,0 20, ,0 24, ,78 M 30 x 3,5 30,0 22, ,0 26, ,08 24
25 Machine Taps - Form B for M Metric coarse ISO DIN 13 Machine Tap overlengthed (long shank) Machine Tap oversized (diameter) Machine Tap undersized (diameter) up to 4 x D Form B with spiral point up to 2,5 x D Form B with spiral point up to 2,5 x D Form B with spiral point 27,1 H 6G 7G 6H +0,1 mm 27,1 H 4H 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s 4-5 s DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. Tol. 6G: s with large clearance Tol. 4H: s with small clearance Total length = 100 mm M 2 x 0,4 2,0 2, ,1 1, ,35 M 2,5 x 0,45 2,5 2, ,1 2, , ,61 M 3 x 0,5 3,0 3, ,7 2, , , ,28 M 4 x 0,7 4,0 4, ,4 3, , , ,02 M 5 x 0,8 5,0 6, ,9 4, , , ,13 M 6 x 1,0 6,0 6, ,9 5, , , ,13 M 8 x 1,25 8,0 8, ,2 6, , , ,46 M 10 x 1,5 10,0 10, ,0 8, , , ,40 M x 1,75,0 9, ,0 10, , , ,98 M 14 x 2,0 14,0 11, ,0, , ,38 M 16 x 2,0 16,0, ,0 14, , ,31 M 18 x 2,5 18,0 14, ,0 15, ,73 M 20 x 2,5 20,0 16, ,0 17, ,43 Tol. 7G: Total length = 0 mm for disorted s (heat treatment) M 3 x 0,5 3,0 3, ,7 2, ,40 M 4 x 0,7 4,0 4, ,4 3, , ,40 M 5 x 0,8 5,0 6, ,9 4, , ,43 M 6 x 1,0 6,0 6, ,9 5, , ,43 M 8 x 1,25 8,0 8, ,2 6, , ,61 M 10 x 1,5 10,0 10, ,0 8, , ,81 M x 1,75,0 9, ,0 10, , ,53 Tol. 6H +0,1 mm: Total length = 150 mm for electroplating allowance M 3 x 0,5 3,0 3, ,7 2, ,40 M 4 x 0,7 4,0 4, ,4 3, , ,40 M 5 x 0,8 5,0 6, ,9 4, , ,43 M 6 x 1,0 6,0 6, ,9 5, , ,43 M 8 x 1,25 8,0 8, ,2 6, , ,43 M 10 x 1,5 10,0 10, ,0 8, , ,81 M x 1,75,0 9, ,0 10, , ,69 25
26 Machine Taps - () for and blind holes M Metric coarse ISO DIN 13 Machine Tap Machine Tap Left-hand Machine Tap with longer tool life time up to 2 x D up to 2 x D up to 1,5 x D 27,1 H 27,1 H TIN 27,1 H Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. DIN 371 DIN 376 DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M 11 Shank: DIN 371 Shank: DIN M D1 D2 No. No. No. DIN 371 M 2 x 0,4 2,0 2, ,1 1, , , M 2,2 x 0,45 2,2 2, ,1 1, ,38 M 2,3 x 0,4 2,3 2, ,1 1, , ,00 M 2,5 x 0,45 2,5 2, ,1 2, , ,95 M 2,6 x 0,45 2,6 2, ,1 2, , ,19 M 3 x 0,5 3,0 3, ,7 2, , , ,54 M 3,5 x 0,6 3,5 4, ,0 2, , ,80 M 4 x 0,7 4,0 4, ,4 3, , , ,73 M 5 x 0,8 5,0 6, ,9 4, , , ,10 M 6 x 1,0 6,0 6, ,9 5, , , ,58 M 7 x 1,0 7,0 7, ,5 6, , ,17 M 8 x 1,25 8,0 8, ,2 6, , , ,75 M 9 x 1,25 9,0 9, ,2 7, ,88 M 10 x 1,5 10,0 10, ,0 8, , , ,99 DIN 376 M 3 x 0,5 3,0 2, , ,54 M 4 x 0,7 4,0 2, ,1 3, ,54 M 5 x 0,8 5,0 3, ,7 4, ,87 M 6 x 1,0 6,0 4, ,4 5, ,87 M 8 x 1,25 8,0 6, ,9 6, ,20 M 10 x 1,5 10,0 7, ,5 8, ,97 M 11 x 1,5 11,0 8, ,2 9, ,04 M x 1,75,0 9, ,0 10, , , ,25 M 14 x 2,0 14,0 11, ,0, , , ,00 M 16 x 2,0 16,0, ,0 14, , , ,60 M 18 x 2,5 18,0 14, ,0 15, , , ,83 M 20 x 2,5 20,0 16, ,0 17, , , ,40 M 22 x 2,5 22,0 18, ,5 19, , , ,70 M 24 x 3,0 24,0 18, ,5 21, , , ,68 M 27 x 3,0 27,0 20, ,0 24, , ,74 M 30 x 3,5 30,0 22, ,0 26, , ,16 M 33 x 3,5 33,0 25, ,0 29, , ,49 M 36 x 4,0 36,0 28, ,0 32, , ,89 M 39 x 4,0 39,0 32, ,0 35, ,04 M 42 x 4,5 42,0 32, ,0 37, ,05 M 45 x 4,5 45,0 36, ,0 40, ,98 M 48 x 5,0 48,0 36, ,0 43, ,47 M 52 x 5,0 52,0 40, ,0 47, ,41
27 Machine Taps - () for and blind holes M Metric coarse ISO DIN 13 Machine Tap for cast materials Machine Tap for titanium and titanium alloys Machine Tap for brass (short-chipping) up to 2,5 x D up to 2,5 x D up to 2 x D TiCN to 1000 N/mm² 32 H to 1000 N/mm² 32 H TIN to 600 N/mm² Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. DIN 371 up to M 10 DIN 376 from M 11 DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. M 2 x 0,4 2,0 2, ,1 1, ,60 M 2,5 x 0,45 2,5 2, ,1 2, ,60 M 3 x 0,5 3,0 3, ,7 2, , , ,58 M 3,5 x 0,6 3,5 4, ,0 2, ,01 M 4 x 0,7 4,0 4, ,4 3, , , ,58 M 5 x 0,8 5,0 6, ,9 4, , , ,58 M 6 x 1,0 6,0 6, ,9 5, , , ,58 M 7 x 1,0 7,0 7, ,5 6, ,14 M 8 x 1,25 8,0 8, ,2 6, , , ,48 M 9 x 1,25 9,0 9, ,2 7, ,79 M 10 x 1,5 10,0 10, ,0 8, , , ,60 M 11 x 1,5 11,0 8, ,2 9, ,85 M x 1,75,0 9, ,0 10, , , ,83 M 14 x 2,0 14,0 11, ,0, , , ,95 M 16 x 2,0 16,0, ,0 14, , , ,40 M 18 x 2,5 18,0 14, ,0 15, , ,96 M 20 x 2,5 20,0 16, ,0 17, , ,71 M 22 x 2,5 22,0 18, ,5 19, ,17 M 24 x 3,0 24,0 18, ,5 21, ,00 M 27 x 3,0 27,0 20, ,0 24, ,22 M 30 x 3,5 30,0 22, ,0 26, ,29 M 33 x 3,5 33,0 25, ,0 29, ,80 27
28 Machine Taps - (with spiral flutes) for blind holes M Metric coarse ISO DIN 13 Machine Tap for universal use Machine Tap Machine Tap Left-hand blind holes up to 3 x D 40 spiral flute blind holes up to 3 x D 35 spiral flute blind holes up to 3 x D 35 left spir. flute to 00 N/mm² 38 H 27,1 H 27,1 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 371 up to M 10 DIN 376 from M DIN 371 DIN 376 DIN 371 DIN 376 Shank: DIN 371 Shank: DIN M D1 D2 No. No. No. DIN 371 M 2 x 0,4 2,0 2, ,1 1, , ,31 M 2,2 x 0,45 2,2 2, ,1 1, ,69 M 2,5 x 0,45 2,5 2, ,1 2, , ,31 M 3 x 0,5 3,0 3, ,7 2, , , ,70 M 3,5 x 0,6 3,5 4, ,0 2, , ,31 M 4 x 0,7 4,0 4, ,4 3, , , ,70 M 5 x 0,8 5,0 6, ,9 4, , , ,59 M 6 x 1,0 6,0 6, ,9 5, , , ,59 M 7 x 1,0 7,0 7, ,5 6, ,19 M 8 x 1,25 8,0 8, ,2 6, , , ,49 M 10 x 1,5 10,0 10, ,0 8, , , ,94 DIN 376 M 3 x 0,5 3,0 2, , , ,70 M 4 x 0,7 4,0 2, ,1 3, , ,70 M 5 x 0,8 5,0 3, ,7 4, , ,59 M 6 x 1,0 6,0 4, ,4 5, , ,59 M 8 x 1,25 8,0 6, ,9 6, , ,49 M 10 x 1,5 10,0 7, ,5 8, , ,94 M x 1,75,0 9, ,0 10, , , ,72 M 14 x 2,0 14,0 11, ,0, , , ,96 M 16 x 2,0 16,0, ,0 14, , , ,41 M 18 x 2,5 18,0 14, ,0 15, , , ,55 M 20 x 2,5 20,0 16, ,0 17, , , ,49 M 22 x 2,5 22,0 18, ,5 19, , , ,28 M 24 x 3,0 24,0 18, ,5 21, , , ,51 M 27 x 3,0 27,0 20, ,0 24, , , ,86 M 30 x 3,5 30,0 22, ,0 26, , , ,31 M 33 x 3,5 33,0 25, ,0 29, , ,43 M 36 x 4,0 36,0 28, ,0 32, , ,17 M 39 x 4,0 39,0 32, ,0 35, , ,22 M 42 x 4,5 42,0 32, ,0 37, , ,71 M 45 x 4,5 45,0 36, ,0 40, , ,73 M 48 x 5,0 48,0 36, ,0 43, , ,40 M 52 x 5,0 52,0 40, ,0 47, , ,50
29 Machine Taps - (with spiral flutes) for blind holes M Metric coarse ISO DIN 13 Machine Tap for high-alloyed steels and longer tool life time Machine Tap ECO for stainless steels with high tool life time Machine Tap for high alloyed stainless steels and high-tensile materials blind holes up to 2,5 x D 35 spiral flute blind holes up to 2,5 x D 35 spiral flute blind holes up to 2 x D 15 spiral flute TIN to 1300 N/mm² 41 H steam tempered 27,1 H -PM TiAlN to 1400 N/mm² 44 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 371 up to M 10 DIN 376 from M 11 DIN 371 up to M 10 DIN 376 from M 11 DIN 371 up to M 10 DIN 376 from M 11 Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. M 2 x 0,4 2,0 2, ,1 1, , * M 2,5 x 0,45 2,5 2, ,1 2, , * M 3 x 0,5 3,0 3, ,7 2, , , ,62 M 3,5 x 0,6 3,5 4, ,0 2, * M 4 x 0,7 4,0 4, ,4 3, , , ,62 M 5 x 0,8 5,0 6, ,9 4, , , ,36 M 6 x 1,0 6,0 6, ,9 5, , , ,26 M 7 x 1,0 7,0 7, ,5 6, ,75 M 8 x 1,25 8,0 8, ,2 6, , , ,64 M 9 x 1,25 9,0 9, ,0 7, * M 10 x 1,5 10,0 10, ,0 8, , , ,34 M 11 x 1,5 11,0 8, ,2 9, * M x 1,75,0 9, ,0 10, , , ,74 M 14 x 2,0 14,0 11, ,0, , , ,80 M 16 x 2,0 16,0, ,0 14, , , ,14 M 18 x 2,5 18,0 14, ,0 15, , , * M 20 x 2,5 20,0 16, ,0 17, , , * M 22 x 2,5 22,0 18, ,5 19, * , * M 24 x 3,0 24,0 18, ,5 21, * , * M 27 x 3,0 27,0 20, ,0 24, * M 30 x 3,5 30,0 22, ,0 26, * * on request 29
30 Machine Taps - (with spiral flutes) for blind holes M Metric coarse ISO DIN 13 Machine Tap for aluminum (long-chipping) Machine Tap for long-chipping materials Machine Tap for special alloys (Inconel, Hastelloy etc.) blind holes up to 3 x D 40 spiral flute blind holes up to 3 x D 15 spiral flute blind holes up to 2 x D 15 spiral flute to 350 N/mm² 27,1 H Material: -PM TiAlN to 1000 N/mm² 32 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. DIN 371 M 3 x 0,5 3,0 3, ,7 2, , , ,78 M 3,5 x 0,6 3,5 4, ,0 2, ,25 M 4 x 0,7 4,0 4, ,4 3, , , ,07 M 5 x 0,8 5,0 6, ,9 4, , , ,19 M 6 x 1,0 6,0 6, ,9 5, , , ,66 M 7 x 1,0 7,0 7, ,5 6, ,59 M 8 x 1,25 8,0 8, ,2 6, , , ,49 M 10 x 1,5 10,0 10, ,0 8, , , ,13 DIN 376 M 3 x 0,5 3,0 2, , ,36 M 4 x 0,7 4,0 2, ,1 3, ,36 M 5 x 0,8 5,0 3, ,7 4, ,69 M 6 x 1,0 6,0 4, ,4 5, ,69 M 8 x 1,25 8,0 6, ,9 6, ,70 M 10 x 1,5 10,0 7, ,5 8, ,04 M x 1,75,0 9, ,0 10, , , ,69 M 14 x 2,0 14,0 11, ,0, , , ,58 M 16 x 2,0 16,0, ,0 14, , , ,79 M 18 x 2,5 18,0 14, ,0 15, , ,43 M 20 x 2,5 20,0 16, ,0 17, , ,04 M 22 x 2,5 22,0 18, ,5 19, ,01 M 24 x 3,0 24,0 18, ,5 21, ,46 30
31 Machine Taps - (with spiral flutes) for blind holes M Metric coarse ISO DIN 13 Machine Tap overlengthed (long shank) Machine Tap oversized (diameter) Machine Tap undersized (diameter) blind holes up to 3 x D 35 spiral flute blind holes up to 3 x D 35 spiral flute blind holes up to 3 x D 35 spiral flute 27,1 H 6G 7G 6H +0,1 mm 27,1 H 4H 27,1 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. Tol. 6G: s with large clearance Tol. 4H: s with small clearance Total length = 100 mm M 2 x 0,4 2,0 2, ,1 1, ,90 M 2,5 x 0,45 2,5 2, ,1 2, ,85 M 3 x 0,5 3,0 3, ,7 2, , , ,25 M 4 x 0,7 4,0 4, ,4 3, , , ,75 M 5 x 0,8 5,0 6, ,9 4, , , ,10 M 6 x 1,0 6,0 6, ,9 5, , , ,80 M 8 x 1,25 8,0 8, ,2 6, , , ,80 M 10 x 1,5 10,0 10, ,0 8, , , ,90 M x 1,75,0 9, ,0 10, , , ,65 M 14 x 2,0 14,0 11, ,0, ,27 M 16 x 2,0 16,0, ,0 14, ,88 M 18 x 2,5 18,0 14, ,0 15, ,53 M 20 x 2,5 20,0 16, ,0 17, ,84 Tol. 7G: Total length = 0 mm for disorted s (heat treatment) M 3 x 0,5 3,0 3, ,7 2, , ,46 M 4 x 0,7 4,0 4, ,4 3, , ,46 M 5 x 0,8 5,0 6, ,9 4, , ,47 M 6 x 1,0 6,0 6, ,9 5, , ,47 M 8 x 1,25 8,0 8, ,2 6, , ,58 M 10 x 1,5 10,0 10, ,0 8, , ,93 M x 1,75,0 9, ,0 10, ,54 Tol. 6H +0,1 mm: Total length = 150 mm for electroplating allowance M 3 x 0,5 3,0 3, ,7 2, ,46 M 4 x 0,7 4,0 4, ,4 3, , ,46 M 5 x 0,8 5,0 6, ,9 4, , ,47 M 6 x 1,0 6,0 6, ,9 5, , ,47 M 8 x 1,25 8,0 8, ,2 6, , ,58 M 10 x 1,5 10,0 10, ,0 8, , ,93 M x 1,75,0 9, ,0 10, , ,69 31
32 Machine Nut Taps and Combined Machine Taps M Metric coarse ISO DIN 13 Machine Nut Tap Combined Machine Tap up to 1 x D up to 2 x D Combined form Machine Nut Tap Machine Tap for ing nuts up to 1,0 D. The fl utes can hold the most part of the chips. to 850 N/mm² 25,5 H up to 600 N/ mm² Combined Machine Tap Machine Tap, which allows core hole drilling and tapping in one fl uent process without changing tools. long long L3 Shank: DIN 357 M D1 D2 No. D2 L3 No. M 3 x 0,5 3,0 2, , ,08 3, , ,86 M 4 x 0,7 4,0 2, ,1 3, ,08 4, , ,86 M 5 x 0,8 5,0 3, ,7 4, ,24 5, , ,86 M 6 x 1,0 6,0 4, ,4 5, ,24 6, , ,84 M 8 x 1,25 8,0 6, ,9 6, ,56 8, , ,74 M 10 x 1,5 10,0 7, ,5 8, ,36 10, , ,94 M x 1,75,0 9, ,0 10, ,22, , ,35 M 14 x 2,0 14,0 11, ,0, ,92 M 16 x 2,0 16,0, ,0 14, ,20 M 18 x 2,5 18,0 14, ,0 15, ,16 M 20 x 2,5 20,0 16, ,0 17, ,96 M 22 x 2,5 22,0 18, ,5 19, ,72 M 24 x 3,0 24,0 18, ,5 21, ,00 32
33 iform Machine Forming Taps M Metric coarse ISO DIN 13 Machine Forming Taps for universal use Machine Forming Taps for higher demands Machine Forming Taps for universal use oversized (diameter) up to 2,5 x D Threading with no chips with oil grooves up to 3 x D Threading with no chips with oil grooves up to 2,5 x D Threading with no chips with oil grooves Machine Forming Taps have following advantages: - No chips - Up to 20 times longer lifetime (compared to taps) - Same forming tap for through and blind hole - Wide range of materials can be processed - Intersection of the is impossible - Very high trueness - Increased strength of the - Higher surface quality - Much higher cutting speed TIN X to 850 N/mm² 25,5 H -PM TIN X to 00 N/mm² 37,1 H TIN ISO3/6GX to 850 N/mm² 25,5 H DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M DIN 371 up to M 10 DIN 376 from M Shank: DIN 371 Shank: DIN 376 M D1 D2 No. No. No. Tol. 6HX: standard tolerance Tol. 6HX: standard tolerance Tol. 6GX: s with large clearance M 2 x 0,4 2,0 2, ,1 1, , , ,50 M 2,2 x 0,45 2,2 2, ,1 2, ,45 M 2,3 x 0,4 2,3 2, ,1 2, ,79 M 2,5 x 0,45 2,5 2, ,1 2, , , ,54 M 2,6 x 0,45 2,6 2, ,1 2, ,09 M 3 x 0,5 3,0 3, ,7 2, , , ,93 M 3,5 x 0,6 3,5 4, ,0 3, , , ,93 M 4 x 0,7 4,0 4, ,4 3, , , ,87 M 4,5 x 0,75 4,5 6, ,9 4, ,68 M 5 x 0,8 5,0 6, ,9 4, , , ,87 M 6 x 1,0 6,0 6, ,9 5, , , ,87 M 8 x 1,25 8,0 8, ,2 7, , , ,13 M 10 x 1,5 10,0 10, ,0 9, , , ,53 M x 1,75,0 9, ,0 11, , , ,75 M 14 x 2,0 14,0 11, ,0 13, , , ,19 M 16 x 2,0 16,0, ,0 15, , , ,15 M 18 x 2,5 18,0 14, ,0 16, , ,26 M 20 x 2,5 20,0 16, ,0 18, , ,48 33
34 1/4 Bit-Short Machine Taps M Metric coarse ISO DIN 13 Bit-Taps Form D for and blind holes up to 2 x D Form D HSSG to 800 N/mm² 22,2 H Effi cient internal cutting with battery-powered screwdriver (min. 7,5 Volt). Application: non abrasive material up unalloyed and low alloyed steel 4-5 s 1/4 M D1 No. M 3 x 0,5 3, /4'' 2, ,68 M 3,5 x 0,6 3, /4'' 2, ,90 M 4 x 0,7 4,0 35 1/4'' 3, ,68 M 4,5 x 0,75 4,5 35 1/4'' 3, ,90 M 5 x 0,8 5, /4'' 4, ,57 M 5,5 x 0,9 5, /4'' 4, ,57 M 6 x 1,0 6, /4'' 5, ,57 M 7 x 1,0 7, /4'' 6, ,57 M 8 x 1,25 8, /4'' 6, ,57 M 9 x 1,25 9, /4'' 7, ,24 M 10 x 1,5 10, /4'' 8, ,68 34
35 1/4 Combined-Bit-Taps M Metric coarse ISO DIN 13 Kombi-Bit-Taps for up to 1 x D Combined form Effi cient internal cutting with battery-powered screwdriver (min. 7,5 Volt). Core hole drilling and tapping in one fl uent process. HSSG to 600 N/mm² Application: non abrasive material up to 600 N/mm² unalloyed and low alloyed steel 4-5 s 1/4 M D1 D2 No. M 3 x 0,5 3,0 2,5 36 1/4'' ,13 M 4 x 0,7 4,0 3,3 39 1/4'' ,13 M 5 x 0,8 5,0 4,2 41 1/4'' ,13 M 6 x 1,0 6,0 5,0 44 1/4'' ,13 M 8 x 1,25 8,0 6,8 50 1/4'' ,80 M 10 x 1,5 10,0 8,5 59 1/4'' ,81 35
36 M Metric coarse ISO DIN 13 Left Hand for higher demands for stainless steels for brass HSS ISO-6g HSS ISO-6g ISO-6g ISO-6g HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 1,5 s right hand Chamfer: 2 s right hand Chamfer: 1,25 s right hand with spiral entry lapped with spiral entry lapped with spiral entry H 1 preparatory diameter M D D1 H D2 No. No. No. No. No. M 1 x 0,25 1, , ,74 M 1,1 x 0,25 1, , ,74 M 1,2 x 0,25 1, , ,74 M 1,4 x 0,3 1, , , ,97 M 1,6 x 0,35 1, , , ,11 M 1,7 x 0,35 1, , , ,11 M 1,8 x 0,35 1, , ,74 M 2 x 0,4 2, , , , , ,25 M 2,2 x 0,45 2, , ,08 M 2,3 x 0,4 2, , , ,82 M 2,5 x 0,45 2, , , , ,10 M 2,6 x 0,45 2, , , , ,10 M 3 x 0,5 3, , , , , , ,31 M 3,5 x 0,6 3, , , , ,80 M 4 x 0,7 4, , , , , , ,19 M 4,5 x 0,75 4, , ,20 M 5 x 0,8 5, , , , , , ,95 M 5 x 0,9 5, , ,36 M 5,5 x 0,9 5, , ,65 M 6 x 1,0 6, , , , , , ,95 M 7 x 1,0 7, , , , ,07 M 8 x 1,25 8, , , , , , ,19 M 9 x 1,25 9, , ,08 M 10 x 1,5 10, , , , , , ,95 M 11 x 1,5 11, , ,63 M x 1,75, , , , , , ,67 M 14 x 2,0 14, , , , , , ,38 M 15 x 2,0 15, , ,74 M 16 x 2,0 16, , , , , ,00 M 18 x 2,5 18, , , , , ,00 M 19 x 2,5 19, , ,73 M 20 x 2,5 20, , , , , ,00 M 22 x 2,5 22, , , , , ,25 36
37 M Metric coarse ISO DIN 13 Left Hand for higher demands for stainless steels for brass HSS ISO-6g HSS ISO-6g ISO-6g ISO-6g HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 1,5 s right hand Chamfer: 2 s right hand Chamfer: 1,25 s right hand with spiral entry lapped with spiral entry lapped with spiral entry H 1 preparatory diameter M D D1 H D2 No. No. No. No. No. M 24 x 3,0 24, , , , , ,25 M 27 x 3,0 27, , , , , ,82 M 30 x 3,5 30, , , , , ,00 M 33 x 3,5 33, , , ,99 M 36 x 4,0 36, , , ,99 M 39 x 4,0 39, , , ,91 M 42 x 4,5 42, , , ,91 M 45 x 4,5 45, , , ,77 M 48 x 5,0 48, , , ,77 M 52 x 5,0 52, , , ,77 M 56 x 5,5 56, , ,23 M 60 x 5,5 60, , ,23 M 64 x 6,0 64, , ,71 M 68 x 6,0 68, , ,71 M 72 x 6,0 72, * M 76 x 6,0 76, * M 80 x 6,0 80, * M 84 x 6,0 84, * M 88 x 6,0 88, * M 90 x 6,0 90, * M 92 x 6,0 92, * M 96 x 6,0 96, * M 100 x 6,0 100, * * on request 37
38 M Metric coarse ISO DIN 13 undersized dimensions: 25 x 9 HSS 6e HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s right hand H H 1 1 preparatory diameter preparatory diameter M D D1 H D2 No. M 3 x 0,5 3, , ,42 M 4 x 0,7 4, , ,42 M 5 x 0,8 5, , ,75 M 6 x 1,0 6, , ,75 M 8 x 1,25 8, , ,42 M 10 x 1,5 10, , ,19 M x 1,75, , ,83 M 14 x 2,0 14, , ,38 M 16 x 2,0 16, , ,57 M 18 x 2,5 18, , ,57 M 20 x 2,5 20, , ,57 M D D1 H D2 No. M 3 x 0,5 3, , ,98 M 4 x 0,7 4, , ,98 M 5 x 0,8 5, , ,98 M 6 x 1,0 6, , ,98 M 8 x 1,25 8, , ,98 M 10 x 1,5 10, , ,98 M x 1,75, , ,98 38
39 Hexagon Die Nuts M Metric coarse ISO DIN 13 Hexagon Die Nuts Hexagon Die Nuts Left Hand HSS ISO-6g HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand H 1 preparatory diameter M D D1 H D2 No. No. M 3 x 0,5 3, , , ,81 M 3,5 x 0,6 3, , ,86 M 4 x 0,7 4, , , ,81 M 5 x 0,8 4, , , ,26 M 6 x 1,0 6, , , ,26 M 7 x 1,0 7, , ,63 M 8 x 1,25 8, , , ,59 M 9 x 1,25 9, , ,63 M 10 x 1,5 10, , , ,94 M 11 x 1,5 11, , ,74 M x 1,75, , , ,41 M 14 x 2,0 14, , , ,41 M 16 x 2,0 16, , , ,34 M 18 x 2,5 18, , , ,34 M 20 x 2,5 20, , , ,34 M 22 x 2,5 22, , , ,16 M 24 x 3,0 24, , , ,16 M 27 x 3,0 27, , , ,04 M 30 x 3,5 30, , , ,04 M 33 x 3,5 33, , , ,04 M 36 x 4,0 36, , , ,04 M 39 x 4,0 39, , , ,43 M 42 x 4,5 42, , , ,43 M 45 x 4,5 45, , , ,05 M 48 x 5,0 48, , , ,05 M 52 x 5,0 52, , , ,05 M 56 x 5,5 56, , ,22 M 60 x 5,5 60, , ,22 M 64 x 6,0 64, , ,22 M 68 x 6,0 68, , ,17 39
40 Thread Cutting Kits with Taps, Dies and Tools fine MFMetric ISO DIN 13 BAER Hand-Tap ap Sets, and Tools Sets (example picture) BAER Set MF 3 - MF HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) MF 3 x 0,35 MF 4 x 0,5 MF 5 x 0,5 6 x 0,75 MF 8 x 0,75 MF 8 x 1,0 MF 10 x 1,0 MF x 1,5 BAER HSS MF 3 x 0,35 MF 4 x 0,5 MF 5 x 0,5 6 x 0,75 MF 8 x 0,75 MF 8 x 1,0 MF 10 x 1,0 MF x 1,5 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 5 20 x 7 25 x 9 30 x x 10 Screw extractor /Set 278,44 Item No.: BAER Set MF 6 - MF 20 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) MF 6 x 0,75 MF 8 x 0,75 MF 8 x 1,0 MF 10 x 1,0 MF x 1,0 MF x 1,5 MF 14 x 1,25 MF 14 x 1,5 MF 16 x 1,5 MF 18 x 1,5 MF 20 x 1,5 BAER HSS MF 6 x 0,75 MF 8 x 0,75 MF 8 x 1,0 MF 10 x 1,0 MF x 1,0 MF x 1,5 MF 14 x 1,25 MF 14 x 1,5 MF 16 x 1,5 MF 18 x 1,5 MF 20 x 1,5 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-G 1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 14 Screw extractor /Set 490,06 Item No.: BAER Set MF 6 - MF 24 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) MF 6 x 0,75 MF 8 x 0,75 MF 8 x 1,0 MF 10 x 1,0 MF x 1,0 MF x 1,5 MF 14 x 1,25 MF 14 x 1,5 MF 16 x 1,5 MF 18 x 1,5 MF 20 x 1,5 MF 22 x 1,5 MF 24 x 1,5 BAER HSS MF 6 x 0,75 MF 8 x 0,75 MF 8 x 1,0 MF 10 x 1,0 MF x 1,0 MF x 1,5 MF 14 x 1,25 MF 14 x 1,5 MF 16 x 1,5 MF 18 x 1,5 MF 20 x 1,5 MF 22 x 1,5 MF 24 x 1,5 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /16-1 G 1/4-G 3/4 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x 16 Screw extractor /Set 707,23 Item No.:
 BAER Set MF 5 - MF HSSG Short Machine Taps & Drill bits for core holes HSS /Set BAER HSSG Short Machine Tap Form")

41 Thread Cutting Kits with Taps and Dies fine MFMetric ISO DIN 13 BAER Short Machine Taps und Sets MF 5 - MF (example picture) BAER Set MF 5 - MF HSSG Short Machine Taps & Drill bits for core holes HSS /Set BAER HSSG Short Machine Tap Form D for through hole & blind hole (up to 4 x D) M 5 x 0,5 M 6 x 0,75 M 8 x 1,0 M 10 x 1,0 M x 1,5 164,50 BAER HSSG Drill bits for core holes 4,3 mm 5,2 mm 7,0 mm 9,0 mm 10,5 mm Item No.: BAER HSS M 5 x 0,5 M 6 x 0,75 M 8 x 1,0 M 10 x 1,0 M x 1,5 BES1 41
42 Short Machine Taps fine MFMetric ISO DIN 13 Short Machine Taps Form D for and blind holes up to 4 x D Form D Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. Application: non abrasive material up unalloyed and low alloyed steel HSSG 4-5 s 27,1 H Shank: DIN MF D1 D2 No. MF 6 x 0,75 6,0 6, ,9 5, ,31 MF 8 x 0,75 8,0 6, ,9 6, ,31 MF 8 x 1,0 8,0 6, ,9 7, ,31 MF 9 x 0,75 9,0 7, ,5 8, ,09 MF 9 x 1,0 9,0 7, ,5 8, ,09 MF 10 x 0,75 10,0 7, ,5 9, ,09 MF 10 x 1,0 10,0 7, ,5 9, ,31 MF 10 x 1,25 10,0 7, ,5 8, ,09 MF x 1,0,0 9, ,0 11, ,19 MF x 1,25,0 9, ,0 10, ,19 MF x 1,5,0 9, ,0 10, ,31 MF 13 x 1,0 13,0 11, ,0, ,07 MF 13 x 1,5 13,0 11, ,0 11, ,07 MF 14 x 1,0 14,0 11, ,0 13, ,07 MF 14 x 1,25 14,0 11, ,0, ,52 MF 14 x 1,5 14,0 11, ,0, ,08 MF 15 x 1,5 15,0, ,0 13, ,51 MF 16 x 1,5 16,0, ,0 14, ,08 MF 18 x 1,0 18,0 14, ,0 17, ,96 MF 18 x 1,5 18,0 14, ,0 16, ,74 MF 20 x 1,5 20,0 16, ,0 18, ,51 MF 20 x 2,0 20,0 16, ,0 18, ,28 MF 22 x 1,5 22,0 18, ,5 20, ,05 MF 22 x 2,0 22,0 18, ,5 20, ,05 MF 24 x 1,5 24,0 18, ,5 22, ,17 MF 24 x 2,0 24,0 18, ,5 22, ,59 MF 25 x 1,5 25,0 18, ,5 23, ,21 MF 26 x 1,5 26,0 18, ,5 24, ,21 MF 27 x 1,5 27,0 20, ,0 25, ,21 MF 28 x 1,5 28,0 20, ,0 26, ,98 MF 30 x 1,5 30,0 22, ,0 28, ,84 MF 30 x 2,0 30,0 22, ,0 28, ,84 MF 32 x 1,5 32,0 22, ,0 30, ,84
43 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN 2181 MF D1 D2 No. No. No. MF 2,5 x 0,35 2,5 2, ,1 2, ,18 MF 2,6 x 0,35 2,6 2, ,1 2, ,18 MF 3 x 0,35 3,0 3, ,7 2, ,18 MF 3,5 x 0,35 3,5 4, ,0 3, ,18 MF 4 x 0,35 4,0 4, ,4 3, ,18 MF 4 x 0,5 4,0 4, ,4 3, ,18 MF 4,5 x 0,5 4,5 6,0 50 4,9 4, ,18 MF 5 x 0,5 5,0 6,0 50 4,9 4, ,18 MF 5 x 0,75 5,0 6,0 50 4,9 4, ,18 MF 5,5 x 0,5 5,5 6,0 50 4,9 5, ,18 MF 6 x 0,5 6,0 6, ,9 5, ,18 MF 6 x 0,75 6,0 6, ,9 5, , , ,93 MF 7 x 0,5 7,0 6, ,9 6, ,63 MF 7 x 0,75 7,0 6, ,9 6, ,63 MF 8 x 0,5 8,0 6, ,9 7, ,63 MF 8 x 0,75 8,0 6, ,9 7, , , ,93 MF 8 x 1 8,0 6, ,9 7, , , ,93 MF 9 x 0,5 9,0 7, ,5 8, ,18 MF 9 x 0,75 9,0 7, ,5 8, ,18 MF 9 x 1 9,0 7, ,5 8, ,18 MF 10 x 0,5 10,0 7, ,5 9, ,18 MF 10 x 0,75 10,0 7, ,5 9, ,18 MF 10 x 1,0 10,0 7, ,5 9, , , ,49 MF 10 x 1,25 10,0 7, ,5 8, , , ,38 MF 11 x 0,75 11,0 8, ,2 10, ,40 MF 11 x 1,0 11,0 8, ,2 10, ,40 MF 11 x 1,25 11,0 8, ,2 10, ,40 MF x 0,5,0 9, ,0 11, ,40 MF x 0,75,0 9, ,0 10, ,40 MF x 1,0,0 9, ,0 11, , , ,61 MF x 1,25,0 9, ,0 10, , , ,61 MF x 1,5,0 9, ,0 10, , , ,61 MF 13 x 0,5 13,0 11, ,0, ,15 43
44 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN MF D1 D2 No. No. No. MF 13 x 0,75 13,0 11, ,0, ,29 MF 13 x 1,0 13,0 11, ,0, ,29 MF 13 x 1,5 13,0 11, ,0 11, ,29 MF 14 x 0,5 14,0 11, ,0 13, ,29 MF 14 x 0,75 14,0 11, ,0 13, ,29 MF 14 x 1,0 14,0 11, ,0 13, ,29 MF 14 x 1,25 14,0 11, ,0, , , ,63 MF 14 x 1,5 14,0 11, ,0, , , ,95 MF 15 x 0,75 15,0, ,0 14, ,18 MF 15 x 1,0 15,0, ,0 14, ,18 MF 15 x 1,5 15,0, ,0 13, ,18 MF 16 x 0,5 16,0, ,0 15, ,18 MF 16 x 0,75 16,0, ,0 15, ,18 MF 16 x 1,0 16,0, ,0 15, , , ,08 MF 16 x 1,25 16,0, ,0 14, ,18 MF 16 x 1,5 16,0, ,0 14, , , ,64 MF 17 x 1 17,0, ,0 16, ,08 MF 17 x 1,5 17,0, ,0 15, ,08 MF 18 x 0,5 18,0 14, ,0 17, ,08 MF 18 x 0,75 18,0 14, ,0 17, ,08 MF 18 x 1,0 18,0 14, ,0 17, ,08 MF 18 x 1,25 18,0 14, ,0 16, ,08 MF 18 x 1,5 18,0 14, ,0 16, , , ,45 MF 18 x 2,0 18,0 14, ,0 16, ,08 MF 19 x 1 19,0 16, ,0 18, ,76 MF 19 x 1,5 19,0 14, ,0 17, ,76 MF 20 x 0,5 20,0 16, ,0 19, ,76 MF 20 x 0,75 20,0 16, ,0 19, ,76 MF 20 x 1,0 20,0 16, ,0 19, ,76 MF 20 x 1,25 20,0 16, ,0 18, ,76 MF 20 x 1,5 20,0 16, ,0 18, , , ,55 MF 20 x 2,0 20,0 16, ,0 18, , ,70 MF 21 x 1 21,0 16, ,0 20, ,32
45 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN 2181 MF D1 D2 No. No. No. MF 21 x 1,5 21,0 16, ,0 19, ,32 MF 22 x 0,5 22,0 18, ,5 21, ,32 MF 22 x 0,75 22,0 18, ,5 21, ,32 MF 22 x 1,0 22,0 18, ,5 21, ,32 MF 22 x 1,25 22,0 18, ,5 20, ,32 MF 22 x 1,5 22,0 18, ,5 20, , , ,46 MF 22 x 2,0 22,0 18, ,5 20, , ,70 MF 23 x 1 23,0 18, ,5 22, ,47 MF 23 x 1,5 23,0 18, ,5 21, ,47 MF 24 x 0,5 24,0 18, ,5 23, ,47 MF 24 x 0,75 24,0 18, ,5 23, ,47 MF 24 x 1,0 24,0 18, ,5 23, ,47 MF 24 x 1,25 24,0 18, ,5 23, ,47 MF 24 x 1,5 24,0 18, ,5 22, , , ,93 MF 24 x 2,0 24,0 18, ,5 22, , ,88 MF 25 x 1,0 25,0 18, ,5 24, ,87 MF 25 x 1,5 25,0 18, ,5 23, ,87 MF 26 x 1,0 26,0 18, ,5 25, ,87 MF 26 x 1,5 26,0 18, ,5 24, ,87 MF 26 x 2,0 26,0 18, ,5 24, ,87 MF 27 x 1 27,0 20, ,0 26, ,87 MF 27 x 1,5 27,0 20, ,0 25, ,87 MF 27 x 2,0 27,0 20, ,0 25, ,47 MF 28 x 1,0 28,0 20, ,0 27, ,47 MF 28 x 1,5 28,0 20, ,0 26, ,47 MF 28 x 2,0 28,0 20, ,0 26, ,47 MF 29 x 1,5 29,0 22, ,0 27, ,47 MF 30 x 1,0 30,0 22, ,0 29, ,29 MF 30 x 1,5 30,0 22, ,0 28, , ,42 MF 30 x 2,0 30,0 22, ,0 28, , ,42 MF 30 x 2,5 30,0 22, ,0 27, ,29 MF 30 x 3,0 30,0 22, ,0 27, ,29 MF 32 x 1 32,0 22, ,0 31, ,29 45
46 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN MF D1 D2 No. No. No. MF 32 x 1,5 32,0 22, ,0 30, ,29 MF 32 x 2,0 32,0 22, ,0 30, ,29 MF 32 x 3,0 32,0 22, ,0 29, ,29 MF 33 x 1,5 33,0 25, ,0 31, ,29 MF 33 x 2,0 33,0 25, ,0 31, ,01 MF 33 x 3,0 33,0 25, ,0 30, ,01 MF 34 x 1 34,0 28, ,0 33, ,01 MF 34 x 1,5 34,0 28, ,0 32, ,01 MF 34 x 2,0 34,0 28, ,0 32, ,01 MF 35 x 1 35,0 28, ,0 34, ,01 MF 35 x 1,5 35,0 28, ,0 33, ,01 MF 35 x 2 35,0 28, ,0 33, ,01 MF 36 x 1 36,0 28, ,0 35, ,70 MF 36 x 1,5 36,0 28, ,0 34, ,70 MF 36 x 2,0 36,0 28, ,0 34, ,70 MF 36 x 3,0 36,0 28, ,0 33, ,70 MF 37 x 1,5 37,0 28, ,0 35, ,57 MF 38 x 1 38,0 28, ,0 37, ,57 MF 38 x 1,5 38,0 28, ,0 36, ,57 MF 38 x 2 38,0 28, ,0 36, ,57 MF 38 x 3 38,0 28, ,0 35, ,57 MF 39 x 1,5 39,0 32, ,0 37, ,57 MF 39 x 2,0 39,0 32, ,0 37, ,57 MF 39 x 3,0 39,0 32, ,0 36, ,57 MF 40 x 1 40,0 32, ,0 39, ,57 MF 40 x 1,5 40,0 32, ,0 38, ,57 MF 40 x 2,0 40,0 32, ,0 38, ,57 MF 40 x 3,0 40,0 32, ,0 37, ,57 MF 42 x 1 42,0 32, ,0 41, ,57 MF 42 x 1,5 42,0 32, ,0 40, ,57 MF 42 x 2,0 42,0 32, ,0 40, ,48 MF 42 x 3,0 42,0 32, ,0 39, ,48 MF 44 x 1,5 44,0 36, ,0 42, ,09
47 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN 2181 MF D1 D2 No. No. No. MF 44 x 2 44,0 36, ,0 42, ,09 MF 45 x 1 45,0 36, ,0 44, ,09 MF 45 x 1,5 45,0 36, ,0 43, ,09 MF 45 x 2,0 45,0 36, ,0 43, ,09 MF 45 x 3,0 45,0 36, ,0 42, ,09 MF 46 x 1,5 46,0 36, ,0 45, ,09 MF 48 x 1 48,0 36, ,0 47, ,53 MF 48 x 1,5 48,0 36, ,0 46, ,53 MF 48 x 2,0 48,0 36, ,0 46, ,53 MF 48 x 3,0 48,0 36, ,0 45, ,53 MF 50 x 1,5 50,0 36, ,0 48, ,25 MF 50 x 2,0 50,0 36, ,0 48, ,25 MF 50 x 3,0 50,0 36, ,0 47, ,25 MF 52 x 1,5 52,0 40, ,0 50, ,40 MF 52 x 2,0 52,0 40, ,0 50, ,40 MF 52 x 3,0 52,0 40, ,0 49, ,40 MF 54 x 1 54,0 40, ,0 53, ,36 MF 54 x 1,5 54,0 40, ,0 52, ,36 MF 54 x 2,0 54,0 40, ,0 52, ,36 MF 54 x 3,0 54,0 40, ,0 51, ,36 MF 54 x 4,0 54,0 40, ,0 50, ,36 MF 55 x 1,5 55,0 40, ,0 53, ,82 MF 55 x 2,0 55,0 40, ,0 53, ,82 MF 55 x 3,0 55,0 40, ,0 52, ,82 MF 55 x 4,0 55,0 40, ,0 51, ,82 MF 56 x 1 56,0 40, ,0 55, ,06 MF 56 x 1,5 56,0 40, ,0 54, ,06 MF 56 x 2,0 56,0 40, ,0 54, ,06 MF 56 x 3,0 56,0 40, ,0 53, ,06 MF 56 x 4,0 56,0 40, ,0 52, ,06 MF 58 x 1 58,0 45, ,0 57, ,69 MF 58 x 1,5 58,0 45, ,0 56, ,18 MF 58 x 2,0 58,0 45, ,0 56, ,18 47
48 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN MF D1 D2 No. No. No. MF 58 x 3,0 58,0 45, ,0 55, ,18 MF 58 x 4,0 58,0 45, ,0 54, ,18 MF 60 x 1,5 60,0 45, ,0 58, ,69 MF 60 x 2,0 60,0 45, ,0 58, ,69 MF 60 x 3,0 60,0 45, ,0 57, ,69 MF 60 x 4,0 60,0 45, ,0 56, ,69 MF 62 x 1,5 62,0 50, ,0 60, ,43 MF 62 x 2,0 62,0 50, ,0 60, ,43 MF 62 x 3,0 62,0 50, ,0 59, ,43 MF 62 x 4,0 62,0 50, ,0 58, ,43 MF 63 x 1,5 63,0 50, ,0 61, ,48 MF 64 x 1,5 64,0 50, ,0 62, ,48 MF 64 x 2,0 64,0 50, ,0 62, ,48 MF 64 x 3,0 64,0 50, ,0 61, ,48 MF 64 x 4,0 64,0 50, ,0 60, ,48 MF 65 x 1,5 65,0 50, ,0 63, , MF 65 x 2,0 65,0 50, ,0 63, , MF 65 x 3,0 65,0 50, ,0 62, , MF 65 x 4,0 65,0 50, ,0 61, , MF 68 x 1,5 68,0 50, ,0 66, ,28 MF 68 x 2,0 68,0 50, ,0 66, ,28 MF 68 x 3,0 68,0 50, ,0 65, ,28 MF 68 x 4,0 68,0 50, ,0 64, ,28 MF 70 x 1,5 70,0 50, ,0 68, ,26 MF 70 x 2,0 70,0 50, ,0 68, ,26 MF 70 x 3,0 70,0 50, ,0 67, ,18 MF 70 x 4,0 70,0 50, ,0 66, ,18 MF 72 x 1,5 72,0 50, ,0 70, ,26 MF 72 x 2,0 72,0 50, ,0 70, ,26 MF 72 x 3,0 72,0 50, ,0 69, ,18 MF 72 x 4,0 72,0 50, ,0 68, ,18 MF 74 x 1,5 74,0 50, ,0 72, ,77 MF 74 x 2,0 74,0 50, ,0 72, ,77
49 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN 2181 MF D1 D2 No. No. No. MF 74 x 3,0 74,0 50, ,0 71, ,66 MF 74 x 4,0 74,0 50, ,0 70, ,66 MF 75 x 1,5 75,0 50, ,0 73, ,14 MF 75 x 2,0 75,0 50, ,0 73, ,14 MF 75 x 3,0 75,0 50, ,0 72, ,25 MF 75 x 4,0 75,0 50, ,0 71, ,25 MF 76 x 1,5 76,0 50, ,0 74, ,18 MF 76 x 2,0 76,0 50, ,0 74, ,18 MF 76 x 3,0 76,0 50, ,0 73, ,49 MF 76 x 4,0 76,0 50, ,0 72, ,49 MF 78 x 1,5 78,0 50, ,0 76, ,18 MF 78 x 2,0 78,0 50, ,0 76, ,18 MF 78 x 3,0 78,0 50, ,0 75, ,49 MF 78 x 4,0 78,0 50, ,0 74, ,49 MF 80 x 1,5 80,0 50, ,0 78, ,24 MF 80 x 2,0 80,0 50, ,0 78, ,24 MF 80 x 3,0 80,0 50, ,0 77, ,32 MF 80 x 4,0 80,0 50, ,0 76, ,32 MF 82 x 1,5 82,0 50, ,0 80, ,24 MF 82 x 2,0 82,0 50, ,0 80, ,24 MF 82 x 3,0 82,0 50, ,0 79, ,32 MF 82 x 4,0 82,0 50, ,0 78, ,32 MF 84 x 1,5 84,0 50, ,0 82, ,27 MF 84 x 2,0 84,0 50, ,0 82, ,27 MF 84 x 3,0 84,0 50, ,0 81, ,21 MF 84 x 4,0 84,0 50, ,0 80, ,21 MF 85 x 1,5 85,0 50, ,0 83, ,68 MF 85 x 2,0 85,0 50, ,0 83, ,68 MF 85 x 3,0 85,0 50, ,0 82, ,95 MF 85 x 4,0 85,0 50, ,0 81, ,95 MF 86 x 1,5 86,0 50, ,0 84, ,68 MF 86 x 2,0 86,0 50, ,0 84, ,68 MF 86 x 3,0 86,0 50, ,0 83, ,95 49
50 Hand Tap Sets fine MFMetric ISO DIN 13 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for higher demands up to 2 x D up to 2 x D up to 2 x D HSSG 27,1 H HSSG 27,1 H bis 1000 N/mm² 31 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN MF D1 D2 No. No. No. MF 86 x 4,0 86,0 50, ,0 82, ,95 MF 88 x 1,5 88,0 50, ,0 86, ,29 MF 88 x 2,0 88,0 50, ,0 86, ,29 MF 88 x 3,0 88,0 50, ,0 85, ,15 MF 88 x 4,0 88,0 50, ,0 84, ,15 MF 90 x 1,5 90,0 50, ,0 88, ,84 MF 90 x 2,0 90,0 50, ,0 88, ,84 MF 90 x 3,0 90,0 50, ,0 87, ,39 MF 90 x 4,0 90,0 50, ,0 86, ,39 MF 92 x 1,5 92,0 56, ,0 90, ,99 MF 92 x 2,0 92,0 56, ,0 90, ,99 MF 92 x 3,0 92,0 56, ,0 89, ,01 MF 92 x 4,0 92,0 56, ,0 88, ,01 MF 95 x 1,5 95,0 56, ,0 93, ,24 MF 95 x 2,0 95,0 56, ,0 93, ,24 MF 95 x 3,0 95,0 56, ,0 92, ,87 MF 95 x 4,0 95,0 56, ,0 91, ,49 MF 96 x 1,5 96,0 56, ,0 94, ,24 MF 96 x 2,0 96,0 56, ,0 94, ,24 MF 96 x 3,0 96,0 56, ,0 93, ,87 MF 96 x 4,0 96,0 56, ,0 92, ,87 MF 98 x 1,5 98,0 56, ,0 96, ,84 MF 98 x 2,0 98,0 56, ,0 96, ,84 MF 98 x 3,0 98,0 56, ,0 95, ,26 MF 98 x 4,0 98,0 56, ,0 94, ,26 MF 100 x 1,5 100,0 56, ,0 98, ,48 MF 100 x 2,0 100,0 56, ,0 98, ,48 MF 100 x 3,0 100,0 56, ,0 97, ,50 MF 100 x 4,0 100,0 56, ,0 96, ,50 MF 105 x 1,5 105,0 56, ,0 103, ,87 MF 105 x 2,0 105,0 56, ,0 103, ,87 MF 105 x 3,0 105,0 56, ,0 102, ,82 MF 105 x 4,0 105,0 56, ,0 101, ,82
51 Machine Taps - Form B for fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand up to 4 x D Form B with spiral point up to 4 x D Form B with spiral point 27,1 H 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 3 x 0,35 3,0 2, , , ,85 MF 4 x 0,35 4,0 2, ,1 3, , ,85 MF 4 x 0,5 4,0 2, ,1 3, , ,85 MF 5 x 0,5 5,0 3,5 70 2,7 4, , ,85 MF 5 x 0,75 5,0 3,5 70 2,7 4, , ,85 MF 6 x 0,5 6,0 4, ,4 5, , ,85 MF 6 x 0,75 6,0 4, ,4 5, , ,85 MF 7 x 0,75 7,0 5, ,3 6, , ,85 MF 8 x 0,5 8,0 6, ,9 7, , ,85 MF 8 x 0,75 8,0 6, ,9 7, , ,85 MF 8 x 1,0 8,0 6, ,9 7, , ,85 MF 9 x 0,75 9,0 7, ,5 8, , ,85 MF 9 x 1,0 9,0 7, ,5 8, , ,85 MF 10 x 0,75 10,0 7, ,5 9, , ,96 MF 10 x 1,0 10,0 7, ,5 9, , ,96 MF 10 x 1,25 10,0 7, ,5 8, , ,96 MF 11 x 1,0 11,0 8, ,2 10, , ,21 MF 11 x 1,25 11,0 8, ,2 10, , ,21 MF x 0,75,0 9, ,0 10, , ,21 MF x 1,0,0 9, ,0 11, , ,21 MF x 1,25,0 9, ,0 10, , ,21 MF x 1,5,0 9, ,0 10, , ,21 MF 13 x 1,0 13,0 11, ,0, , ,57 MF 13 x 1,5 13,0 11, ,0 11, , ,57 MF 14 x 0,75 14,0 11, ,0 13, , ,57 MF 14 x 1,0 14,0 11, ,0 13, , ,57 MF 14 x 1,25 14,0 11, ,0, , ,57 MF 14 x 1,5 14,0 11, ,0, , ,57 MF 15 x 1,0 15,0, ,0 14, , ,04 MF 15 x 1,5 15,0, ,0 13, , ,04 MF 16 x 1,0 16,0, ,0 15, , ,04 MF 16 x 1,25 16,0, ,0 14, , ,04 MF 16 x 1,5 16,0, ,0 14, , ,04 MF 18 x 1,0 18,0 14, ,0 17, , ,06 MF 18 x 1,25 18,0 14, ,0 16, , ,06 51
52 Machine Taps - Form B for fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand up to 4 x D Form B with spiral point up to 4 x D Form B with spiral point 27,1 H 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 18 x 1,5 18,0 14, ,0 16, , ,06 MF 18 x 2,0 18,0 14, ,0 16, , ,06 MF 20 x 1,0 20,0 16,0 5 25,0 19, , ,08 MF 20 x 1,25 20,0 16,0 5 25,0 18, , ,08 MF 20 x 1,5 20,0 16,0 5 25,0 18, , ,08 MF 20 x 2,0 20,0 16, ,0 18, , ,08 MF 21 x 1,5 21,0 16,0 5 25,0 19, , ,08 MF 22 x 1,0 22,0 18, ,5 21, , ,57 MF 22 x 1,25 22,0 18, ,5 20, , ,57 MF 22 x 1,5 22,0 18, ,5 20, , ,57 MF 22 x 2,0 22,0 18, ,5 20, , ,57 MF 23 x 1,5 23,0 18, ,5 21, , ,50 MF 24 x 1,0 24,0 18, ,5 23, , ,50 MF 24 x 1,25 24,0 18, ,5 23, , ,50 MF 24 x 1,5 24,0 18, ,5 22, , ,50 MF 24 x 2,0 24,0 18, ,5 22, , ,50 MF 25 x 1,0 25,0 18, ,5 24, , ,50 MF 25 x 1,5 25,0 18, ,5 23, , ,50 MF 26 x 1,0 26,0 18, ,5 25, , ,50 MF 26 x 1,5 26,0 18, ,5 24, , ,50 MF 26 x 2,0 26,0 18, ,5 24, , ,50 MF 27 x 1,0 27,0 20, ,0 26, , ,01 MF 27 x 1,5 27,0 20, ,0 25, , ,01 MF 27 x 2,0 27,0 20, ,0 25, , ,01 MF 28 x 1,0 28,0 20, ,0 27, , ,01 MF 28 x 1,5 28,0 20, ,0 26, , ,01 MF 28 x 2,0 28,0 20, ,0 26, , ,01 MF 29 x 1,5 29,0 22, ,0 27, , ,18 MF 30 x 1,0 30,0 22, ,0 29, , ,18 MF 30 x 1,5 30,0 22, ,0 28, , ,18 MF 30 x 2,0 30,0 22, ,0 28, , ,18 MF 30 x 2,5 30,0 22, ,0 27, , ,18 MF 30 x 3,0 30,0 22, ,0 27, , ,18 MF 32 x 1,5 32,0 22, ,0 30, , ,16 MF 32 x 2,0 32,0 22, ,0 30, , ,16 52
53 Machine Taps - Form B for fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand up to 4 x D Form B with spiral point up to 4 x D Form B with spiral point 27,1 H 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 32 x 3,0 32,0 22, ,0 29, , ,16 MF 33 x 1,5 33,0 25, ,0 31, , ,16 MF 33 x 2,0 33,0 25, ,0 31, , ,16 MF 33 x 3,0 33,0 25, ,0 30, , ,16 MF 34 x 1,5 34,0 28, ,0 32, , ,16 MF 34 x 2,0 34,0 28, ,0 32, , ,16 MF 35 x 1,5 35,0 28, ,0 33, , ,16 MF 36 x 1,5 36,0 28, ,0 34, , ,62 MF 36 x 2,0 36,0 28, ,0 34, , ,62 MF 36 x 3,0 36,0 28, ,0 33, , ,62 MF 38 x 1,5 38,0 28, ,0 36, , ,10 MF 39 x 1,5 39,0 32, ,0 37, , ,10 MF 39 x 2,0 39,0 32, ,0 37, , ,10 MF 39 x 3,0 39,0 32, ,0 36, , ,10 MF 40 x 1,5 40,0 32, ,0 38, , ,59 MF 40 x 2,0 40,0 32, ,0 38, , ,59 MF 40 x 3,0 40,0 32, ,0 37, , ,59 MF 42 x 1,5 42,0 32, ,0 40, , ,24 MF 42 x 2,0 42,0 32, ,0 40, , ,24 MF 42 x 3,0 42,0 32, ,0 39, , ,24 MF 45 x 1,5 45,0 36, ,0 43, , ,61 MF 45 x 2,0 45,0 36, ,0 43, , ,61 MF 45 x 3,0 45,0 36, ,0 42, , ,61 MF 48 x 1,5 48,0 36, ,0 46, , ,92 MF 48 x 2,0 48,0 36, ,0 46, , ,92 MF 48 x 3,0 48,0 36, ,0 45, , ,92 MF 50 x 1,5 50,0 36, ,0 48, , ,65 MF 50 x 2,0 50,0 36, ,0 48, , ,65 MF 50 x 3,0 50,0 36, ,0 47, , ,65 MF 52 x 1,5 52,0 40, ,0 50, , ,68 MF 52 x 2,0 52,0 40, ,0 50, , ,68 MF 52 x 3,0 52,0 40, ,0 49, , ,68 MF 63 x 1,5 63,0 50, ,0 61, ,21 53
54 Machine Taps - Form B for fine MFMetric ISO DIN 13 Machine Tap for high-alloyed steels Machine Tap for stainless steels Machine Tap for aluminum up to 2,5 x D Form B with spiral point up to 2,5 x D Form B with spiral point up to 3 x D Form B with spiral point TIN to 1300 N/mm² 41 H TiAlN to 1300 N/mm² 41 H TIN 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s 4-5 s DIN 374 DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. No. MF 6 x 0,75 6,0 4, ,4 5, , , ,78 MF 8 x 1,0 8,0 6, ,9 7, , , ,71 MF 10 x 1,0 10,0 7, ,5 9, , , ,75 MF 10 x 1,25 10,0 7, ,5 8, , , ,02 MF x 1,0,0 9, ,0 11, , , ,87 MF x 1,25,0 9, ,0 10, , , ,55 MF x 1,5,0 9, ,0 10, , , ,38 MF 14 x 1,25 14,0 11, ,0, , , ,47 MF 14 x 1,5 14,0 11, ,0, , , ,47 MF 16 x 1,5 16,0, ,0 14, , , ,22 MF 18 x 1,5 18,0 14, ,0 16, , , ,79 MF 20 x 1,5 20,0 16,0 5 25,0 18, , , ,72 54
55 Machine Taps - Form B for fine MFMetric ISO DIN 13 Machine Tap for special alloys (Inconel, Hastelloy etc.) Machine Tap with longer tool life time Machine Tap oversized (diameter) up to 2,5 x D Form B with spiral point up to 2,5 x D Form B with spiral point up to 3 x D Form B with spiral point -PM TiAlN to 00 N/mm² 38 H TIN 27,1 H ISO3/6G 27,1 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s 4-5 s DIN 374 DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. No. Tol. 6G: s with large clearance MF 6 x 0,75 6,0 4, ,4 5, , ,87 MF 8 x 1,0 8,0 6, ,9 7, , , ,19 MF 10 x 1,0 10,0 7, ,5 9, , , ,66 MF 10 x 1,25 10,0 7, ,5 8, , , ,99 MF x 1,0,0 9, ,0 11, , ,58 MF x 1,25,0 9, ,0 10, , ,43 MF x 1,5,0 9, ,0 10, , , ,77 MF 14 x 1,25 14,0 11, ,0, ,16 MF 14 x 1,5 14,0 11, ,0, , , ,74 MF 16 x 1,5 16,0, ,0 14, , ,01 MF 18 x 1,5 18,0 14, ,0 16, , ,01 MF 20 x 1,5 20,0 16,0 5 25,0 18, , ,72 55
56 Machine Taps - () for and blind holes fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand Machine Tap with longer tool life time up to 2 x D up to 2 x D up to 1,5 x D 27,1 H 27,1 H TIN 27,1 H Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. DIN 374 DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. No. MF 4 x 0,35 4,0 2, ,1 3, ,59 MF 5 x 0,5 5,0 3,5 70 2,7 4, ,59 MF 6 x 0,5 6,0 4, ,4 5, ,84 MF 6 x 0,75 6,0 4, ,4 5, , , ,76 MF 7 x 0,75 7,0 5, ,3 6, ,42 MF 8 x 0,75 8,0 6, ,9 7, ,59 MF 8 x 1,0 8,0 6, ,9 7, , , ,00 MF 10 x 0,5 10,0 7, ,5 9, ,98 MF 10 x 1,0 10,0 7, ,5 9, , , ,37 MF 10 x 1,25 10,0 7, ,5 8, , , ,88 MF x 0,75,0 9, ,0 10, ,40 MF x 1,0,0 9, ,0 11, , ,61 MF x 1,25,0 9, ,0 10, , , ,33 MF x 1,5,0 9, ,0 10, , , ,61 MF 14 x 1,0 14,0 11, ,0 13, , ,24 MF 14 x 1,25 14,0 11, ,0, , ,46 MF 14 x 1,5 14,0 11, ,0, , , ,26 MF 16 x 1,0 16,0, ,0 15, , ,01 MF 16 x 1,25 16,0, ,0 14, ,44 MF 16 x 1,5 16,0, ,0 14, , , ,06 MF 18 x 1,0 18,0 14, ,0 17, ,41 MF 18 x 1,5 18,0 14, ,0 16, , , ,97 MF 18 x 2,0 18,0 14, ,0 16, ,41 MF 20 x 1,0 20,0 16,0 5 25,0 19, ,19 MF 20 x 1,25 20,0 16,0 5 25,0 18, ,19 MF 20 x 1,5 20,0 16,0 5 25,0 18, , , ,92 MF 20 x 2,0 20,0 16, ,0 18, ,19 MF 22 x 1,0 22,0 18, ,5 21, ,21 MF 22 x 1,5 22,0 18, ,5 20, , ,70 MF 22 x 2,0 22,0 18, ,5 20, ,21 56
57 Machine Taps - () for and blind holes fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand Machine Tap with longer tool life time up to 2 x D up to 2 x D up to 1,5 x D 27,1 H 27,1 H TIN 27,1 H Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. DIN 374 DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. No. MF 24 x 1,0 24,0 18, ,5 23, ,57 MF 24 x 1,5 24,0 18, ,5 22, ,57 MF 24 x 2,0 24,0 18, ,5 22, ,57 MF 25 x 1,0 25,0 18, ,5 24, ,57 MF 26 x 1,5 26,0 18, ,5 24, ,57 MF 27 x 1,5 27,0 20, ,0 25, ,15 MF 27 x 2,0 27,0 20, ,0 25, ,15 MF 28 x 1,5 28,0 20, ,0 26, ,15 MF 30 x 1,5 30,0 22, ,0 28, ,39 MF 30 x 2,0 30,0 22, ,0 28, ,39 MF 32 x 1,5 32,0 22, ,0 30, ,99 MF 32 x 2,0 32,0 22, ,0 30, ,99 MF 33 x 2,0 33,0 25, ,0 31, ,99 MF 35 x 1,5 35,0 28, ,0 33, ,99 MF 36 x 1,5 36,0 28, ,0 34, ,39 MF 36 x 2,0 36,0 28, ,0 34, ,39 MF 38 x 1,5 38,0 28, ,0 36, ,63 MF 40 x 1,5 40,0 32, ,0 38, ,77 MF 42 x 1,5 42,0 32, ,0 40, ,24 MF 45 x 1,5 45,0 36, ,0 43, ,98 MF 48 x 1,5 48,0 36, ,0 46, ,72 MF 50 x 1,5 50,0 36, ,0 48, ,03 MF 52 x 1,5 52,0 40, ,0 50, ,64 57
58 Machine Taps - () for and blind holes fine MFMetric ISO DIN 13 Machine Tap for cast materials Machine Tap for brass (short-chipping) up to 2,5 x D up to 2,5 x D TiCN to 1000 N/mm² 32 H TiCN to 1000 N/mm² 32 H Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 4 x 0,5 4,0 2, ,1 3, , ,19 MF 5 x 0,5 5,0 3,5 70 2,7 4, , ,19 MF 6 x 0,75 6,0 4, ,4 5, , ,69 MF 8 x 1,0 8,0 6, ,9 7, , ,39 MF 10 x 1,0 10,0 7, ,5 9, , ,93 MF 10 x 1,25 10,0 7, ,5 8, , ,93 MF x 1,25,0 9, ,0 10, , ,05 MF x 1,5,0 9, ,0 10, , ,05 MF 14 x 1,25 14,0 11, ,0, , ,00 MF 14 x 1,5 14,0 11, ,0, , ,59 MF 16 x 1,5 16,0, ,0 14, , ,35 MF 18 x 1,5 18,0 14, ,0 16, , ,38 MF 20 x 1,5 20,0 16,0 5 25,0 18, , ,52 58
59 Machine Taps - (with spiral flutes) for blind holes fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand blind holes up to 3 x D 35 spiral flute blind holes up to 3 x D 35 left spir. flute 27,1 H 27,1 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 3 x 0,35 3,0 2, , , ,96 MF 4 x 0,35 4,0 2, ,1 3, , ,96 MF 4 x 0,5 4,0 2, ,1 3, , ,96 MF 5 x 0,5 5,0 3, ,7 4, , ,96 MF 5 x ,0 3, ,7 4, , ,96 MF 6 x 0,5 6,0 4, ,4 5, , ,96 MF 6 x 0,75 6,0 4, ,4 5, , ,96 MF 7 x 0,75 7,0 5, ,3 6, , ,96 MF 8 x 0,5 8,0 6, ,9 7, , ,96 MF 8 x 0,75 8,0 6, ,9 7, , ,96 MF 8 x 1,0 8,0 6, ,9 7, , ,96 MF 9 x 0,75 9,0 7, ,5 8, , ,96 MF 9 x 1,0 9,0 7, ,5 8, , ,96 MF 10 x 0,75 10,0 7, ,5 9, , ,42 MF 10 x 1,0 10,0 7, ,5 9, , ,42 MF 10 x 1,25 10,0 7, ,5 8, , ,42 MF 11 x 1,0 11,0 8, ,2 10, , ,89 MF 11 x 1,25 11,0 8, ,2 10, , ,89 MF x 0,75,0 9, ,0 10, , ,89 MF x 1,0,0 9, ,0 11, , ,89 MF x 1,25,0 9, ,0 10, , ,89 MF x 1,5,0 9, ,0 10, , ,89 MF 13 x 1,0 13,0 11, ,0, , ,47 MF 13 x 1,5 13,0 11, ,0 11, , ,47 MF 14 x 0,75 14,0 11, ,0 13, , ,47 MF 14 x 1,0 14,0 11, ,0 13, , ,47 MF 14 x 1,25 14,0 11, ,0, , ,47 MF 14 x 1,5 14,0 11, ,0, , ,47 MF 15 x 1,0 15,0, ,0 14, , ,16 MF 15 x 1,5 15,0, ,0 13, , ,16 MF 16 x 1,0 16,0, ,0 15, , ,16 MF 16 x 1,25 16,0, ,0 14, , ,16 MF 16 x 1,5 16,0, ,0 14, , ,16 MF 18 x 1,0 18,0 14, ,0 17, , ,98 MF 18 x 1,25 18,0 14, ,0 16, , ,98 59
60 Machine Taps - (with spiral flutes) for blind holes fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand blind holes up to 3 x D 35 spiral flute blind holes up to 3 x D 35 left spir. flute 27,1 H 27,1 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 18 x 1,5 18,0 14, ,0 16, , ,98 MF 18 x 2,0 18,0 14, ,0 16, , ,98 MF 20 x 1,0 20,0 16,0 5 14,0 19, , ,88 MF 20 x 1,25 20,0 16,0 5 17,0 18, , ,88 MF 20 x 1,5 20,0 16,0 5 17,0 18, , ,88 MF 20 x 2,0 20,0 16, ,0 18, , ,88 MF 21 x 1,5 21,0 16,0 5 17,0 19, , ,88 MF 22 x 1,0 22,0 18, ,5 21, , ,38 MF 22 x 1,25 22,0 18, ,5 20, , ,38 MF 22 x 1,5 22,0 18, ,5 20, , ,38 MF 22 x 2,0 22,0 18, ,5 20, , ,38 MF 23 x 1,5 23,0 18, ,5 21, , ,65 MF 24 x 1,0 24,0 18, ,5 23, , ,65 MF 24 x 1,25 24,0 18, ,5 23, , ,65 MF 24 x 1,5 24,0 18, ,5 22, , ,65 MF 24 x 2,0 24,0 18, ,5 22, , ,65 MF 25 x 1,0 25,0 18, ,5 24, , ,65 MF 25 x 1,5 25,0 18, ,5 23, , ,65 MF 26 x 1,0 26,0 18, ,5 25, , ,65 MF 26 x 1,5 26,0 18, ,5 24, , ,65 MF 26 x 2,0 26,0 18, ,5 24, , ,65 MF 27 x 1,0 27,0 20, ,0 26, , ,49 MF 27 x 1,5 27,0 20, ,0 25, , ,49 MF 27 x 2,0 27,0 20, ,0 25, , ,49 MF 28 x 1,0 28,0 20, ,0 27, , ,49 MF 28 x 1,5 28,0 20, ,0 26, , ,49 MF 28 x 2,0 28,0 20, ,0 26, , ,49 MF 29 x 1,5 29,0 22, ,0 27, , ,77 MF 30 x 1,0 30,0 22, ,0 29, , ,77 MF 30 x 1,5 30,0 22, ,0 28, , ,77 MF 30 x 2,0 30,0 22, ,0 28, , ,77 MF 30 x 2,5 30,0 22, ,0 27, , ,77 MF 30 x 3,0 30,0 22, ,0 27, , ,77 MF 32 x 1,5 32,0 22, ,0 30, , ,43 MF 32 x 2,0 32,0 22, ,0 30, , ,43 60
61 Machine Taps - (with spiral flutes) for blind holes fine MFMetric ISO DIN 13 Machine Tap Machine Tap Left-hand blind holes up to 3 x D 35 spiral flute blind holes up to 3 x D 35 left spir. flute 27,1 H 27,1 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. MF 32 x 3,0 32,0 22, ,0 29, , ,43 MF 33 x 1,5 33,0 25, ,0 31, , ,43 MF 33 x 2,0 33,0 25, ,0 31, , ,43 MF 33 x 3,0 33,0 25, ,0 30, , ,43 MF 34 x 1,5 34,0 28, ,0 32, , ,43 MF 34 x 2,0 34,0 28, ,0 32, , ,43 MF 35 x 1,5 35,0 28, ,0 33, , ,43 MF 36 x 1,5 36,0 28, ,0 34, , ,58 MF 36 x 2,0 36,0 28, ,0 34, , ,58 MF 36 x 3,0 36,0 28, ,0 33, , ,58 MF 38 x 1,5 38,0 28, ,0 36, , ,06 MF 39 x 1,5 39,0 32, ,0 37, , ,06 MF 39 x 2,0 39,0 32, ,0 37, , ,06 MF 39 x 3,0 39,0 32, ,0 36, , ,06 MF 40 x 1,5 40,0 32, ,0 38, , ,78 MF 40 x 2,0 40,0 32, ,0 38, , ,78 MF 40 x 3,0 40,0 32, ,0 37, , ,78 MF 42 x 1,5 42,0 32, ,0 40, , ,22 MF 42 x 2,0 42,0 32, ,0 40, , ,22 MF 42 x 3,0 42,0 32, ,0 39, , ,22 MF 45 x 1,5 45,0 36, ,0 43, , ,82 MF 45 x 2,0 45,0 36, ,0 43, , ,82 MF 45 x 3,0 45,0 36, ,0 42, , ,82 MF 48 x 1,5 48,0 36, ,0 46, , ,46 MF 48 x 2,0 48,0 36, ,0 46, , ,46 MF 48 x 3,0 48,0 36, ,0 45, , ,46 MF 50 x 1,5 50,0 36, ,0 48, , ,34 MF 50 x 2,0 50,0 36, ,0 48, , ,34 MF 50 x 3,0 50,0 36, ,0 47, , ,34 MF 52 x 1,5 52,0 40, ,0 50, , ,37 MF 52 x 2,0 52,0 40, ,0 50, , ,37 MF 52 x 3,0 52,0 40, ,0 49, , ,37 MF 63 x 1,5 63,0 50, ,0 61, ,17 61
62 Machine Taps - (with spiral flutes) for blind holes fine MFMetric ISO DIN 13 Machine Tap und for high-alloyed steels Machine Tap PRO for stainless steels with high tool life time Machine Tap for special alloys (Inconel, Hastelloy etc.) blind holes up to 2,5 x D 40 spiral flute blind holes up to 2,5 x D 35 spiral flute blind holes up to 2,5 x D 45 spiral flute TIN to 1300 N/mm² 41 H TiAlN to 1300 N/mm² 41 H -PM TiAlN to 00 N/mm² 38 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 374 DIN 374 DIN 374 Shank: DIN 374 MF D1 D2 No. No. No. MF 6 x 0,75 6,0 4, ,4 5, , ,37 MF 8 x 1,0 8,0 6, ,9 7, , , ,70 MF 10 x 1,0 10,0 7, ,5 9, , , ,37 MF 10 x 1,25 10,0 7, ,5 8, , , ,77 MF x 1,0,0 9, ,0 11, , , ,46 MF x 1,25,0 9, ,0 10, , , ,30 MF x 1,5,0 9, ,0 10, , , ,85 MF 14 x 1,5 14,0 11, ,0, , , ,11 MF 16 x 1,5 16,0, ,0 14, , , ,41 MF 18 x 1,5 18,0 14, ,0 16, , , ,71 MF 20 x 1,5 20,0 16,0 5 17,0 18, , , ,16 MF 22 x 1,5 22,0 18, ,5 20, , ,80 62
63 Machine Taps - (with spiral flutes) for blind holes fine MFMetric ISO DIN 13 Machine Tap oversized (diameter) blind holes up to 3 x D 40 spiral flute ISO3/6G 27,1 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 374 Shank: DIN 374 MF D1 D2 No. Tol. 6G: s with large clearance MF 6 x 0,75 6,0 4, ,4 5, ,48 MF 8 x 1,0 8,0 6, ,9 7, ,48 MF 10 x 1,0 10,0 7, ,5 9, ,28 MF 10 x 1,25 10,0 7, ,5 8, ,09 MF x 1,5,0 9, ,0 10, ,99 MF 14 x 1,5 14,0 11, ,0, ,78 63
64 iform Machine Forming Taps fine MFMetric ISO DIN 13 Machine Forming Taps for universal use Machine Forming Taps for universal use oversized (diameter) up to 2,5 x D Threading with no chips with oil grooves up to 2,5 x D Threading with no chips with oil grooves Machine Forming Taps have following advantages: - No chips - Up to 20 times longer lifetime (compared to taps) - Same forming tap for through and blind hole - Wide range of materials can be processed - Intersection of the is impossible - Very high trueness - Increased strength of the - Higher surface quality - Much higher cutting speed TIN X to 850 N/mm² 25,5 H TIN ISO3/6GX to 850 N/mm² 25,5 H DIN 371 up to M 10 DIN 374 from M DIN 371 up to M 10 DIN 374 from M Shank: DIN 371 Shank: DIN 374 MF D1 D2 No. No. Tol. 6HX: standard tolerance Tol. 6GX: s with large clearance MF 3 x 0,35 3,0 3, ,7 2, , ,48 MF 4 x 0,5 4,0 4,5 63 3,4 3, , ,49 MF 5 x 0,5 5,0 6, ,9 4, , ,49 MF 6 x 0,75 6,0 6, ,9 5, , ,13 MF 8 x 1,0 8,0 8, ,2 7, , ,72 MF 10 x 1,0 10,0 10, ,0 9, , ,76 MF 10 x 1,25 10,0 10, ,0 9, , ,76 MF x 1,0,0 9, ,0 11, , ,48 MF x 1,25,0 9, ,0 11, , ,48 MF x 1,5,0 9, ,0 11, , ,48 MF 14 x 1,25 14,0 11, ,0 13, , ,39 MF 14 x 1,5 14,0 11, ,0 13, , ,39 MF 16 x 1,5 16,0, ,0 15, , ,18 MF 18 x 1,5 18,0 14, ,0 17, , ,34 MF 20 x 1,5 20,0 16,0 5 25,0 19, , ,11 64
65 1/4 Bit-Short Machine Taps fine MFMetric ISO DIN 13 Bit-Taps Form D for and blind holes up to 2 x D Form D HSSG to 800 N/mm² 22,2 H Effi cient internal cutting with battery-powered screwdriver (min. 7,5 Volt). Application: non abrasive material up unalloyed and low alloyed steel 4-5 s 1/4 MF D1 No. MF 3 x 0,35 3,0 33,0 11 1/4'' 2, * MF 3,5 x 0,35 3,5 33,5 10 1/4'' 3, * MF 4 x 0,35 4,0 35,0 1/4'' 3, * MF 4 x 0,5 4,0 35,0 1/4'' 3, * MF 4,5 x 0,5 4,5 35,0 1/4'' 4, * MF 5 x 0,5 5,0 36,0 15 1/4'' 4, * MF 5 x 0,75 5,0 36,0 15 1/4'' 4, * MF 5,5 x 0,5 5,5 35,0 15 1/4'' 5, * MF 6 x 0,5 6,0 39,0 18 1/4'' 5, * MF 6 x 0,75 6,0 39,0 18 1/4'' 5, * MF 7 x 0,5 7,0 37,5 16 1/4'' 6, * MF 7 x 0,75 7,0 37,5 16 1/4'' 6, * MF 8 x 0,5 8,0 40,0 19 1/4'' 7, * MF 8 x 0,75 8,0 40,0 19 1/4'' 7, * MF 8 x 1 8,0 40,0 19 1/4'' 7, * MF 9 x 0,5 9,0 40,5 18 1/4'' 8, * MF 9 x 0,75 9,0 40,5 18 1/4'' 8, * MF 9 x 1 9,0 40,5 18 1/4'' 8, * MF 10 x 0,5 10,0 41,0 21 1/4'' 9, * MF 10 x 0,75 10,0 41,0 21 1/4'' 9, * MF 10 x 1,0 10,0 41,0 21 1/4'' 9, * MF 10 x 1,25 10,0 41,0 21 1/4'' 8, * * on request 65
66 fine MFMetric ISO DIN 13 Left Hand for higher demands for stainless steels undersized HSS ISO-6g HSS ISO-6g ISO-6g ISO-6g HSS 6e Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 1,5 s right hand Chamfer: 2 s right hand Chamfer: 1,75 s right hand with spiral entry lapped with spiral entry lapped with spiral entry H 1 preparatory diameter MF D D1 H D2 No. No. No. No. No. D2 Tol. 6e MF 2,5 x 0,35 2, , ,81 MF 2,6 x 0,35 2, , ,81 MF 3 x 0,35 3, , , , MF 3,5 x 0,35 3, , , ,78 MF 4 x 0,35 4, , ,03 MF 4 x 0,5 4, , , , ,77 3,84 mm MF 4,5 x 0,5 4, , ,03 MF 5 x 0,5 5, , , , ,77 4,83 mm MF 5 x 0,75 5, , ,03 MF 5,5 x 0,5 5, , ,03 MF 6 x 0,5 6, , , , ,13 5,83 mm MF 6 x 0,75 6, , , , , , ,59 5,81 mm MF 7 x 0,5 7, , , , ,28 6,83 mm MF 7 x 0,75 7, , ,81 MF 8 x 0,5 8, , , , ,43 7,82 mm MF 8 x 0,75 8, , , , , , ,74 7,80 mm MF 8 x 1,0 8, , , , , , ,56 7,78 mm MF 9 x 0,5 9, , ,26 MF 9 x 0,75 9, , ,26 MF 9 x 1,0 9, , ,26 MF 10 x 0,5 10, , ,26 MF 10 x 0,75 10, , , , ,52 9,79 mm MF 10 x 1,0 10, , , , , , ,53 9,77 mm MF 10 x 1,25 10, , , , , ,26 MF 11 x 1,0 11, , ,38 MF 11 x 1,25 11, , ,38 MF x 0,5, , ,06 MF x 0,75, , , ,46 11,78 mm MF x 1,0, , , , , , ,83 11,76 mm MF x 1,25, , , , , ,13 MF x 1,5, , , , , , ,68 11,73 mm MF 13 x 0,5 13, , ,61 MF 13 x 1,0 13, , ,49 66
67 fine MFMetric ISO DIN 13 Left Hand for higher demands for stainless steels undersized HSS ISO-6g HSS ISO-6g ISO-6g ISO-6g HSS 6e Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 1,5 s right hand Chamfer: 2 s right hand Chamfer: 1,75 s right hand with spiral entry lapped with spiral entry lapped with spiral entry H 1 preparatory diameter MF D D1 H D2 No. No. No. No. No. D2 Tol. 6e MF 13 x 1,5 13, , ,49 MF 14 x 0,5 14, , ,93 MF 14 x 0,75 14, , ,61 MF 14 x 1,0 14, , , , ,40 13,76 mm MF 14 x 1,25 14, , , , , ,74 MF 14 x 1,5 14, , , , , , ,68 13,73 mm MF 15 x 0,75 15, , ,30 MF 15 x 1,0 15, , ,84 MF 15 x 1,5 15, , ,84 MF 16 x 0,5 16, , ,64 MF 16 x 0,75 16, , ,64 MF 16 x 1,0 16, , , , , ,21 15,76 mm MF 16 x 1,25 16, , ,84 MF 16 x 1,5 16, , , , , , ,85 15,73 mm MF 17 x 1,0 17, , ,86 MF 17 x 1,5 17, , ,86 MF 18 x 0,5 18, , ,86 MF 18 x 0,75 18, , ,86 MF 18 x 1,0 18, , , , ,80 17,74 mm MF 18 x 1,25 18, , ,62 MF 18 x 1,5 18, , , , , , ,85 17,71 mm MF 18 x 2,0 18, , , ,20 MF 19 x 1,0 19, , ,86 MF 19 x 1,5 19, , ,62 MF 20 x 0,5 20, , ,86 MF 20 x 0,75 20, , ,86 MF 20 x 1,0 20, , , , ,80 19,66 mm MF 20 x 1,25 20, , ,17 MF 20 x 1,5 20, , , , , , ,21 19,71 mm MF 20 x 2,0 20, , , ,20 MF 21 x 1,0 21, , ,54 MF 21 x 1,5 21, , ,54 MF 22 x 0,5 22, , ,57 67
68 fine MFMetric ISO DIN 13 Left Hand for higher demands for stainless steels undersized HSS ISO-6g HSS ISO-6g ISO-6g ISO-6g HSS 6e Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 1,5 s right hand Chamfer: 2 s right hand Chamfer: 1,75 s right hand with spiral entry lapped with spiral entry lapped with spiral entry H 1 preparatory diameter MF D D1 H D2 No. No. No. No. No. D2 Tol. 6e MF 22 x 0,75 22, , ,57 MF 22 x 1,0 22, , ,32 MF 22 x 1,25 22, , ,32 MF 22 x 1,5 22, , , , , , ,50 21,71 mm MF 22 x 2,0 22, , ,32 MF 23 x 1,0 23, , ,46 MF 23 x 1,5 23, , ,32 MF 24 x 0,5 24, , ,57 MF 24 x 0,75 24, , ,57 MF 24 x 1,0 24, , , ,51 21,74 mm MF 24 x 1,25 24, , ,32 MF 24 x 1,5 24, , , , , , ,95 23,70 mm MF 24 x 2,0 24, , , , ,11 MF 25 x 1,0 25, , ,57 MF 25 x 1,5 25, , ,57 MF 26 x 1,0 26, , ,57 MF 26 x 1,5 26, , , , ,21 25,69 mm MF 26 x 2,0 26, , ,57 MF 27 x 1,0 27, , ,37 MF 27 x 1,5 27, , ,37 MF 27 x 2,0 27, , ,37 MF 28 x 1,0 28, , ,37 MF 28 x 1,5 28, , ,37 MF 28 x 2,0 28, , ,37 MF 29 x 1,5 29, , ,37 MF 30 x 1,0 30, , ,37 MF 30 x 1,5 30, , , ,14 MF 30 x 2,0 30, , , , ,49 MF 30 x 2,5 30, , , * MF 30 x 3,0 30, , , * MF 32 x 1,0 32, , , * MF 32 x 1,5 32, , , * MF 32 x 2,0 32, , , * 68
69 fine MFMetric ISO DIN 13 HSS ISO-6g HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s right hand H H 1 1 preparatory diameter preparatory diameter MF D D1 H D2 No. MF 32 x 3,0 32, , ,37 MF 33 x 1,5 33, , ,37 MF 33 x 2,0 33, , ,37 MF 33 x 3,0 33, , ,37 MF 34 x 1,0 34, , ,99 MF 34 x 1,5 34, , ,37 MF 34 x 2,0 34, , ,37 MF 35 x 1,0 35, , ,99 MF 35 x 1,5 35, , ,37 MF 35 x 2,0 35, , ,99 MF 36 x 1,0 36, , ,99 MF 36 x 1,5 36, , ,37 MF 36 x 2,0 36, , ,37 MF 36 x 3,0 36, , ,37 MF 37 x 1,5 37, , ,54 MF 38 x 1,0 38, , ,54 MF 38 x 1,5 38, , ,23 MF 38 x 2,0 38, , ,23 MF 38 x 3,0 38, , ,54 MF 39 x 1,5 39, , ,23 MF 39 x 2,0 39, , ,23 MF 39 x 3,0 39, , ,23 MF 40 x 1,0 40, , ,54 MF 40 x 1,5 40, , ,23 MF 40 x 2,0 40, , ,23 MF 40 x 3,0 40, , ,23 MF 42 x 1,0 42, , ,54 MF 42 x 1,5 42, , ,23 MF 42 x 2,0 42, , ,23 MF 42 x 3,0 42, , ,23 MF 44 x 1,5 44, , ,07 MF 44 x 2,0 44, , ,07 MF 45 x 1,0 45, , ,07 MF D D1 H D2 No. MF 45 x 1,5 45, , ,38 MF 45 x 2,0 45, , ,38 MF 45 x 3,0 45, , ,38 MF 46 x 1,5 46, , ,07 MF 48 x 1,0 48, , ,07 MF 48 x 1,5 48, , ,38 MF 48 x 2,0 48, , ,38 MF 48 x 3,0 48, , ,38 MF 50 x 1,5 50, , ,38 MF 50 x 2,0 50, , ,38 MF 50 x 3,0 50, , ,38 MF 52 x 1,5 52, , ,38 MF 52 x 2,0 52, , ,38 MF 52 x 3,0 52, , ,38 MF 54 x 1,5 54, , ,25 MF 54 x 2,0 54, , ,25 MF 54 x 3,0 54, , ,25 MF 54 x 4,0 54, , ,25 MF 55 x 1,5 55, , ,25 MF 55 x 2,0 55, , ,25 MF 55 x 3,0 55, , ,25 MF 55 x 4,0 55, , ,25 MF 56 x 1,5 56, , ,25 MF 56 x 2,0 56, , ,25 MF 56 x 3,0 56, , ,25 MF 56 x 4,0 56, , ,25 MF 58 x 1,5 58, , ,25 MF 58 x 2,0 58, , ,25 MF 58 x 3,0 58, , ,25 MF 58 x 4,0 58, , ,25 MF 60 x 1,5 60, , ,25 MF 60 x 2,0 60, , ,25 MF 60 x 3,0 60, , ,25 69
70 fine MFMetric ISO DIN 13 HSS ISO-6g HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s right hand H H 1 1 preparatory diameter preparatory diameter MF D D1 H D2 No. MF 60 x 4,0 60, , ,25 MF 62 x 1,5 62, , ,25 MF 62 x 2,0 62, , ,25 MF 62 x 3,0 62, , ,25 MF 62 x 4,0 62, , ,25 MF 63 x 1,5 63, , ,25 MF 64 x 1,5 64, , ,35 MF 64 x 2,0 64, , ,35 MF 64 x 3,0 64, , ,35 MF 64 x 4,0 64, , ,35 MF 65 x 1,5 65, , ,35 MF 65 x 2,0 65, , ,35 MF 65 x 3,0 65, , ,35 MF 65 x 4,0 65, , ,35 MF 68 x 1,5 68, , ,35 MF 68 x 2,0 68, , ,35 MF 68 x 3,0 68, , ,35 MF 68 x 4,0 68, , ,35 MF 70 x 1,5 70, , ,35 MF 70 x 2,0 70, , ,35 MF 70 x 3,0 70, , ,35 MF 70 x 4,0 70, , ,35 MF 72 x 1,5 72, , ,35 MF 72 x 2,0 72, , ,35 MF 72 x 3,0 72, , ,35 MF 72 x 4,0 72, , ,35 MF 74 x 1,5 74, , ,35 MF 74 x 2,0 74, , ,35 MF 74 x 3,0 74, , ,35 MF 74 x 4,0 74, , ,35 MF 75 x 1,5 75, , ,35 MF 75 x 2,0 75, , ,35 MF 75 x 3,0 75, , ,35 MF D D1 H D2 No. MF 75 x 4,0 75, , ,35 MF 76 x 1,5 76, , ,35 MF 76 x 2,0 76, , ,35 MF 76 x 3,0 76, , ,35 MF 76 x 4,0 76, , ,35 MF 78 x 1,5 78, , ,35 MF 78 x 2,0 78, , ,35 MF 78 x 3,0 78, , ,35 MF 78 x 4,0 78, , ,35 MF 80 x 1,5 80, , ,35 MF 80 x 2,0 80, , ,35 MF 80 x 3,0 80, , ,35 MF 80 x 4,0 80, , ,35 MF 82 x 1,5 82, , ,57 MF 82 x 2,0 82, , ,57 MF 82 x 3,0 82, , ,57 MF 82 x 4,0 82, , ,57 MF 84 x 1,5 84, , ,57 MF 84 x 2,0 84, , ,57 MF 84 x 3,0 84, , ,57 MF 84 x 4,0 84, , ,57 MF 85 x 1,5 85, , ,57 MF 85 x 2,0 85, , ,57 MF 85 x 3,0 85, , ,57 MF 85 x 4,0 85, , ,57 MF 86 x 1,5 86, , ,26 MF 86 x 2,0 86, , ,26 MF 86 x 3,0 86, , ,26 MF 86 x 4,0 86, , ,26 MF 88 x 1,5 88, , ,26 MF 88 x 2,0 88, , ,26 MF 88 x 3,0 88, , ,26 MF 88 x 4,0 88, , ,26 70
71 fine MFMetric ISO DIN 13 HSS ISO-6g Chamfer: 1,5 s right hand H 1 preparatory diameter MF D D1 H D2 No. MF 90 x 1,5 90, , ,26 MF 90 x 2,0 90, , ,26 MF 90 x 3,0 90, , ,26 MF 90 x 4,0 90, , ,26 MF 92 x 1,5 92, , ,26 MF 92 x 2,0 92, , ,26 MF 92 x 3,0 92, , ,26 MF 92 x 4,0 92, , ,26 MF 95 x 1,5 95, , ,26 MF 95 x 2,0 95, , ,26 MF 95 x 3,0 95, , ,26 MF 95 x 4,0 95, , ,26 MF 96 x 1,5 96, , ,26 MF 96 x 2,0 96, , ,26 MF 96 x 3,0 96, , ,26 MF 96 x 4,0 96, , ,26 MF 98 x 1,5 98, , ,29 MF 98 x 2,0 98, , ,29 MF 98 x 3,0 98, , ,29 MF 98 x 4,0 98, , ,29 MF 100 x 1,5 100, , ,29 MF 100 x 2,0 100, , ,29 MF 100 x 3,0 100, , ,29 MF 100 x 4,0 100, , ,29 MF 105 x 1,5 105, , ,29 MF 105 x 2,0 105, , ,29 MF 105 x 3,0 105, , ,29 MF 105 x 4,0 105, , ,29 MF 110 x 1,5 110, , ,21 MF 110 x 2,0 110, , ,21 MF 110 x 3,0 110, , ,21 MF 110 x 4,0 110, , ,21 71
72 Hexagon Die Nuts fine MFMetric ISO DIN 13 Hexagon Die Nuts Hexagon Die Nuts HSS ISO-6g HSS ISO-6g Chamfer: 1,5 s right hand Chamfer: 1,5 s right hand H H 1 1 preparatory diameter preparatory diameter 72 MF D D1 H D2 No. MF 3 x 0,35 3, , ,16 MF 4 x 0,35 3, , ,16 MF 4 x 0,5 4, , ,16 MF 5 x 0,5 5, , ,16 MF 5 x 0,75 5, , ,16 MF 6 x 0,5 6, , ,16 MF 6 x 0,75 6, , ,16 MF 7 x 0,75 7, , ,28 MF 8 x 0,5 8, , ,28 MF 8 x 0,75 8, , ,28 MF 8 x 1,0 8, , ,28 MF 9 x 0,75 9, , ,28 MF 9 x 1,0 9, , ,28 MF 10 x 0,75 10, , ,28 MF 10 x 1,0 10, , ,28 MF 10 x 1,25 10, , ,28 MF 11 x 1,0 11, , ,18 MF 11 x 1,25 11, , ,18 MF x 0,75, , ,18 MF x 1,0, , ,18 MF x 1,25, , ,18 MF x 1,5, , ,18 MF 13 x 1,0 13, , ,64 MF 13 x 1,5 13, , ,64 MF 14 x 0,75 14, , ,64 MF 14 x 1,0 14, , ,64 MF 14 x 1,25 14, , ,64 MF 14 x 1,5 14, , ,64 MF 15 x 1,0 15, , ,32 MF 15 x 1,5 15, , ,32 MF 16 x 1,0 16, , ,44 MF 16 x 1,25 16, , ,44 MF 16 x 1,5 16, , ,44 MF 18 x 1,0 18, , ,66 MF D D1 H D2 No. MF 18 x 1,25 18, , ,66 MF 18 x 1,5 18, , ,66 MF 18 x 2,0 18, , ,66 MF 20 x 1,0 20, , ,66 MF 20 x 1,25 20, , ,66 MF 20 x 1,5 20, , ,66 MF 20 x 2,0 20, , ,66 MF 21 x 1,5 21, , ,83 MF 22 x 1,0 22, , ,83 MF 22 x 1,25 22, , ,83 MF 22 x 1,5 22, , ,83 MF 22 x 2,0 22, , ,83 MF 23 x 1,5 23, , ,83 MF 24 x 1,0 24, , ,83 MF 24 x 1,25 24, , ,83 MF 24 x 1,5 24, , ,83 MF 24 x 2,0 24, , ,83 MF 25 x 1,0 25, , ,89 MF 25 x 1,5 25, , ,89 MF 26 x 1,0 26, , ,89 MF 26 x 1,5 26, , ,89 MF 26 x 2,0 26, , ,89 MF 27 x 1,0 27, , ,23 MF 27 x 1,5 27, , ,23 MF 27 x 2,0 27, , ,23 MF 28 x 1,0 28, , ,23 MF 28 x 1,5 28, , ,23 MF 28 x 2,0 28, , ,23 MF 29 x 1,5 29, , ,23 MF 30 x 1,0 30, , ,23 MF 30 x 1,5 30, , ,23 MF 30 x 2,0 30, , ,23 MF 30 x 3,0 30, , ,23 MF 32 x 1,5 32, , ,23
73 Hexagon Die Nuts fine MFMetric ISO DIN 13 Hexagon Die Nuts HSS ISO-6g Chamfer: 1,5 s right hand H 1 preparatory diameter MF D D1 H D2 No. MF 32 x 2,0 32, , ,23 MF 32 x 3,0 32, , ,23 MF 33 x 1,5 33, , ,23 MF 33 x 2,0 33, , ,23 MF 33 x 3,0 33, , ,23 MF 34 x 1,5 34, , ,23 MF 34 x 2,0 34, , ,23 MF 35 x 1,5 35, , ,23 MF 36 x 1,5 36, , ,23 MF 36 x 2,0 36, , ,23 MF 36 x 3,0 36, , ,23 MF 38 x 1,5 38, , ,06 MF 39 x 1,5 39, , ,06 MF 39 x 2,0 39, , ,06 MF 39 x 3,0 39, , ,06 MF 40 x 1,5 40, , ,06 MF 40 x 2,0 40, , ,06 MF 40 x 3,0 40, , ,06 MF 42 x 1,5 42, , ,06 MF 42 x 2,0 42, , ,06 MF 42 x 3,0 42, , ,06 MF 45 x 1,5 45, , ,03 MF 45 x 2,0 45, , ,03 MF 45 x 3,0 45, , ,03 MF 48 x 1,5 48, , ,03 MF 48 x 2,0 48, , ,03 MF 48 x 3,0 48, , ,03 MF 50 x 1,5 50, , ,03 MF 50 x 2,0 50, , ,03 MF 50 x 3,0 50, , ,03 MF 52 x 1,5 52, , ,03 MF 52 x 2,0 52, , ,44 MF 52 x 3,0 52, , ,44 73
74 Thread Cutting Kits with Taps, Dies and Tools G-Rohr BAER Hand-Tap ap Sets, and Tools Sets (example picture) British standard whitworth pipe DIN ISO 228 BAER Set G 1/8-1 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 G 1 x 11 BAER HSS G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 G 1 x 11 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 & M /2-1.1/4 G 1/4-1 BAER Die Stocks - zinc die cast 30 x x x x x 18 Screw extractor /Set 601,44 Item No.: BAER Set G 1/8-1 (incl. intermediate sizes) HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 5/8 x 14 G 3/4 x 14 G 7/8 x 14 G 1 x 11 BAER HSS G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 5/8 x 14 G 3/4 x 14 G 7/8 x 14 G 1 x 11 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 & M /2-1.1/4 G 1/4-1 BAER Die Stocks - zinc die cast 30 x x x x x 18 Screw extractor /Set 806,37 Item No.: BAER Set G 1/4-1.1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 G 1 x 11 G 1.1/4 x 11 G 1.1/2 x 11 BAER HSS G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 G 1 x 11 G 1.1/4 x 11 G 1.1/2 x 11 BAER adjustable Tap Wrenches - zinc die cast M 4-5/32-1/2 G 1/8 & M /16-1 G 1/4-3/4 & M /8-2 G 3/4-1.3/4 BAER Die Stocks - zinc die cast 38 x x x x x x 22 Screw extractor /Set 1619,40 Item No.:
 G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 BAER HSSG Hexagonal-Die-Nuts G 1/8 x")
 G 1/8 x 28 G 1/4 x 19 G 3/8")

75 Thread Cutting Kits with Taps and Dies G-Rohr BAER Taps and Dies Sets (example picture) British standard whitworth pipe DIN ISO 228 BAER Set G 1/8-3/4 Short Machine Taps through hole & blind hole HSSG Hexagonal-Die-Nuts BAER HSSG Short Machine TapsForm D for and blind holes (up to 4 x D) G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 BAER HSSG Hexagonal-Die-Nuts G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 /Set. 189,60 Item No.: BSR1 BAER Set G 1/8-1/2 Short Machine Taps through hole & blind hole HSSG Hexagonal-Die-Nuts BAER HSSG Short Machine TapsForm D for and blind holes (up to 4 x D) G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 BAER HSSG Hexagonal-Die-Nuts G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 /Set. 144,50 Item No.: BSR2 Attention: the box two empty spaces/ recesses for BSP3/4 Tap and Round Die in case of adding them later BAER Set G 1/8-3/4 Short Machine Taps through hole & blind hole HSSG BAER HSSG Short Machine TapsForm D for and blind holes (up to 4 x D) G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 BAER HSSG G 1/8 x 28 G 1/4 x 19 G 3/8 x 19 G 1/2 x 14 G 3/4 x 14 /Set. 222,00 Item No.: BSR1 75
76 Short Machine Taps G-Rohr British standard whitworth pipe DIN ISO 228 Short Machine Taps Form D for and blind holes up to 4 x D Form D HSSG medium to 800 N/mm² 22,2 H Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. Application: non abrasive material up unalloyed and low alloyed steel 4-5 s Shank: DIN 5157 G D1 D2 No. BSP 1/8 x 28 9,73 7, ,5 8, ,76 BSP 1/4 x 19 13,16 11, ,0 11, ,31 BSP 3/8 x 19 16,66, ,0 15, ,53 BSP 1/2 x 14 20,95 16, ,0 19, ,07 BSP 3/4 x 14 26,44 20, ,0 24, ,06 BSP 1'' x 11 33,25 25, ,0 30, ,14 BSP 1.1/4 x 11 41,91 32, ,0 39, ,96 BSP 1.1/2 x 11 47,80 36, ,0 45, ,46 BSP 1.3/4 x 11 53,74 40, ,0 51, ,92 BSP 2'' x 11 59,61 45, ,0 57, ,92 BSP 2.1/4 x 11 65,71 50, ,0 63, ,52 BSP 2.1/2 x 11 75,18 50, ,0 72, ,14 BSP 2.3/4 x 11 81,53 50, ,0 79, ,93 BSP 3'' x 11 87,88 50, ,0 85, ,90 BSP 3.1/2 x ,3 56, ,0 98, ,89 BSP 4'' x ,0 56, ,0 110, ,57 76
77 Hand Tap Sets G-Rohr British standard whitworth pipe DIN ISO 228 Hand Tap Sets Hand Tap Sets Left Hand Hand Tap Sets for high tensile materials up to 2 x D up to 2 x D up to 2 x D HSSG medium 27,1 H HSSG medium 27,1 H medium bis 00 N/mm² 38,2 H Effi cient internal cutting. The short structural type makes that tap usable by hand. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN 5157 G D1 D2 No. No. No. BSP 1/8 x 28 9,73 7, ,5 8, , , ,84 BSP 1/4 x 19 13,16 11, ,0 11, , , ,95 BSP 3/8 x 19 16,66, ,0 15, , , ,92 BSP 1/2 x 14 20,95 16, ,0 19, , , ,22 BSP 5/8 x 14 22,91 18, ,5 21, , ,63 BSP 3/4 x 14 26,44 20, ,0 24, , , ,29 BSP 7/8 x 14 30,20 22, ,0 28, ,28 BSP 1'' x 11 33,25 25, ,0 30, , , ,97 BSP 1.1/8 x 11 37,90 28, ,0 35, , ,44 BSP 1.1/4 x 11 41,91 32, ,0 39, , ,44 BSP 1.3/8 x 11 44,32 36, ,0 41, , ,73 BSP 1.1/2 x 11 47,80 36, ,0 45, , ,73 BSP 1.5/8 x 11 52,00 40, ,0 49, ,33 BSP 1.3/4 x 11 53,74 40, ,0 51, , ,77 BSP 2'' x 11 59,61 45, ,0 57, , ,77 BSP 2.1/4 x 11 65,71 50, ,0 63, ,04 BSP 2.1/2 x 11 75,18 50, ,0 72, ,29 BSP 2.3/4 x 11 81,53 50, ,0 79, ,86 BSP 3'' x 11 87,88 50, ,0 85, ,81 BSP 3.1/2 x ,3 56, ,0 98, ,78 BSP 4'' x ,0 56, ,0 110, ,13 77
78 Machine Taps - Form B for and Left-hand G-Rohr British standard whitworth pipe DIN ISO 228 Machine Tap Machine Tap for stainless steels Machine Tap Left-hand up to 4 x D Form B with spiral point up to 2,5 x D Form B with spiral point up to 2 x D medium 27,1 H TiAlN medium to 1300 N/mm² 41 H medium 27,1 H Tap for machine use in through hole and for left-hand in through and blind holes. The spiral point pushes the chips ahead. 4-5 s 4-5 s DIN 5156 DIN 5156 DIN 5156 Shank: DIN 5156 G D1 D2 No. No. No. BSP 1/8 x 28 9,73 7, ,5 8, , , ,16 BSP 1/4 x 19 13,16 11, ,0 11, , , ,17 BSP 3/8 x 19 16,66, ,0 15, , , ,85 BSP 1/2 x 14 20,95 16,0 5 25,0 19, , , ,22 BSP 5/8 x 14 22,91 18, ,5 21, , , ,46 BSP 3/4 x 14 26,44 20, ,0 24, , , ,94 BSP 7/8 x 14 30,20 22, ,0 28, , ,75 BSP 1'' x 11 33,25 25, ,0 30, , , ,23 BSP 1.1/8 x 11 37,90 28, ,0 35, , ,39 BSP 1.1/4 x 11 41,91 32, ,0 39, , ,09 BSP 1.3/8 x 11 44,32 36, ,0 41, , ,47 BSP 1.1/2 x 11 47,80 36, ,0 45, , ,16 BSP 1.3/4 x 11 53,74 40, ,0 51, , ,55 BSP 2'' x 11 59,61 45, ,0 57, , ,20 78
79 Machine Taps - (with spiral flutes) for blind holes G-Rohr British standard whitworth pipe DIN ISO 228 Machine Tap Machine Tap for stainless steels blind holes up to 3 x D 35 spiral flute blind holes up to 2,5 x D 40 spiral flute medium 27,1 H TiAlN medium to 1300 N/mm² 41 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. DIN 5156 DIN 5156 Shank: DIN 5156 G D1 D2 No. No. BSP 1/8 x 28 9,73 7, ,5 8, , ,35 BSP 1/4 x 19 13,16 11, ,0 11, , ,87 BSP 3/8 x 19 16,66, ,0 15, , ,76 BSP 1/2 x 14 20,95 16,0 5 25,0 19, , ,40 BSP 5/8 x 14 22,91 18, ,5 21, , ,50 BSP 3/4 x 14 26,44 20, ,0 24, , ,51 BSP 7/8 x 14 30,20 22, ,0 28, , ,84 BSP 1'' x 11 33,25 25, ,0 30, , ,97 BSP 1.1/8 x 11 37,90 28, ,0 35, , ,16 BSP 1.1/4 x 11 41,91 32, ,0 39, , ,24 BSP 1.3/8 x 11 44,32 36, ,0 41, , ,59 BSP 1.1/2 x 11 47,80 36, ,0 45, , ,64 BSP 1.3/4 x 11 53,74 40, ,0 51, , ,75 BSP 2'' x 11 59,61 45, ,0 57, , ,51 79
80 iform Machine Forming Taps G-Rohr British standard whitworth pipe DIN ISO 228 Machine Forming Taps for universal use up to 2,5 x D Threading with no chips with oil grooves Machine Forming Taps have following advantages: - No chips - Up to 20 times longer lifetime (compared to taps) - Same forming tap for through and blind hole - Wide range of materials can be processed - Intersection of the is impossible - Very high trueness - Increased strength of the - Higher surface quality - Much higher cutting speed TIN ISO 5969 X to 850 N/mm² 25,5 H Shank: DIN 5156 G D1 D2 No. BSP 1/8 x 28 9,73 7, ,5 9, ,55 BSP 1/4 x 19 13,16 11, ,0, ,38 BSP 3/8 x 19 16,66, ,0 16, ,76 BSP 1/2 x 14 20,95 16,0 5 25,0 20, ,06 BSP 3/4 x 14 26,44 20, ,0 25, ,20 80
81 G-Rohr Left Hand for stainless steels British standard whitworth pipe DIN ISO 228 HSS A HSS A A Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 1,5 s right hand with spiral entry H 1 preparatory diameter G D D1 H D2 No. No. No. BSP 1/8 x 28 9, , , , ,61 BSP 1/4 x 19 13, , , , ,61 BSP 3/8 x 19 16, , , , ,42 BSP 1/2 x 14 20, , , , ,42 BSP 5/8 x 14 22, , , ,61 BSP 3/4 x 14 26, , , , ,17 BSP 7/8 x 14 30, , , ,44 BSP 1" x 11 33, , , , ,23 BSP 1.1/8 x 11 37, , , ,61 BSP 1.1/4 x 11 41, , , ,61 BSP 1.3/8 x 11 44, , , ,32 BSP 1.1/2 x 11 47, , , ,32 BSP 1.5/8 x 11 52, , , ,32 BSP 1.3/4 x 11 53, , , ,89 BSP 2" x 11 59, , , ,89 BSP 2" x 11 59, , ,87 BSP 2.1/4 x 11 65, , ,22 BSP 2.1/2 x 11 75, , ,61 BSP 2.3/4 x 11 81, , ,61 BSP 3" x 11 87, , ,08 BSP 3.1/2 x , , ,77 BSP 4" x , , ,28 81
82 Hexagon Die Nuts G-Rohr British standard whitworth pipe DIN ISO 228 Hexagon Die Nuts Hexagon Die Nuts Left Hand HSS A HSS A Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand H 1 preparatory diameter G D D1 H D2 No. No. BSP 1/8 x 28 9, , , ,41 BSP 1/4 x 19 13, , , ,86 BSP 3/8 x 19 16, , , ,69 BSP 1/2 x 14 20, , , ,69 BSP 5/8 x 14 22, , , ,62 BSP 3/4 x 14 26, , , ,62 BSP 7/8 x 14 30, , ,46 BSP 1" x 11 33, , , ,79 BSP 1.1/8 x 11 37, , , ,13 BSP 1.1/4 x 11 41, , , ,13 BSP 1.3/8 x 11 44, , , ,03 BSP 1.1/2 x 11 47, , , ,03 BSP 1.5/8 x 11 52, , ,28 BSP 1.3/4 x 11 53, , , ,54 BSP 2" x 11 59, , , ,54 82
83 83
84 Thread Cutting Kits with Taps, Dies and Tools coarse CUnified ANSI B1.1 BAER Hand-Tap ap Sets, and Tools Sets (example picture) BAER Set C 1/4-1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 BAER HSS C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x 14 Screw extractor /Set 262,85 Item No.: BAER Set C 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 C 5/8 x 11 C 3/4 x 10 BAER HSS C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 C 5/8 x 11 C 3/4 x 10 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 18 Screw extractor /Set 462,23 Item No.: BAER Set C 1/4-1 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 C 5/8 x 11 C 3/4 x 10 C 7/8 x 9 C 1 x 8 BAER HSS C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 C 5/8 x 11 C 3/4 x 10 C 7/8 x 9 C 1 x 8 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /16-1 G 1/4-3/4 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x 22 Screw extractor /Set 690,51 Item No.: BAER Set C 1/4-1.1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 C 5/8 x 11 C 3/4 x 10 C 7/8 x 9 C 1 x 8 C 1.1/8 x 7 C 1.1/4 x 7 C 1.3/8 x 6 C 1.1/2 x 6 BAER HSS C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 C 5/8 x 11 C 3/4 x 10 C 7/8 x 9 C 1 x 8 C 1.1/8 x 7 C 1.1/4 x 7 C 1.3/8 x 6 C 1.1/2 x 6 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 & M /2-1.1/4 G 1/4-1 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x x 25 Screw extractor /Set 1748,62 Item No.: BAER Set C & F 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C BAER HSSG Hand Tap Sets (2 parts) F BAER HSS C BAER HSS F C 1/4 C 5/16 C 3/8 C 7/16 C 1/2 C 5/8 C 3/4 F 1/4 F 5/16 F 3/8 F 7/16 F 1/2 F 5/8 F 3/4 C 1/4 C 5/16 C 3/8 C 7/16 C 1/2 C 5/8 C 3/4 F 1/4 F 5/16 F 3/8 F 7/16 F 1/2 F 5/8 F 3/4 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 18 Screw extractor /Set 746,20 Item No.:
85 Thread Cutting Kits with Taps and Dies coarse CUnified ANSI B1.1 BAER Short Machine Taps und Sets C 1/4-1/2 (example picture) BAER Set C 1/4-1/2 HSSG Short Machine Taps & Drill bits for core holes HSS /Set BAER HSSG Short Machine Tap Form D for through hole & blind hole (up to 4 x D) C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x ,20 BAER HSSG Drill bits for core holes 5,2 mm 6,6 mm 8,0 mm 9,4 mm 10,8 mm Item No.: BAER HSS C 1/4 x 20 C 5/16 x 18 C 3/8 x 16 C 7/16 x 14 C 1/2 x 13 BES2 85
86 Short Machine Taps and Hand Tap Sets coarse CUnified ANSI B1.1 Short Machine Taps Form D for and blind holes Hand Tap Sets Hand Tap Sets Left Hand up to 4 x D Form D up to 2 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG 2B 27,1 H HSSG 2B 27,1 H HSSG 2B 27,1 H A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap 4-5 s Shank: DIN C D1 D2 No. No. No. C No 1 x 64 1,85 2, ,1 1, ,55 C No 2 x 56 2,18 2, ,1 1, ,55 C No 3 x 48 2,52 2, ,1 2, ,55 C No 4 x 40 2,85 3,5 40 2,7 2, ,27 C No 5 x 40 3,18 3,5 40 2,7 2, ,27 C No 6 x 32 3,51 4, ,0 2, , ,75 C No 8 x 32 4,17 4, ,4 3, , ,75 C No 10 x 24 4,83 6, ,9 3, , ,75 C No x 24 5,49 6, ,9 4, , ,75 C 1/4 x 20 6,35 6, ,9 5, , , ,05 C 5/16 x 18 7,94 6, ,9 6, , , ,05 C 3/8 x 16 9,53 7, ,5 8, , , ,73 C 7/16 x 14 11,11 8, ,2 9, , , ,75 C 1/2 x 13,70 9, ,0 10, , , ,09 C 9/16 x 14,29 11, ,0, , , , C 5/8 x 11 15,88, ,0 13, , , ,80 C 3/4 x 10 19,05 14, ,0 16, , , ,19 C 7/8 x 9 22,23 18, ,5 19, , , ,22 C 1'' x 8 25,40 18, ,5 22, , , ,61 C 1.1/8 x 7 28,58 22, ,0 25, ,02 C 1.1/4 x 7 31,75 22, ,0 28, ,98 C 1.3/8 x 6 34,93 28, ,0 30, ,87 C 1.1/2 x 6 38,10 32, ,0 34, ,46 C 1.5/8 x 5 41,28 32, ,0 37, ,93 C 1.3/4 x 5 44,45 36, ,0 39, ,93 C 1.7/8 x 4,5 47,63 36, ,0 42, ,61 C 2'' x 4,5 50,80 40, ,0 45, ,61 C 2.1/4 x 4,5 57,15 45, ,0 51, ,00 C 2.1/2 x 4 63,50 50, ,0 57, ,64 C 2.3/4 x 4 69,85 50, ,0 63, ,16 C 3" x 4 73,20 50, ,0 70, ,00
87 Machine Taps - Form B for coarse CUnified ANSI B1.1 Machine Tap Machine Tap for stainless steels up to 4 x D Form B with spiral point up to 2,5 x D Form B with spiral point 2B 27,1 H -TiAlN 2B to 1300 N/mm² 41 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s Shank: DIN 371 DIN 371 DIN 376 DIN 371 up to C 1/4 DIN 376 from C 5/16 Shank: DIN 376 C D1 D2 No. No. DIN 371 C No 2 x 56 2,18 2, ,1 1, ,00 C No 3 x 48 2,52 2, ,1 2, ,38 C No 4 x 40 2,85 3, ,7 2, , ,83 C No 5 x 40 3,18 3, ,7 2, , ,06 C No 6 x 32 3,51 4,0 56 3,0 2, , ,06 C No 8 x 32 4,17 4, ,4 3, , ,06 C No 10 x 24 4,83 6, ,9 3, , ,80 C No x 24 5,49 6, ,9 4, , ,80 C 1/4 x 20 6,35 7, ,5 5, , ,80 C 5/16 x 18 7,94 8, ,2 6, ,59 C 3/8 x 16 9,53 9, ,0 8, ,92 DIN 376 C No 4 x 40 2,85 1, , ,13 C No 5 x 40 3,18 2, ,8 2, ,13 C No 6 x 32 3,51 2,5 56 2,1 2, ,13 C No 8 x 32 4,17 2, ,1 3, ,13 C No 10 x 24 4,83 3, ,7 3, ,13 C No x 24 5,49 3, ,7 4, ,13 C 1/4 x 20 6,35 4, ,4 5, ,13 C 5/16 x 18 7,94 6, ,9 6, , ,87 C 3/8 x 16 9,53 7, ,5 8, , , C 7/16 x 14 11,11 8, ,2 9, , ,00 C 1/2 x 13,70 9, ,0 10, , ,00 C 9/16 x 14,29 11, ,0, , ,02 C 5/8 x 11 15,88, ,0 13, , ,90 C 3/4 x 10 19,05 14, ,0 16, , ,53 C 7/8 x 9 22,23 18, ,5 19, , ,59 C 1'' x 8 25,40 20, ,0 22, , ,61 C 1.1/4 x 7 31,75 22, ,0 28, ,76 C 1.1/2 x 6 38,10 32, ,0 34, ,32 C 1.3/4 x 5 44,45 36, ,0 39, ,62 C 2'' x 4,5 50,80 40, ,0 45, ,95 87
88 Machine Taps - (with spiral flutes) for blind holes coarse CUnified ANSI B1.1 Machine Tap Machine Tap for stainless steels blind holes up to 3 x D 35 spiral flute blind holes up to 2,5 x D 40 spiral flute 2B 27,1 H -TiAlN 2B to 1300 N/mm² 41 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. Shank: DIN 371 DIN 371 DIN 376 DIN 371 up to C 1/4 DIN 376 from C 5/16 Shank: DIN 376 C D1 D2 No. No. DIN 371 C No 2 x 56 2,18 2, ,1 1, ,70 C No 3 x 48 2,52 2, ,1 2, ,80 C No 4 x 40 2,85 3, ,7 2, , ,08 C No 5 x 40 3,18 3, ,7 2, , ,31 C No 6 x 32 3,51 4, ,0 2, , ,31 C No 8 x 32 4,17 4, ,4 3, , ,31 C No 10 x 24 4,83 6, ,9 3, , ,05 C No x 24 5,49 6, ,9 4, , ,05 C 1/4 x 20 6,35 7, ,5 5, , ,05 C 5/16 x 18 7,94 8, ,2 6, ,15 C 3/8 x 16 9,53 9, ,0 8, ,59 DIN 376 C No 4 x 40 2,85 1, , ,36 C No 5 x 40 3,18 2, ,8 2, ,36 C No 6 x 32 3,51 2,5 56 2,1 2, ,36 C No 8 x 32 4,17 2, ,1 3, ,36 C No 10 x 24 4,83 3, ,7 3, ,36 C No x 24 5,49 3, ,7 4, ,36 C 1/4 x 20 6,35 4, ,4 5, ,36 C 5/16 x 18 7,94 6, ,9 6, , , C 3/8 x 16 9,53 7, ,5 8, , ,37 C 7/16 x 14 11,11 8, ,2 9, , ,25 C 1/2 x 13,70 9, ,0 10, , ,25 C 9/16 x 14,29 11, ,0, , ,27 C 5/8 x 11 15,88, ,0 13, , ,15 C 3/4 x 10 19,05 14, ,0 16, , ,78 C 7/8 x 9 22,23 18, ,5 19, , ,84 C 1'' x 8 25,40 20, ,0 22, , ,86 C 1.1/4 x 7 31,75 22, ,0 28, ,01 C 1.1/2 x 6 38,10 32, ,0 34, ,95 C 1.3/4 x 5 44,45 36, ,0 39, ,35 C 2'' x 4,5 50,80 40, ,0 45, ,92 88
89 iform Machine Forming Taps coarse CUnified ANSI B1.1 Machine Forming Taps for universal use up to 2,5 x D Threading with no chips with oil grooves Machine Forming Taps have following advantages: - No chips - Up to 20 times longer lifetime (compared to taps) - Same forming tap for through and blind hole - Wide range of materials can be processed - Intersection of the is impossible - Very high trueness - Increased strength of the - Higher surface quality - Much higher cutting speed TIN 2BX to 850 N/mm² 25,5 H Shank: DIN 371 DIN 371 up to C 3/8 DIN 376 from C 7/16 Shank: DIN 376 C D1 D2 No. C No 4 x 40 2,85 3, ,7 2, * C No 5 x 40 3,18 3, ,7 2, * C No 6 x 32 3,51 4,0 56 3,0 3, * C No 8 x 32 4,17 4, ,4 3, * C No 10 x 24 4,83 6, ,9 4, * C No x 24 5,49 6, ,9 5, * C 1/4 x 20 6,35 7, ,5 5, * C 5/16 x 18 7,94 8, ,2 7, * C 3/8 x 16 9,53 10, ,0 8, * C 7/16 x 14 11,11 8, ,2 10, * C 1/2 x 13,70 9, ,0 11, * C 9/16 x 14,29 11, ,0 13, * C 5/8 x 11 15,88, ,0 14, * C 3/4 x 10 19,05 14, ,0 17, * * on reqeust 89
90 1/4 Combined-Bit-Taps C Unified coarse ANSI B1.1 Kombi-Bit-Taps for up to 1 x D Combined form Effi cient internal cutting with battery-powered screwdriver (min. 7,5 Volt). Core hole drilling and tapping in one fl uent process. HSSG 2B to 600 N/mm² Application: non abrasive material up to 600 N/mm² unalloyed and low alloyed steel 4-5 s 1/4 C D1 D2 No. C No 4 x 40 2,85 2,3 36 1/4'' * C No 5 x 40 3,18 2,6 36 1/4'' * C No 6 x 32 3,51 2,9 39 1/4'' * C No 8 x 32 4,17 3,5 39 1/4'' * C No 10 x 24 4,83 3,9 41 1/4'' * C No x 24 5,49 4,5 41 1/4'' * C 1/4 x 20 6,35 5,2 44 1/4'' * C 5/16 x 18 7,94 6,6 50 1/4'' * C 3/8 x 16 9,53 8,0 59 1/4'' * * on request 90
91 C Left Hand for stainless steels Unified coarse ANSI B1.1 HSS 2A HSS 2A 2A Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 2 s right hand H 1 preparatory diameter C D D1 H D2 No. No. No. C No 1 x 64 1, , ,94 C No 2 x 56 2, , ,94 C No 3 x 48 2, , ,94 C No 4 x 40 2, , , ,16 C No 5 x 40 3, , ,48 C No 6 x 32 3, , , , ,14 C No 8 x 32 4, , , , ,86 C No 10 x 24 4, , , ,16 C No x 24 5, , ,48 C 1/4 x 20 6, , , , ,73 C 5/16 x 18 7, , , , ,08 C 3/8 x 16 9, , , , ,60 C 7/16 x 14 11, , , ,50 C 1/2 x 13, , , ,42 C 9/16 x 14, , , ,42 C 5/8 x 11 15, , , ,01 C 3/4 x 10 19, , , ,01 C 7/8 x 9 22, , , ,28 C 1" x 8 25, , , ,28 C 1.1/8 x 7 28, , ,04 C 1.1/4 x 7 31, , ,04 C 1.3/8 x 6 34, , ,04 C 1.1/2 x 6 38, , ,04 C 1.1/2 x 6 38, , ,61 C 1.5/8 x 5 41, , ,61 C 1.3/4 x 5 44, , ,64 C 1.7/8 x 4,5 47, , ,64 C 2" x 4,5 50, , ,64 91
92 Hexagon Die Nuts C Unified coarse ANSI B1.1 Hexagon Die Nuts HSS 2A Chamfer: 1,5 s right hand H 1 preparatory diameter C D D1 H D2 No. C 1/4 x 20 6, , ,93 C 5/16 x 18 7, , ,48 C 3/8 x 16 9, , ,27 C 7/16 x 14 11, , ,27 C 1/2 x 13, , ,16 C 9/16 x 14, , ,16 C 5/8 x 11 15, , ,96 C 3/4 x 10 19, , ,96 C 7/8 x 9 22, , ,15 C 1" x 8 25, , ,15 C 1.1/8 x 7 28, , ,33 C 1.1/4 x 7 31, , ,33 C 1.3/8 x 6 34, , ,33 C 1.1/2 x 6 38, , ,89 92
93 93
94 Thread Cutting Kits with Taps, Dies and Tools F Unified BAER Hand-Tap ap Sets, and Tools Sets (example picture) fine ANSI B1.1 BAER Set F 1/4-1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 BAER HSS F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x 10 Screw extractor /Set 242,82 Item No.: BAER Set F 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 F 5/8 x 18 F 3/4 x 16 BAER HSS F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 F 5/8 x 18 F 3/4 x 16 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 14 Screw extractor /Set 406,52 Item No.: BAER Set F 1/4-1 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 F 5/8 x 18 F 3/4 x 16 F 7/8 x 14 F 1 x BAER HSS F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 F 5/8 x 18 F 3/4 x 16 F 7/8 x 14 F 1 x BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /16-1 G 1/4-3/4 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x 16 Screw extractor /Set 613,71 Item No.: BAER Set C & F 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C BAER HSSG Hand Tap Sets (2 parts) F BAER HSS C BAER HSS F C 1/4 C 5/16 C 3/8 C 7/16 C 1/2 C 5/8 C 3/4 F 1/4 F 5/16 F 3/8 F 7/16 F 1/2 F 5/8 F 3/4 C 1/4 C 5/16 C 3/8 C 7/16 C 1/2 C 5/8 C 3/4 F 1/4 F 5/16 F 3/8 F 7/16 F 1/2 F 5/8 F 3/4 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 18 Screw extractor /Set 746,20 Item No.:
95 Thread Cutting Kits with Taps and Dies F Unified BAER Short Machine Taps und Sets F 1/4-1/2 (example picture) fine ANSI B1.1 BAER Set F 1/4-1/2 HSSG Short Machine Taps & Drill bits for core holes HSS /Set BAER HSSG Short Machine Tap Form D for through hole & blind hole (up to 4 x D) F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x ,50 BAER HSSG Drill bits for core holes 5,5 mm 6,9 mm 8,5 mm 9,9 mm 11,5 mm Item No.: BAER HSS F 1/4 x 28 F 5/16 x 24 F 3/8 x 24 F 7/16 x 20 F 1/2 x 20 BES3 95
96 Short Machine Taps and Hand Tap Sets F Unified fine ANSI B1.1 Short Machine Taps Form D for and blind holes Hand Tap Sets Hand Tap Sets Left Hand up to 4 x D Form D up to 2 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG 2B 27,1 H HSSG 2B 27,1 H HSSG 2B 27,1 H A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap 4-5 s Shank: DIN 2181 F D1 D2 No. No. No. F No 0 x 80 1,52 2, ,1 1, ,84 F No 1 x 72 1,85 2, ,1 1, ,84 F No 2 x 64 2,18 2, ,1 1, ,84 F No 3 x 56 2,52 2, ,1 2, ,84 F No 4 x 48 2,85 3, ,7 2, ,93 F No 5 x 44 3,18 3, ,7 2, ,93 F No 6 x 40 3,51 4,5 40 3,4 3, ,93 F No 8 x 36 4,17 4,5 40 3,4 3, ,93 F No 10 x 32 4,83 6, ,9 4, , ,16 F No x 28 5,49 6, ,9 4, ,93 F 1/4 x 28 6,35 6, ,9 5, , , ,70 F 5/16 x 24 7,94 6, ,9 6, , , ,37 F 3/8 x 24 9,53 7, ,5 8, , , ,82 F 7/16 x 20 11,11 8, ,2 9, , , ,83 F 1/2 x 20,70 9, ,0 11, , , ,06 F 9/16 x 18 14,29 11, ,0, , , ,08 F 5/8 x 18 15,88, ,0 14, , , ,53 F 3/4 x 16 19,05 14, ,0 17, , , ,46 F 7/8 x 14 22,23 18, ,5 20, , , ,16 F 1'' x 25,40 18, ,5 23, , , ,07 F 1'' x 14 25,40 18, ,5 23, ,69 F 1.1/8 x 28,58 22, ,0 26, ,08 F 1.1/4 x 31,75 22, ,0 29, ,11 F 1.3/8 x 34,93 28, ,0 32, ,83 F 1.1/2 x 38,10 32, ,0 36, ,65 96
97 Machine Taps - Form B for F Unified fine ANSI B1.1 Machine Tap Machine Tap for stainless steels up to 4 x D Form B with spiral point up to 2,5 x D Form B with spiral point 2B 27,1 H -TiAlN 2B to 1300 N/mm² 41 H Tap for machine use in through hole. The spiral point pushes the chips ahead. 4-5 s 4-5 s Shank: DIN 371 DIN 371 up to F 3/8 DIN 376 from F 7/16 DIN 371 up to F 3/8 DIN 376 from F 7/16 Shank: DIN 376 F D1 D2 No. No. F No 3 x 56 2,52 2, ,1 2, ,50 F No 4 x 48 2,85 3, ,7 2, , ,52 F No 5 x 44 3,18 3, ,7 2, , ,88 F No 6 x 40 3,51 4,0 56 3,0 3, , ,88 F No 8 x 36 4,17 4, ,4 3, , ,87 F No 10 x 32 4,83 6, ,9 4, , ,17 F No x 28 5,49 6, ,9 4, , ,69 F 1/4 x 28 6,35 7, ,5 5, , ,69 F 5/16 x 24 7,94 8, ,2 6, , ,71 F 3/8 x 24 9,53 9, ,0 8, , ,59 F 7/16 x 20 11,11 8, ,2 9, , ,43 F 1/2 x 20,70 9, ,0 11, , ,43 F 9/16 x 18 14,29 11, ,0, , ,65 F 5/8 x 18 15,88, ,0 14, , ,94 F 3/4 x 16 19,05 14, ,0 17, , ,56 F 7/8 x 14 22,23 18, ,5 20, , ,67 F 1'' x 25,40 20, ,0 23, , ,42 F 1'' x 14 25,40 20, ,0 23, ,37 F 1.1/4 x 31,75 22, ,0 29, ,76 F 1.1/2 x 38,10 32, ,0 36, ,32 97
98 Machine Taps - (with spiral flutes) for blind holes F Unified fine ANSI B1.1 Machine Tap Machine Tap for stainless steels blind holes up to 3 x D 35 spiral flute blind holes up to 2,5 x D 40 spiral flute 2B 27,1 H -TiAlN 2B to 1300 N/mm² 41 H Tap for machine use in blind holes. The fast spiral fl utes provide good chip removal from the blind hole. Shank: DIN 371 DIN 371 up to F 3/8 DIN 376 from F 7/16 DIN 371 up to F 3/8 DIN 376 from F 7/16 Shank: DIN 376 F D1 D2 No. No. F No 3 x 56 2,52 2, ,1 2, ,67 F No 4 x 48 2,85 3, ,7 2, , ,50 F No 5 x 44 3,18 3, ,7 2, , ,52 F No 6 x 40 3,51 4, ,0 3, , ,88 F No 8 x 36 4,17 4, ,4 3, , ,88 F No 10 x 32 4,83 6, ,9 4, , ,87 F No x 28 5,49 6, ,9 4, , ,77 F 1/4 x 28 6,35 7, ,5 5, , ,09 F 5/16 x 24 7,94 8, ,2 6, , ,25 F 3/8 x 24 9,53 9, ,0 8, , ,55 F 7/16 x 20 11,11 8, ,2 9, , ,01 F 1/2 x 20,70 9, ,0 11, , ,01 F 9/16 x 18 14,29 11, ,0, , ,63 F 5/8 x 18 15,88, ,0 14, , ,94 F 3/4 x 16 19,05 14, ,0 17, , ,65 F 7/8 x 14 22,23 18, ,5 20, , ,86 F 1'' x 25,40 20, ,0 23, , ,82 F 1'' x 14 25,40 20, ,0 23, ,85 F 1.1/4 x 31,75 22, ,0 29, ,01 F 1.1/2 x 38,10 32, ,0 36, ,95 98
99 iform Machine Forming Taps F Unified fine ANSI B1.1 Machine Forming Taps for universal use up to 2,5 x D Threading with no chips with oil grooves Machine Forming Taps have following advantages: - No chips - Up to 20 times longer lifetime (compared to taps) - Same forming tap for through and blind hole - Wide range of materials can be processed - Intersection of the is impossible - Very high trueness - Increased strength of the - Higher surface quality - Much higher cutting speed TIN 2BX to 850 N/mm² 25,5 H Shank: DIN 371 DIN 371 up to F 3/8 DIN 376 from F 7/16 Shank: DIN 376 F D1 D2 No. F No 2 x 64 2,18 2, ,1 2, * F No 4 x 48 2,85 3, ,7 2, * F No 6 x 40 3,51 4,0 56 3,0 3, * F No 8 x 36 4,17 4, ,4 3, * F No 10 x 32 4,83 6, ,9 4, * F 1/4 x 28 6,35 7, ,5 5, * F 5/16 x 24 7,94 8, ,2 7, * F 3/8 x 24 9,53 10, ,0 9, * F 7/16 x 20 11,11 8, ,2 10, * F 1/2 x 20,70 9, ,0, * F 5/8 x 18 15,88, ,0 15, * F 3/4 x 16 19,05 14, ,0 18, * * on request 99
100 1/4 Combined-Bit-Taps F Unified fine ANSI B1.1 Kombi-Bit-Taps for up to 1 x D Combined form Effi cient internal cutting with battery-powered screwdriver (min. 7,5 Volt). Core hole drilling and tapping in one fl uent process. HSSG 2B to 600 N/mm² Application: non abrasive material up to 600 N/mm² unalloyed and low alloyed steel 4-5 s 1/4 F D1 D2 No. F No 4 x 48 2,85 2,4 36 1/4'' * F No 5 x 44 3,18 2,7 36 1/4'' * F No 6 x 40 3,51 3,0 39 1/4'' * F No 8 x 36 4,17 3,5 39 1/4'' * F No 10 x 32 4,83 4,1 41 1/4'' * F No x 28 5,49 4,7 41 1/4'' * F 1/4 x 28 6,35 5,5 44 1/4'' * F 5/16 x 24 7,94 6,9 50 1/4'' * F 3/8 x 24 9,53 8,5 59 1/4'' * * on request 100
101 F Left Hand for stainless steels Unified fine ANSI B1.1 HSS 2A HSS 2A 2A Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand Chamfer: 2 s right hand H 1 preparatory diameter F D D1 H D2 No. No. No. F NR. 0 x 80 1, , ,94 F NR. 1 x 72 1, , ,94 F NR. 2 x 64 2, , ,94 F NR. 3 x 56 2, , ,94 F NR. 4 x 48 2, , ,48 F NR. 5 x 44 3, , ,48 F NR. 6 x 40 3, , ,48 F NR. 8 x 36 4, , ,48 F NR. 10 x 32 4, , , , ,80 F NR. x 28 5, , ,48 F 1/4 x 28 6, , , , ,49 F 5/16 x 24 7, , , , ,67 F 3/8 x 24 9, , , , ,58 F 7/16 x 20 11, , , , ,64 F 1/2 x 20, , , ,42 F 9/16 x 18 14, , , ,42 F 5/8 x 18 15, , , ,01 F 3/4 x 16 19, , , ,01 F 7/8 x 14 22, , , ,28 F 1" x 25, , , ,28 F 1" x 14 25, , ,42 F 1.1/8 x 28, , ,04 F 1.1/4 x 31, , ,04 F 1.3/8 x 34, , ,04 F 1.1/2 x 38, , ,04 F 1.1/2 x 38, , ,61 101
102 Hexagon Die Nuts F Unified fine ANSI B1.1 Hexagon Die Nuts HSS 2A Chamfer: 1,5 s right hand H 1 preparatory diameter F D D1 H D2 No. F 1/4 x 28 6, , ,93 F 5/16 x 24 7, , ,48 F 3/8 x 24 9, , ,27 F 7/16 x 20 11, , ,27 F 1/2 x 20, , ,16 F 9/16 x 18 14, , ,16 F 5/8 x 18 15, , ,96 F 3/4 x 16 19, , ,96 F 7/8 x 14 22, , ,15 F 1" x 25, , ,15 F 1.1/8 x 28, , ,33 F 1.1/4 x 31, , ,33 F 1.3/8 x 34, , ,33 F 1.1/2 x 38, , ,15 102
103 Machine Taps and S Unified with special s per inch (TPI) Machine Taps for and blind holes up to 2 x D HSS 2A HSSG 2B 27,1 H Chamfer: 1,75 s right hand Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. H 1 preparatory diameter Shank: ISO 529 S D1 D2 No. S 1/4 x 24 6,35 6, ,0 5, ,35 S 1/4 x 36 6,35 6, ,0 5, ,35 S 1/4 x 40 6,35 6, ,0 5, ,35 S 3/8 x 27 9,53 10, ,0 8, ,92 S 7/16 x 24 11,11 8, ,3 10, ,04 S 1/2 x 24,70 9, ,1 11, ,04 S 5/8 x 27 15,88, ,0 14, ,60 S 3/4 x 24 19,05 14, ,2 18, ,09 S 7/8 x 18 22,23 16, ,5 21, ,01 S 1'' x 14 25,40 18, ,0 23, ,13 S D D1 H D2 No. S 1/4 x 24 6, , ,00 S 1/4 x 36 6, , ,00 S 1/4 x 40 6, , ,00 S 3/8 x 27 9, , * S 7/16 x 24 11, , ,50 S 1/2 x 24, , ,50 S 5/8 x 27 15, , ,80 S 7/8 x 18 22, , ,00 S 1'' x 14 25, , ,00 * on request 103
104 Hand Tap Sets and Machine Taps EF Unified extra fine ANSI B1.1 Hand Tap Sets up to 2 x D Machine Taps for and blind holes up to 2 x D Effi cient internal cutting. The short structural type of the Hand Tap Sets makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG 2B 27,1 H HSSG 2B 27,1 H A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: DIN 529 EF D1 D2 No. No. EF No x 32 5,49 5, ,5 4, ,36 EF 1/4 x 32 6,35 6, ,0 5, , ,35 EF 5/16 x 32 7,94 8, ,3 7, , ,47 EF 3/8 x 32 9,53 10, ,0 8, , ,92 EF 7/16 x 28 11,11 8, ,3 10, , ,04 EF 1/2 x 28,70 9, ,1 11, , ,04 EF 9/16 x 24 14,29 11, ,0 13, , ,16 EF 5/8 x 24 15,88, ,0 14, , ,60 EF 11/16 x 24 17,46 14, ,2 16, ,09 EF 3/4 x 20 19,05 14, ,2 17, , ,09 EF 13/16 x 20 20,64 16, ,5 19, ,01 EF 7/8 x 20 22,23 16, ,5 21, , ,01 EF 15/16 x 20 23,81 18, ,0 22, ,13 EF 1'' x 20 25,40 16, ,0 24, , ,13 EF 1.1/16 x 18 26,99 20, ,0 25, ,60 EF 1.1/8 x 18 28,58 20, ,0 27, ,60 EF 1.3/16 x 18 30,16 22, ,0 28, ,74 EF 1.1/4 x 18 31,75 22, ,0 30, ,74 EF 1.5/16 x 18 33,34 25, ,0 32, ,67 EF 1.3/8 x 18 34,93 25, ,0 33, ,67 EF 1.7/16 x 18 36,51 28, ,4 35, ,52 EF 1.1/2 x 18 38,10 28, ,4 36, ,52 EF 1.9/16 x18 39,69 28, ,4 38, ,79 EF 1.5/8 x 18 41,28 28, ,4 40, ,79 EF 1.11/16 x 18 42,86 31, ,0 41, ,07 EF 1.3/4 x 18 44,45 31, ,0 43, ,07 EF 2'' x 18 50,80 35, ,0 49, ,17 104
105 EF Unified extra fine ANSI B1.1 HSS 2A Chamfer: 1,5 s right hand H 1 preparatory diameter EF D D1 H D2 No. EF No x 32 5, , ,48 EF 1/4 x 32 6, , ,48 EF 5/16 x 32 7, , ,82 EF 3/8 x 32 9, , ,05 EF 7/16 x 28 11, , ,05 EF 1/2 x 28, , ,63 EF 9/16 x 24 14, , ,63 EF 5/8 x 24 15, , ,01 EF 11/16 x 24 17, , ,01 EF 3/4 x 20 19, , ,01 EF 13/16 x 20 20, , ,91 EF 7/8 x 20 22, , ,91 EF 15/16 x 20 23, , ,91 EF 1" x 20 25, , ,91 EF 1.1/16 x 18 26, , ,44 EF 1.1/8 x 18 28, , ,44 EF 1.3/16 x 18 30, , ,44 EF 1.1/4 x 18 31, , ,44 EF 1.5/16 x 18 33, , ,44 EF 1.3/8 x 18 34, , ,44 EF 1.7/16 x 18 36, , ,83 EF 1.1/2 x 18 38, , ,83 105
106 Hand Tap Sets and Machine Taps 8- Unified series with 8-s per inch (TPI) Hand Tap Sets up to 2 x D Machine Taps for and blind holes up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG 2B 27,1 H HSSG 2B 27,1 H A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap Shank: ISO D1 D2 No. No. 1.1/16 x 8 26,99 20, ,0 23, , ,60 1.1/8 x 8 28,58 20, ,0 25, , ,60 1.3/16 x 8 30,16 22, ,0 27, , ,74 1.1/4 x 8 31,75 22, ,0 28, , ,74 1.5/16 x 8 33,34 25, ,0 30, , ,67 1.3/8 x 8 34,93 25, ,0 31, , ,67 1.1/2 x 8 38,10 28, ,4 35, , ,52 1.5/8 x 8 41,28 28, ,4 38, , ,79 1.3/4 x 8 44,45 31, ,0 41, , ,07 1.7/8 x 8 47,63 31, ,0 44, , ,17 2'' x 8 50,80 35, ,0 47, , ,17 2.1/8 x 8 53,98 35, ,0 50, , ,87 2.1/4 x 8 57,15 40, ,5 54, , ,87 2.1/2 x 8 63,50 40, ,5 60, , ,65 2.3/4 x 8 69,85 45, ,5 66, , ,04 3'' x 8 76,20 50, ,0 73, , ,27 3.1/4 x 8 82,55 50, ,0 79, , ,27 3.1/2 x 8 88,90 50, ,0 85, , ,20 3.3/4 x 8 95,25 56, ,0 92, , ,36 4'' x 8 101,60 56, ,0 98, , ,36 * on request 106
107 and Hexagon Die Nuts 8- Unified series with 8-s per inch (TPI) Hexagon Die Nuts HSS 2A HSS medium Chamfer: 1,75 s right hand Chamfer: 1,5 s right hand H H 1 1 preparatory diameter preparatory diameter 8- D D1 H D2 No. 1.1/8 x 8 28, , ,50 1.1/4 x 8 31, , ,00 1.3/8 x 8 34, , ,00 1.1/2 x 8 38, , ,00 1.3/4 x 8 44, , ,00 2" x 8 50, , ,00 8- D D1 H D2 No. 1.1/8 x 8 28, , ,33 1.1/4 x 8 31, , ,33 1.3/8 x 8 34, , ,33 1.1/2 x 8 38, , ,07 1.5/8 x 8 41, , ,07 1.3/4 x 8 44, , ,07 1.7/8 x 8 47, , ,07 2" x 8 50, , ,07 2.1/8 x 8 53, ,90 2.1/4 x 8 57, ,90 2.1/2 x 8 63, ,22 107
108 Hand Tap Sets and Machine Taps - Unified series with -s per inch (TPI) Hand Tap Sets up to 2 x D Machine Taps for and blind holes up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG 2B bis 750 N/mm² HSSG 2B 27,1 H A Hand-Tap-Set includes 2-3 taps: Taper Tap (Intermediate Tap) Finish Tap Schaftnorm: D1 D2 No. No. 1/2 x,70 9, ,0 10, ,00 5/8 x 15,88, ,0 13, ,00 11/16 x 17,46 14, ,0 15, ,00 3/4 x 19,05 14, ,0 17, ,00 13/16 x 20,64 16, ,0 18, ,00 7/8 x 22,23 18, ,5 20, ,00 15/16 x 23,81 18, ,5 21, ,00 1.1/16 x 26,99 20, ,0 24, ,00 1.3/16 x 30,16 22, ,0 28, ,00 1.5/16 x 33,34 28, ,0 31, ,00 1.7/16 x 36,51 28, ,0 34, ,00 1.5/8 x 41,28 32, ,0 39, , ,45 1.3/4 x 44,45 36, ,0 42, , ,61 1.7/8 x 47,63 36, ,0 45, , ,71 2 x 50,80 40, ,0 48, , ,71 2.1/8 x 53,98 35, ,0 51, ,85 2.1/4 x 57,15 40, ,5 55, ,85 2.1/2 x 63,50 40, ,5 61, ,94 2.3/4 x 69,85 45, ,5 67, ,33 3'' x 76,20 50, ,0 74, ,43 3.1/4 x 82,55 50, ,0 80, ,43 3.1/2 x 88,90 50, ,0 86, ,36 3.3/4 x 95,25 56, ,0 93, ,81 4'' x 101,60 56, ,0 99, ,81 * on request 108
109 - Unified series with -s per inch (TPI) HSS medium Chamfer: 1,75 s right hand H 1 preparatory diameter - D D1 H D2 No. 1.1/16 x 26, , ,00 1.5/16 x 33, , * 1.5/8 x 41, , ,00 1.3/4 x 44, , ,00 2" x 50, , * * on request 109
110 Thread Cutting Kits with Taps, Dies and Tools BSW British BAER Hand-Tap ap Sets, and Tools Sets (example picture) standard BS 84 whitworth coarse BAER Set BSW 1/8-1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) BSW 1/8 x 40 BSW 3/16 x 24 BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BAER HSS BSW 1/8 x 40 BSW 3/16 x 24 BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 5 20 x 7 25 x 9 30 x x 14 Screw extractor /Set 311,87 Item No.: BAER Set BSW 1/4-1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BAER HSS BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x 14 Screw extractor /Set 262,85 Item No.: BAER Set BSW 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BSW 5/8 x 11 BSW 3/4 x 10 BAER HSS BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BSW 5/8 x 11 BSW 3/4 x 10 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 18 Screw extractor /Set 462,17 Item No.: BAER Set BSW 1/4-1 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BSW 5/8 x 11 BSW 3/4 x 10 BSW 7/8 x 9 BSW 1 x 8 BAER HSS BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BSW 5/8 x 11 BSW 3/4 x 10 BSW 7/8 x 9 BSW 1 x 8 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /16-1 G 1/4-3/4 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x 22 Screw extractor /Set 690,51 Item No.: BAER Set BSW 1/4-1.1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BSW 5/8 x 11 BSW 3/4 x 10 BSW 7/8 x 9 BSW 1 x 8 BSW 1.1/8 x 7 BSW 1/1.4 x 7 BSW 1.3/8 x 6 BSW 1.1/2 x 6 BAER HSS BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BSW 5/8 x 11 BSW 3/4 x 10 BSW 7/8 x 9 BSW 1 x 8 BSW 1.1/8 x 7 BSW 1/1.4 x 7 BSW 1.3/8 x 6 BSW 1.1/2 x 6 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 & M /2-1.1/4 G 1/4-1 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x x 25 Screw extractor /Set 1748,62 Item No.:
111 Thread Cutting Kits with Taps and Dies BSW British BAER Short Machine Taps und Sets BSW 1/4-1/2 (example picture) standard BS 84 whitworth coarse BAER Set BSW 1/4-1/2 HSSG Short Machine Taps & Drill bits for core holes HSS /Set BAER HSSG Short Machine Tap Form D for through hole & blind hole (up to 4 x D) BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x 160,20 BAER HSSG Drill bits for core holes 5,1 mm 6,5 mm 7,9 mm 9,3 mm 10,5 mm Item No.: BAER HSS BSW 1/4 x 20 BSW 5/16 x 18 BSW 3/8 x 16 BSW 7/16 x 14 BSW 1/2 x BES4 111
112 Hand Tap Sets BSW British standard BS 84 whitworth coarse Short Machine Taps Form D for and blind holes Hand Tap Sets Hand Tap Sets Left Hand up to 1,5 x D up to 2 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. HSSG medium 27,1 H HSSG medium 27,1 H HSSG medium 27,1 H A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap 3-4 s Shank: DIN 352 BSW D1 D2 No. No. No. BSW 1/16 x 60 1,59 2, ,1 1, , ,05 BSW 3/32 x 48 2,38 2, ,1 1, , ,37 BSW 1/8 x 40 3,18 3,5 40 2,7 2, , , ,05 BSW 5/32 x 32 3,97 4, ,4 3, , , ,05 BSW 3/16 x 24 4,76 6, ,9 3, , , ,05 BSW 7/32 x 24 5,56 6, ,9 4, , ,36 BSW 1/4 x 20 6,35 6, ,9 5, , , ,05 BSW 5/16 x 18 7,94 6, ,9 6, , , ,05 BSW 3/8 x 16 9,53 7, ,5 7, , , ,73 BSW 7/16 x 14 11,11 8, ,2 9, , , ,75 BSW 1/2 x,70 9, ,0 10, , , ,09 BSW 9/16 x 14,29 11, ,0, , , , BSW 5/8 x 11 15,88, ,0 13, , , ,80 BSW 3/4 x 10 19,05 14, ,0 16, , , ,19 BSW 7/8 x 9 22,23 18, ,5 19, , , ,22 BSW 1'' x 8 25,40 18, ,5 22, , , ,61 BSW 1.1/8 x 7 28,58 22, ,0 25, , ,61 BSW 1.1/4 x 7 31,75 22, ,0 28, , ,65 BSW 1.3/8 x 6 34,93 28, ,0 30, , ,74 BSW 1.1/2 x 6 38,10 32, ,0 33, , ,48 BSW 1.5/8 x 5 41,28 32, ,0 35, , ,95 BSW 1.3/4 x 5 44,45 36, ,0 39, , ,95 BSW 1.7/8 x 4,5 47,63 36, ,0 41, , ,24 BSW 2'' x 4,5 50,80 40, ,0 44, , ,24 BSW 2.1/4 x 4 57,15 45, ,0 50, , ,03 BSW 2.1/2 x 4 63,50 50, ,0 56, , ,44 BSW 2.3/4 x 3,5 69,85 50, ,0 62, , ,20 BSW 3'' x 3,5 76,20 50, ,0 68, , ,40 1
113 Machine Taps for und blind holes BSW British standard BS 84 whitworth coarse Machine Tap in through hole Machine Tap in blind hole up to 4 x D Form B with spiral point blind holes up to 3 x D 35 spiral flute medium 27,1 H medium 27,1 H 4-5 s Tap for machine use in through hole and blind hole. DIN 371 DIN 376 DIN 371 DIN 376 Shank: DIN 371 Shank: DIN 376 BSW D1 D2 No. D1 D2 No. DIN 371 DIN 371 BSW 1/8 x 40 3,18 3, ,7 2, ,13 3,18 3, , ,36 BSW 5/32 x 32 3,97 4, ,4 3, ,13 3,97 4, , ,36 BSW 3/16 x 24 4,76 6, ,9 3, ,13 4,76 6, , ,36 BSW 1/4 x 20 6,35 7, ,5 5, ,13 6,35 7, , ,36 BSW 5/16 x 18 7,94 8, ,2 6, ,59 7,94 8, , ,15 BSW 3/8 x 16 9,53 9, ,0 7, ,92 9,53 9, , ,59 BSW 7/16 x 14 11,11 11, ,0 9, ,37 11,11 11, , ,15 BSW 1/2 x,70, ,0 10, ,37,70, , ,15 DIN 376 DIN 376 BSW 1/4 x 20 6,35 4, ,4 5, ,13 6,35 4, , ,36 BSW 5/16 x 18 7,94 6, ,9 6, ,59 7,94 6, , ,15 BSW 3/8 x 16 9,53 7, ,5 7, ,92 9,53 7, , ,59 BSW 7/16 x 14 11,11 8, ,2 9, ,37 11,11 8, , ,15 BSW 1/2 x,70 9, ,0 10, ,37,70 9, , ,15 BSW 9/16 x 14,29 11, ,0, ,39 14,29 11, , ,29 BSW 5/8 x 11 15,88, ,0 13, ,39 15,88, , ,29 BSW 3/4 x 10 19,05 14, ,0 16, ,10 19,05 14, , ,36 BSW 7/8 x 9 22,23 18, ,5 19, ,13 22,23 18, , ,38 BSW 1'' x 8 25,40 20, ,0 22, ,37 25,40 20, , ,85 BSW 1.1/4 x 7 31,75 22, ,0 28, ,76 31,75 22, , ,01 BSW 1.3/8 x 6 34,93 28, ,0 30, ,32 34,93 28, , ,95 BSW 1.1/2 x 6 38,10 32, ,0 33, ,32 38,10 32, , ,95 113
114 BSW British standard BS 84 whitworth coarse Left Hand HSS 2A HSS 2A Chamfer: 1,5 s right hand Chamfer: 1,5 s left hand H 1 preparatory diameter BSW D D1 H D2 No. No. BSW 3/32 x 48 2, , ,14 BSW 1/8 x 40 3, , , ,26 BSW 5/32 x 32 3, , , ,26 BSW 3/16 x 24 4, , , ,26 BSW 7/32 x 24 5, , ,13 BSW 1/4 x 20 6, , , ,26 BSW 5/16 x 18 7, , , ,05 BSW 3/8 x 16 9, , , ,50 BSW 7/16 x 14 11, , , ,50 BSW 1/2 x, , , ,42 BSW 9/16 x 14, , , ,42 BSW 5/8 x 11 15, , , ,01 BSW 3/4 x 10 19, , , ,01 BSW 7/8 x 9 22, , , ,28 BSW 1" x 8 25, , , ,28 BSW 1.1/8 x 7 28, , ,04 BSW 1.1/4 x 7 31, , ,04 BSW 1.3/8 x 6 34, , ,04 BSW 1.1/2 x 6 38, , ,04 BSW 1.1/2 x 6 38, , ,61 BSW 1.5/8 x 5 41, , ,61 BSW 1.3/4 x 5 44, , ,64 BSW 1.7/8 x 4,5 47, , ,64 BSW 2" x 4,5 50, , ,64 BSW 2.1/4 x 4 57, , ,95 BSW 2.1/2 x 4 63, , ,95 BSW 2.3/4 x 3,5 69, , ,42 BSW 3" x 3,5 76, , ,42 114
115 Hexagon Die Nuts BSW British standard BS 84 whitworth coarse Hexagon Die Nuts HSS 2A Chamfer: 1,5 s right hand H 1 preparatory diameter BSW D D1 H D2 No. BSW 1/8 x 40 3, , ,93 BSW 3/16 x 24 4, , ,93 BSW 1/4 x 20 6, , ,93 BSW 5/16 x 18 7, , ,48 BSW 3/8 x 16 9, , ,27 BSW 7/16 x 14 11, , ,27 BSW 1/2 x, , ,16 BSW 9/16 x 14, , ,16 BSW 5/8 x 11 15, , ,96 BSW 3/4 x 10 19, , ,96 BSW 7/8 x 9 22, , ,15 BSW 1" x 8 25, , ,15 BSW 1.1/8 x 7 28, , ,33 BSW 1.1/4 x 7 31, , ,33 BSW 1.3/8 x 6 34, , ,33 BSW 1.1/2 x 6 38, , ,15 BSW 2" x 4,5 50, , ,56 BSW 2.1/4 x 4 57, , ,18 BSW 2.1/2 x 4 63, , ,18 BSW 2.3/4 x 3,5 69, , ,70 BSW 3" x 3,5 76, , ,70 115
116 Thread Cutting Kits with Taps, Dies and Tools BSF British BAER Hand-Tap ap Sets, and Tools Sets (example picture) standard BS 84 whitworth fine BAER Set BSF 1/8-1/2 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BAER HSS BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M 4-5/32-1/2 G 1/8 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x 10 Screw extractor /Set 256,17 Item No.: BAER Set BSF 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BSF 5/8 x 14 BSF 3/4 x BAER HSS BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BSF 5/8 x 14 BSF 3/4 x BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 14 Screw extractor /Set 439,90 Item No.: BAER Set BSF 1/4-1 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (2 parts) BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BSF 5/8 x 14 BSF 3/4 x BSF 7/8 x 11 BSF 1 x 10 BAER HSS BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BSF 5/8 x 14 BSF 3/4 x BSF 7/8 x 11 BSF 1 x 10 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /16-1 G 1/4-3/4 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x x 16 Screw extractor /Set 673,81 Item No.: BAER Set BSW & BSF 1/4-3/4 HSSG Hand Tap Sets & HSS & Tools BAER HSSG Hand Tap Sets (3 parts) C BAER HSSG Hand Tap Sets (2 parts) F BAER HSS C BAER HSS F BSW 1/4 BSW 5/16 BSW 3/8 BSW 7/16 BSW 1/2 BSW 5/8 BSW 3/4 BSF 1/4 BSF 5/16 BSF 3/8 BSF 7/16 BSF 1/2 BSF 5/8 BSF 3/4 BSW 1/4 BSW 5/16 BSW 3/8 BSW 7/16 BSW 1/2 BSW 5/8 BSW 3/4 BSF 1/4 BSF 5/16 BSF 3/8 BSF 7/16 BSF 1/2 BSF 5/8 BSF 3/4 BAER adjustable Tap Wrenches - zinc die cast M /16-3/8 G 1/8 & M /32-3/4 G 1/8-1/2 BAER Die Stocks - zinc die cast 20 x 7 25 x 9 30 x x x 18 Screw extractor /Set 746,20 Item No.:
117 Thread Cutting Kits with Taps and Dies BSF British BAER Short Machine Taps und Sets BSF 1/4-1/2 (example picture) standard BS 84 whitworth fine BAER Set BSF 1/4-1/2 HSSG Short Machine Taps & Drill bits for core holes HSS /Set BAER HSSG Short Machine Tap Form D for through hole & blind hole (up to 4 x D) BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x ,20 BAER HSSG Drill bits for core holes 5,2 mm 6,6 mm 8,1 mm 9,5 mm 11 mm Item No.: BAER HSS BSF 1/4 x 26 BSF 5/16 x 22 BSF 3/8 x 20 BSF 7/16 x 18 BSF 1/2 x 16 BES5 117
118 Short Machine Taps and Hand Tap Sets BSF British standard BS 84 whitworth fine Short Machine Taps Form D for and blind holes Hand Tap Sets up to 1,5 x D up to 2 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG medium 27,1 H HSSG medium 27,1 H A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap 3-4 s Shank: DIN 2181 BSF D1 D2 No. No. BSF 3/16 x 32 4,76 6, ,9 3, , ,91 BSF 1/4 x 26 6,35 6, ,9 5, , ,91 BSF 5/16 x 22 7,94 6, ,9 6, , ,03 BSF 3/8 x 20* 9,53 7, ,5 8, , ,13 BSF 7/16 x 18 11,11 8, ,2 9, , ,04 BSF 1/2 x 16,70 9, ,0 11, , ,93 BSF 9/16 x 16 14,29 11, ,0, , ,27 BSF 5/8 x 14 15,88, ,0 14, , ,95 BSF 3/4 x 19,05 14, ,0 16, , ,41 BSF 7/8 x 11 22,23 18, ,5 19, , ,55 BSF 1'' x 10 25,40 18, ,5 22, , ,24 * BSF 3/8 = Fisher 118
119 and Hexagon Die Nuts BSF British standard BS 84 whitworth fine Hexagon Die Nuts HSS 2A HSS medium Chamfer: 1,5 s right hand Chamfer: 1,5 s right hand H H 1 1 preparatory diameter preparatory diameter BSF D D1 H D2 No. BSF 3/16 x 32 4, , ,13 BSF 1/4 x 26 6, , ,13 BSF 5/16 x 22 7, , ,81 BSF 3/8 x 20 9, , ,70 BSF 7/16 x 18 11, , ,37 BSF 1/2 x 16, , ,05 BSF 9/16 x 16 14, , ,50 BSF 5/8 x 14 15, , ,41 BSF 3/4 x 19, , ,41 BSF 7/8 x 11 22, , ,44 BSF 1" x 10 25, , ,44 BSF D D1 H D2 No. BSF 3/16 x 32 4, , ,60 BSF 1/4 x 26 6, , ,60 BSF 5/16 x 22 7, , ,27 BSF 3/8 x 20 9, , ,16 BSF 7/16 x 18 11, , ,16 BSF 1/2 x 16, , ,42 BSF 9/16 x 16 14, , ,42 BSF 5/8 x 14 15, , ,24 BSF 3/4 x 19, , ,24 BSF 7/8 x 11 22, , ,15 BSF 1" x 10 25, , ,15 119
120 Short Machine Taps and Hand-Tap-Set TRTrapezoidal DIN 103 Hand Tap Sets Hand Tap Sets Left Hand up to 1 x D up to 1 x D Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG 7H 27,1 H HSSG 7H 27,1 H A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap special chamfer special chamfer Shank: works standard TR D2 No. No. TR 9 x 1,5 7,0 100,0 22 5,5 7, * * TR 10 x 1,5 7,0 100,0 22 5,5 8, , ,95 TR 10 x 2 7,0 90,0 34 5,5 8, , ,74 TR 10 x 3 7,0 100,0 40 5,5 7, , ,74 TR 11 x 2 8,0 100,0 22 6,2 9, , ,37 TR x 2 9,0 110,0 25 7,0 10, , ,74 TR x 3 8,0 110,0 40 6,2 9, , ,74 TR 14 x 2 11,0 110,0 26 9,0, , ,59 TR 14 x 3 10,0 130,0 45 8,0 11, , ,90 TR 14 x 4 10,0 130,0 55 8,0 10, , ,90 TR 16 x 2,0 110,0 27 9,0 14, , ,59 TR 16 x 4 11,0 140,0 55 9,0, , ,90 TR 18 x 2 14,0 5, ,0 16, , ,95 TR 18 x 4,0 150,0 55 9,0 14, , ,59 TR 20 x 2 16,0 140,0 27,0 18, , ,09 TR 20 x 4 14,0 160, ,0 16, , ,41 TR 22 x 3 18,0 160, ,5 19, , ,70 TR 22 x 5 16,0 175,0 65,0 17, , ,80 TR 24 x 3 18,0 160, ,5 21, , ,98 TR 24 x 5 18,0 190, ,5 19, , ,45 TR 26 x 3 20,0 160, ,0 23, , ,16 TR 26 x 5 20,0 210, ,0 21, , ,79 TR 28 x 3 22,0 180, ,0 25, , ,16 TR 28 x 5 22,0 220, ,0 23, , ,37 TR 30 x 3 22,0 180, ,0 27, , ,97 TR 30 x 6 22,0 240, ,0 24, , ,49 TR 32 x 6 25,0 255, ,0 26, , ,83 * on request 0
121 Machine Nut Taps TRTrapezoidal DIN 103 Machine Nut Taps Machine Nut Taps Left Hand Through holes in nuts up to 1 x D Through holes in nuts up to 1 x D HSSG 7H to 700 N/mm² HSSG 7H to 700 N/mm² Machine Nut Tap with long shank for cutting Nuts. For all up to a max. depth of 1,0 x diameter. Please note that this tap can only take cutting forces up to 1,0 times diameter. special chamfer special chamfer Shank: works standard TR D2 No. No. TR 8 x 1,5 6,0 90,0 55 4,9 6,70 TR 9 x 2 7,0 110,0 63 5,5 7,20 TR 10 x 2 7,0 110,0 63 5,5 8, , ,70 TR 10 x 3 7,0 5,0 75 5,5 7, , ,70 TR x 2 9,0 135,0 75 7,0 10,20 TR x 3 8,0 165, ,2 9, , ,30 TR 14 x 2 10, ,0,20 TR 14 x 3 10, ,0 11, , ,10 TR 14 x 4 10, ,0 10, , ,10 TR 16 x 2, ,0 14,20 TR 16 x 4 11, ,0, , ,70 TR 18 x 2 14, ,0 16,20 TR 18 x 4, ,0 14, , ,70 TR 20 x 2 16, ,0 18,20 TR 20 x 4 14, ,0 16, , ,90 TR 22 x 3 16, ,0 19,25 TR 22 x 4 16, ,0 18, ,30 TR 22 x 5 16, ,0 17, , ,80 TR 24 x 3 18, ,5 21,25 TR 24 x 5 18, ,5 19, , ,30 TR 26 x 3 20, ,0 23,25 TR 26 x 5 20, ,0 21, , ,60 TR 28 x 3 22, ,0 25,25 TR 28 x 5 22, ,0 23, , ,60 TR 30 x 3 22, ,0 27,25 TR 30 x 6 22, ,0 24, , ,90 TR 32 x 6 25, ,0 26, , ,20 TR 36 x 6 28, ,0 30, , ,90 1
122 Machine Nut Taps TRTrapezoidal DIN 103 Machine Nut Taps for stainless steels Machine Nut Taps for stainless steels Left Hand Through holes in nuts up to 1,5 x D 25 left spiral flute Through holes in nuts up to 1,5 x D 25 right spiral flute -nitrated 7H 27,1 H -nitrated 7H 27,1 H Machine Nut Tap with long shank for cutting Nuts. For all up to a max. depth of 1,5 x diameter. Please note that this tap can only take cutting forces up to 1,5 times diameter. special chamfer special chamfer Shank: works standard TR D2 No. No. TR 8 x 1,5 6,0 90,0 55 4,9 6, * L * TR 9 x 2 7,0 110,0 63 5,5 7, * L * TR 10 x 2 7,0 110,0 63 5,5 8, * L * TR 10 x 3 7,0 5,0 75 5,5 7, * L * TR x 2 9,0 135,0 75 7,0 10, * L * TR x 3 8,0 165, ,2 9, * L * TR 14 x 2 10,0 150,0 90 8,0, * L * TR 14 x 3 10,0 140,0 85 8,0 11, * L * TR 14 x 4 10,0 170,0 1 8,0 10, * L * TR 16 x 2,0 160,0 90 9,0 14, * L * TR 16 x 4 11,0 180, ,0, * L * TR 18 x 2 14,0 175, ,0 16, * L * TR 18 x 4,0 190,0 0 9,0 14, * L * TR 20 x 2 16,0 185,0 105,0 18, * L * TR 20 x 4 14,0 200,0 4 11,0 16, * L * TR 22 x 3 16,0 220,0 5,0 19, * L * TR 22 x 4 16,0 210,0 130,0 18, * L * TR 22 x 5 16,0 235,0 155,0 17, * L * TR 24 x 3 18,0 220, ,5 21, * L * TR 24 x 5 18,0 245, ,5 19, * L * TR 26 x 3 20,0 235, ,0 23, * L * TR 26 x 5 20,0 255, ,0 21, * L * TR 28 x 3 22,0 245, ,0 25, * L * TR 28 x 5 22,0 265, ,0 23, * L * TR 30 x 3 22,0 250, ,0 27, * L * TR 30 x 6 22,0 290, ,0 24, * L * TR 32 x 6 25,0 300, ,0 26, * L * * on request 2
123 TRTrapezoidal DIN 103 Left Hand HSS 7e HSS 7e Chamfer: 1,75 s right hand Chamfer: 1,75 s left hand H 1 preparatory diameter TR D1 H D2 No. No. TR 10 x 2 38,0 14 9, , ,00 TR 10 x 3 38,0 14 9, , * TR x 2 38, , , * TR x 3 38, , , ,50 TR 14 x 2 38, , , * TR 14 x 3 45, , , ,00 TR 14 x 4 45, , , ,00 TR 16 x 2 45, , , * TR 16 x 4 45, , , ,50 TR 18 x 2 45, , , * TR 18 x 4 45, , , ,50 TR 20 x 2 45, , , * TR 20 x 4 55, , , ,50 TR 22 x 5 55, , , ,00 TR 24 x 5 65, , , ,00 TR 26 x 5 65, , , ,00 TR 28 x 5 65, , , ,00 TR 30 x 6 65, , , ,00 * on request 3
124 Short Machine Taps NPT National National NPTF standard taper 1:16 pipe ANSI B standard sealing pipe ANSI B Short Machine Taps Form D for and blind holes up to 2 x D HSSG medium 27,1 H Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. Application: non abrasive material up unalloyed and low alloyed steel NPT D1 D2 No. NPT 1/16 x 27 7,90 19, ,5 6, ,62 NPT 1/8 x 27 10,24 19, ,5 8, ,85 NPT 1/4 x 18 13,62 25, ,0 10, ,51 NPT 3/8 x 18 17,06 26, ,0 14, ,05 NPT 1/2 x 14 21,22 31, ,0 17, ,60 NPT 3/4 x 14 26,57 33, ,0 22, ,46 NPT 1'' x 11,5 33,23 38, ,0 28, ,40 NPT 1.1/4 x 11,5 41,99 41, ,0 37, ,64 NPT 1.1/2 x 11,5 48,05 42, ,0 43, ,26 NPT 2'' x 11,5 60,09 44, ,0 55, ,02 NPTF D1 D2 No. NPTF 1/16 x 27 7,87 19, ,5 6, ,38 NPTF 1/8 x 27 10,22 19, ,5 8, ,26 NPTF 1/4 x 18 13,58 25, ,0 10, ,38 NPTF 3/8 x 18 17,02 26, ,0 14, ,50 NPTF 1/2 x 14 21,21 31, ,0 17, ,63 NPTF 3/4 x 14 26,57 33, ,0 22, ,87 NPTF 1'' x 11,5 33,20 38, ,0 28, ,71 NPTF 1.1/4 x 11,5 41,95 41, ,0 37, ,01 NPTF 1.1/2 x 11,5 48,02 42, ,0 43, ,61 NPTF 2'' x 11,5 60,06 44, ,0 55, ,82 4
125 and Hexagon Die Nuts standard taper 1:16 NPTNational pipe ANSI B Hexagon Die Nuts HSS medium HSS medium Chamfer: 1,5 s right hand Chamfer: 1,5 s right hand H H 1 1 a preparatory diameter taper 1:16 a preparatory diameter taper 1: L L NPT D D1 H Da x L No. NPT 1/16 x 27 7, ,58 x 8, ,41 NPT 1/8 x 27 10, ,93 x 8, ,64 NPT 1/4 x 18 13, ,18 x, ,44 NPT 3/8 x 18 17, ,60 x, ,57 NPT 1/2 x 14 21, ,63 x 16, ,57 NPT 5/8 x 14 23, ,99 NPT 3/4 x 14 26, ,95 x 17, ,99 NPT 7/8 x 14 29, ,31 NPT 1" x 11,5 33, ,51 x 21, ,31 NPT 1.1/4 x 11,5 41, ,23 x 21, ,70 NPT 1.1/2 x 11,5 48, ,30 x 22, ,60 NPT 2" x 11,5 60, ,31 x 23, ,89 NPT D D1 H Da x L No. NPT 1/16 x 27 7, ,58 x 8, ,94 NPT 1/8 x 27 10, ,93 x 8, ,19 NPT 1/4 x 18 13, ,18 x, ,62 NPT 3/8 x 18 17, ,60 x, ,25 NPT 1/2 x 14 21, ,63 x 16, ,25 NPT 3/4 x 14 26, ,95 x 17, ,24 NPT 1" x 11,5 33, ,51 x 21, ,55 NPT 1.1/4 x 11,5 41, ,23 x 21, , NPT 1.1/2 x 11,5 48, ,30 x 22, ,07 NPT 2" x 11,5 60, ,31 x 23, ,70 5
126 Short Machine Taps and NPS National standard straight pipe Short Machine Taps for and blind holes up to 2 x D HSS medium Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. HSSG medium 27,1 H Chamfer: 1,75 s right hand Application: non abrasive material up unalloyed and low alloyed steel H 1 preparatory diameter Shank: works standard NPS D1 D2 No. NPS 1/16 x 27 7,90 8, ,0 6, ,48 NPS 1/8 x 27 10,24 8, ,0 8, ,84 NPS 1/4 x 18 13,62 11, ,0 11, ,88 NPS 3/8 x 18 17,06 14, ,0 15, ,44 NPS 1/2 x 14 21,22 18, ,0 18, ,72 NPS 3/4 x 14 26,57 23, ,0 23, ,60 NPS 1'' x 11,5 33,23 26, ,0 29, ,32 NPS 1,1/4 x 11,5 41,99 32, ,0 38, ,60 NPS 1,1/2 x 11,5 48,05 38, ,0 44, ,00 NPS 2'' x 11,5 60,09 46, ,0 56, ,00 NPSM D D1 H D2 No. NPSM 1/8 x 27 10, , ,40 NPSM 1/4 x 18 13, , ,00 NPSM 3/8 x 18 17, , ,90 NPSM 1/2 x 14 21, , ,00 NPSM 3/4 x 14 26, , ,00 NPSM 1" x 11,5 33, , * NPSM 1.1/4 x 11,5 41, , * * on request 6
127 Short Machine Taps and Hexagon Die Nuts (BSPT) Whitworth tapered pipe DIN 2999 (BSPP) British standard whitworth pipe ISO 7-1 Short Machine Taps for and blind holes up to 2 x D Hexagon Die Nuts HSS medium Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. HSSG medium 27,1 H Chamfer: 1,5 s right hand Application: non abrasive material up unalloyed and low alloyed steel H 1 preparatory diameter Shank: JIS B-4445 (BSPT) D1 D2 No. 1/16 x 28 7,72 8, ,5 6,0 6,30 * 1/8 x 28 9,73 8, ,0 8, ,35 1/4 x 19 13,16 11, ,0 11, ,69 3/8 x 19 16,66 14, ,0 14, ,37 1/2 x 14 20,95 18, ,0 18, ,27 3/4 x 14 26,44 23, ,0 23, ,29 1'' x 11 33,25 26, ,0 29, ,65 1.1/4 x 11 41,91 32, ,0 38,25 * 1.1/2 x 11 47,80 38, ,0 44,25 * 2'' x 11 59,61 46, ,0 56,00 * R (BSPT) D D1 H No. R 1/8 x 28 9, ,21 R 1/4 x 19 13, , R 3/8 x 19 16, ,49 R 1/2 x 14 20, ,49 R 3/4 x 14 26, ,24 R 1" x 11 33, ,24 R 1.1/4 x 11 41, ,09 R 1.1/2 x 11 47, ,35 R 2" x 11 59, ,36 (BSPP) 1/16 x 28 7,72 8, ,0 6, ,88 1/8 x 28 9,73 8, ,0 8, ,88 1/4 x 19 13,16 11, ,0 11, ,50 3/8 x 19 16,66 14, ,0 15, ,01 1/2 x 14 20,95 18, ,0 18, ,00 3/4 x 14 26,44 23, ,0 24, ,51 1'' x 11 33,25 26, ,0 30, ,00 1.1/4 x 11 41,91 32, ,0 38, ,13 1.1/2 x 11 47,80 38, ,0 44, ,13 2'' x 11 59,61 46, ,0 56, ,00 * on request 7
128 Hand Tap Sets (conical) and BA British Association BS 93 Hand Tap Sets up to 2 x D HSS medium Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. HSSG medium 27,1 H Chamfer: 1,75 s right hand A Hand-Tap-Set includes 3 taps: Taper Tap Intermediate Tap Finish Tap H 1 preparatory diameter Shank: ISO 529 BA D1 D2 No. BA 0 6,00 6, ,0 5,0 5, ,05 BA 1 5,30 5, ,0 4,5 4, ,05 BA 2 4,70 5, ,0 4,0 4, ,05 BA 3 4,10 4, ,0 3,6 3, ,05 BA 4 3,60 3, ,0 2,8 3, ,05 BA 5 3,20 3, ,0 2,5 2, ,05 BA 6 2,80 2,8 45 9,5 2,2 2, ,05 BA D D1 H D2 No. BA 0 6,00 20,6 6,35 5, ,30 BA 1 5,30 20,6 6,35 5, ,30 BA 2 4,70 20,6 6,35 4, ,30 BA 3 4,10 20,6 6,35 4, ,30 BA 4 3,60 20,6 6,35 3, ,30 BA 5 3,20 20,6 6,35 3, ,30 BA 6 2,80 20,6 6,35 2, ,30 BA 7 2,50 20,6 6,35 2, * BA 8 2,20 20,6 6,35 2, * BA 10 1,70 20,6 6,35 1, * * on request 8
129 Short Machine Taps and W Tapered whitworth DIN 477 for screw sockets taper 3:25 Short Machine Taps for and blind holes up to 2 x D HSS medium Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. HSSG medium 27,1 H Chamfer: 1,75 s right hand Application: non abrasive material up unalloyed and low alloyed steel H 1 preparatory diameter Shank: works standard W D1 D2 No. W 19,8 x 14 conical W 28,8 x 14 conical W 31,3 x 14 conical W 21,8 x 14 cyl. - right W 21,8 x 14 cyl. - left W 24,32 x 14 cylindrical 19,80 16, ,0 14, ,45 28,80 22, ,0 22, ,30 31,30 22, ,0 25, ,91 21,80 18, ,5 19, * 21,80 18, ,5 19, * 24,32 18, ,5 22, * * on request W D D1 H D2 No. W 19,8 x 14 conical W 28,8 x 14 conical W 21,8 x 14 cyl. - right W 21,8 x 14 cyl. - left W 24,32 x 14 cylindrical 19, , ,50 28, , ,00 21, , ,50 21, , ,00 24, , ,00 9
130 Short Machine Taps and Conduit Thread PGSteel DIN Short Machine Taps Form D for and blind holes up to 4 x D Form D HSS medium Effi cient internal cutting. The short structural type makes that tap usable by machine and hand. HSSG medium 27,1 H Chamfer: 1,5 s right hand Application: non abrasive material up unalloyed and low alloyed steel 4-5 s H 1 preparatory diameter Shank: DIN PG D1 D2 No. PG 7 x 20,50 9, ,0 11, ,14 PG 9 x 18 15,20, ,0 13, ,48 PG 11 x 18 18,60 14, ,0 17, ,50 PG 13,5 x 18 20,40 16, ,0 19, ,95 PG 16 x 18 22,50 18, ,5 21, ,08 PG 21 x 16 28,30 22, ,0 26, ,89 PG 29 x 16 37,00 28, ,0 35, ,08 PG 36 x 16 47,00 36, ,0 45, ,86 PG 42 x 16 54,00 40, ,0 52, ,13 PG 48 x 16 59,30 45, ,0 57, ,89 PG D D1 H D2 No. PG 7 x 20, , ,00 PG 9 x 18 15, , ,86 PG 11 x 18 18, , ,86 PG 13,5 x 18 20, , ,86 PG 16 x 18 22, , ,73 PG 21 x 16 28, , ,86 PG 29 x 16 37, , ,86 PG 36 x 16 47, , ,52 PG 42 x 16 54, , ,27 PG 48 x 16 59, , ,27 130
131 Machine Taps and FGBicycle DIN 790 bicycle British RS 811 Short Machine Taps for and blind holes up to 1,5 x D HSS medium medium to 800 N/mm² Chamfer: 1,5 s right hand Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. preparatory diameter Shank: DIN FG D1 D2 No. FG 6,35 x 26 6,35 7, ,5 5, ,20 FG 7,9 x 26 7,90 8, ,2 7, ,00 FG 9,5 x 26 9,50 7, ,5 8, ,00 FG 14,3 x 20 right 14,30 11, ,0 13, ,80 FG 14,3 x 20 left 14,30 11, ,0 13, ,40 FG 25,4 x 24 25,40 14, ,0 24, * 1/4 x 26 6,35 6, ,9 5, ,00 5/16 x 26 7,94 6, ,9 7, ,00 3/8 x 26 9,53 7, ,5 8, ,00 9/16 x 20 right 14,29 11, ,0 13, ,80 9/16 x 20 left 14,29 11, ,0 13, ,40 1 x 24 25,40 14, ,0 24, * * on request FG D D1 H D2 No. FG 6,35 x 26 6, , * FG 7,9 x 26 7, , * FG 9,5 x 26 9, , * FG 14,3 x 20 right 14, , * FG 14,3 x 20 left 14, , * FG 25,4 x 24 25, , * 1/4 x 26 6,35 20,6 6,35 6, * 5/16 x 26 7,94 25,4 9,5 7, * 3/8 x 26 9,53 25,4 9,5 9, * 7/16 x 26 11,11 25,4 9,5 10, * 9/16 x 20 right 14,29 38,1,7 14, * 9/16 x 20 left 14,29 38,1,7 14, * 1" x 24 25, , * * on request 131
132 Machine Taps and RDknuckle DIN 405 Short Machine Taps for and blind holes Microscopical Royal Society DIN up to 1,5 x D HSS medium HSSG medium to 800 N/mm² Chamfer: 1,75 s right hand Tap for machine use in through hole and blind hole. The short lead-in chamfer makes that tap universal in application. The fl utes can hold the most part of the chips. 1 preparatory diameter Shank: DIN RD D1 D2 No. Rd 8 x 1/10 8,25 6, ,9 5, * Rd 9 x 1/10 9,25 7, ,5 6, * Rd 10 x 1/10 10,25 7, ,5 7, ,80 Rd 11 x 1/10 11,25 8, ,2 8, ,00 Rd x 1/10,25 9, ,0 9, ,70 Rd 14 x 1/8 14,32 11, ,0 11, ,10 Rd 16 x 1/8 16,32, ,0 13, ,30 Rd 18 x 1/8 18,32 14, ,0 15, ,00 Rd 20 x 1/8 20,32 16, ,0 17, ,50 Rd 22 x 1/8 22,32 18, ,5 19, ,70 Rd 24 x 1/8 24,32 18, ,5 21, ,40 Rd 26 x 1/8 26,32 20, ,0 23, ,60 Rd 28 x 1/8 28,32 20, ,0 25, ,70 Rd 30 x 1/8 30,32 22, ,0 27, ,00 Rd 32 x 1/8 32,82 25, ,0 29, ,40 Rd 34 x 1/8 34,32 28, ,0 31, ,80 Rd 36 x 1/8 36,32 28, ,0 33, ,30 Rd 38 x 1/8 38,32 28, ,0 35, ,50 Rd 40 x 1/6 40,42 32, ,0 36, ,60 RD D D1 H D2 No. Rd 10 x 1/10 10, , ,00 Rd 11 x 1/10 11, , ,00 Rd x 1/10, , ,00 Rd 14 x 1/8 14, , ,00 Rd 16 x 1/8 16, , ,00 Rd 18 x 1/8 18, , ,00 Rd 20 x 1/8 20, , ,00 Rd 22 x 1/8 22, , ,00 Rd 24 x 1/8 24, , ,00 Rd 26 x 1/8 26, , ,00 Rd 28 x 1/8 28, , ,00 Rd 30 x 1/8 30, , ,00 Rd 32 x 1/8 32, , ,00 D1 D2 No. D D1 H D2 No. W 0,8 x 36 20,35 16, ,0 19, * W 0,8 x 36 20, , * * on request * on request 132
133 Mini Gewindebohrer - () for and blind holes Mini- MINIMetric and Nano- Machine Tap through hole & blind hole HSS to 800 N/mm² Effi cient internal cutting in clock and watch industry as well as apparatus construction and fi ne mechanics. For through and blind holes. Very break-proof. Suitable for automatic lathe and tapping machine. 3-4 s MINI D1 D2 steel brass No. packing unit [PU] M 0,3 x 0,08 0,3 1, ,2 0, pieces * M 0,35 x 0,09 0,4 1, ,3 0, pieces * M 0,4 x 0,1 0,4 1,0 22 2,5 0,3 0, pieces * M 0,5 x 0,5 0,5 1, ,4 0, pieces * M 0,6 x 0,15 0,6 1,0 22 3,5 0,5 0, pieces * M 0,7 x 0,175 0,7 1,5 25 4,5 0,6 0, pieces * M 0,8 x 0,2 0,8 1, ,7 0, pieces * M 0,9 x 0,225 0,9 1,5 25 5,5 0,8 0, pieces * M 1 x 0,15 1,0 1, ,9 0, pieces * M 1 x 0,2 1,0 1, ,9 0, pieces * M 1 x 0,25 1,0 1, ,8 0, pieces * M 1,1 x 0,25 1,1 1, ,9 0, pieces * M 1,2 x 0,15 1,2 1, ,1 1, pieces * M 1,2 x 0,2 1,2 1, ,1 1, pieces * M 1,2 x 0,25 1,2 1, ,0 1, pieces * M 1,3 x 0,3 1,3 1, ,1 1, pieces * M 1,4 x 0,2 1,4 2, ,3 1, pieces * M 1,4 x 0,25 1,4 2, ,2 1, pieces * M 1,4 x 0,3 1,4 2,0 30 8,5 1,2 1, pieces * M 1,5 x 0,3 1,5 2, ,3 1, pieces * M 1,6 x 0,2 1,6 2, ,5 1, pieces * M 1,6 x 0,25 1,6 2, ,4 1, pieces * M 1,6 x 0,35 1,6 2, ,3 1, pieces * M 1,7 x 0,35 1,7 2, ,4 1, pieces * M 1,8 x 0,2 1,8 2, ,7 1, pieces * M 1,8 x 0,25 1,8 2, ,6 1, pieces * M 1,8 x 0,35 1,8 2, ,5 1, pieces * M 2 x 0,2 2,0 3, ,9 1, pieces * M 2 x 0,25 2,0 3, ,8 1, pieces * M 2 x 0,4 2,0 3, ,7 1, pieces * M 2,2 x 0,45 2,2 3, ,8 1, pieces * M 2,3 x 0,4 2,3 3, ,0 1, pieces * M 2,4 x 0,45 2,4 3, ,0 2, pieces * M 2,5 x 0,45 2,5 3, ,1 2, pieces * M 2,6 x 0,45 2,6 3, ,2 2, pieces * per PU * on request 133
134 Short Machine Taps and Hand Tap Sets Camera-Tripod Camera tripod & C-Mount DIN 4503 Short Machine Taps Form D for and blind holes Hand Tap Sets up to 4 x D Form D up to 2 x D HSSG medium 27,1 H HSSG medium 27,1 H Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap 4-5 s Shank: DIN 352 Camera D1 D2 No. No. Cam.-Tripod 1/4'' 6,35 6, ,9 5, ,70 Cam.-Tripod 3/8'' 9,53 7, ,5 8, ,60 C-Mount 1'' x 32 25,40 18, ,0 23, ,00 S-Mount x 0,5,00 9, ,0 11, ,98 134
135 Camera-Tripod Camera tripod & C-Mount DIN 4503 HSS medium Chamfer: 1,5 s right hand H 1 preparatory diameter Camera D D1 H D2 No. Camera-Tripod 1/4'' 6, , ,80 Camera-Tripod 3/8'' 9, , ,00 C-Mount 1'' x 32 25, , ,50 S-Mount x 0,5, , ,34 135
136 Taps VGValve DIN 7756 Short Machine Taps Form D for and blind holes Hand Tap Sets Short Machine Taps for and blind holes up to 4 x D Form D up to 2 x D up to 1,5 x D HSSG medium 27,1 H HSSG medium 27,1 H HSSG medium to 800 N/mm² Effi cient internal cutting. The short structural type makes that tap usable by hand. The Short-Machine-Tap is also usable by machine. A Hand-Tap-Set includes 2 taps: Taper Tap Finish Tap 4-5 s VG D1 D2 No. No. No. DIN 2181 VG 5 x 36 5,15 6,0 50 4,9 4, , ,63 VG 5,2 x 24 5,23 6, ,9 4, , ,58 VG 6 x 32 5,98 6, ,9 5, , ,16 VG 8 x 32 7,68 7, ,5 6, , ,74 VG 10 x 28 10,27 8, ,2 9, , ,79 VG x 26,17 9, ,0 11, , ,30 DIN 374 VG 5 x 36 5,15 6,0 70 4,9 4, ,40 VG 5,2 x 24 5,23 6, ,9 4, ,30 VG 6 x 32 5,98 7, ,5 5, ,70 VG 8 x 32 7,68 8, ,2 6, ,84 VG 10 x 28 10,27 8, ,2 9, ,00 VG x 26,17 9, ,0 11, ,00 136
137 VGValve DIN 7756 HSS medium Chamfer: 1,5 s right hand 1 preparatory diameter VG D D1 H D2 No. VG 5 x 36 5, , ,37 VG 5,2 x 24 5, , ,89 VG 6 x 32 5, , ,00 VG 8 x 32 7, , ,42 VG 10 x 28 10, , ,47 VG x 26, , ,58 137


138 Holding Tools BAER Tap holders with ratchet for taps size metric inch-sizes No. 1 M 3 - M 10 1/8-3/8 2,4-5, ,86 2 M 5 - M 7/32-1/2 4,5-8, ,53 10 M 3 - M 10 1/8-3/8 2,4-5, ,40 20 M 5 - M 7/32-1/2 4,5-8, ,74 Adjustable Tap Wrenches - zinc die cast for taps size metric inch-sizes pipe-s No. 0 M 1 - M8 1/16-1/4 2,0-5, ,79 1 M 1 - M10 1/16-3/8 G 1/8 2,0-6, , 1.1/2 M 1 - M 1/16-1/2 G 1/8 2,1-8, , 2 M 4 - M 5/32-1/2 G 1/8 3,0-9, ,68 3 M 5 - M20 7/32-3/4 G 1/8 - G 1/2 4, ,58 4 M 11 - M27 7/16-1'' G 1/4 - G 3/4 5, ,16 5 M 13 - M32 1/2-1.1/4 G 1/4 - G 1'' 7, ,64 Adjustable Tap Wrenches - steel for taps metric inch-sizes pipe-s No. 0 M 1 - M 8 1/16-1/4 2,0-5, ,80 1 M 1 - M 10 1/16-3/8 2,0-6, ,60 1.1/2 M 1 - M 1/16-1/2 G 1/8 2,1-8, ,60 2 M 4 - M 5/32-1/2 G 1/8 3,0-9, ,71 3 M 5 - M 20 7/32-3/4 G 1/8 - G 1/2 4, ,54 4 M 11 - M 27 7/16-1'' G 1/4 - G 3/4 5, ,76 5 M 13 - M 32 1/2-1.1/4 G 1/4 - G 1'' 7, ,46 6 M 18 - M 42 3/4-1.1/2 G 1/2 - G 1.1/ ,73 7 M 27 - M /8-2'' G 3/4 - G 1.3/ ,29 8 M 27 - M /8 3'' G 3/4 - G 3'' ,52 138


139 Holding Tools Die Stocks - zinc die cast Ø D x H For metric inch-sizes No. 16 x 5 M 1 - M 2,6 BSW 1/16 - BSW 3/ ,01 20 x 5 M 3 - M 4 BSW 1/8 - BSW 5/ , 20 x 7 M M 6 BSW 3/16 - BSW 1/ , 25 x 9 M 7 - M 9 BSW 5/ ,56 30 x 11 M 10 - M 11 BSW 3/8 - BSW 7/ ,79 38 x 10 MF - MF 15 G 1/ ,02 38 x 14 M - M 14 BSW 1/2 - BSW 9/ ,02 45 x 14 MF 16 - MF 20 G 3/8-1/ ,03 45 x 18 M 16 - M 20 BSW 5/8 - BSW 13/ ,03 55 x 16 MF 22 - MF 26 G 5/8 - G 3/ ,15 55 x 22 M 22 - M 24 BSW 7/8 - BSW 1'' ,15 65 x 18 MF 27 - MF 36 G 7/8 - G 1'' ,83 65 x 25 M 27 - M 36 BSW 1.1/8 - BSW 1.3/ ,83 Ø D in inch For Ø D (mm) x H (mm) Ø D (inch) x H (inch) No. 13/16'' 20,6 x 6,35 13/16 x 1/ ,34 1'' 25,4 x 9,5 1'' x 3/ ,45 1.5/16'' 33,4 x 11,1 1.5/16 x 7/ , 1.1/2'' 38,1 x,7 1.1/2 x 1/ ,69 2'' 50,8 x 15,9 2'' x 5/ ,37 2.1/4'' 57,1 x 17,5 2.1/4 x 11/ ,37 2.1/2'' 63,5 x 19,0 2.1/2 x 3/ ,94 3'' 76,2 x 22,2 3'' x 7/ ,02 3.1/2'' 88,9 x 25,4 3.1/2'' x 1'' ,82 4'' 101,6 x 25,4 4'' x 1'' ,72 Die Stocks - steel Ø D x H For metric inch-sizes No. 45 x 18 M 16 - M 20 BSW 5/8 - BSW 13/ ,77 55 x 22 M 22 - M 24 BSW 7/8 - BSW 1'' ,76 65 x 25 M 27 - M 36 BSW 1.1/8 - BSW 1.3/ ,49 75 x 20 MF 38 - MF 42 G 1.1/8 - G 1.1/ ,19 75 x 30 M 38 - M 42 BSW 1.1/2 - BSW 1.5/ ,19 90 x 22 MF 45 - MF 52 G 1.3/8 - G 1.5/ ,53 90 x 36 M 45 - M 52 BSW 1.3/4 - BSW 2'' , x 22 MF 54 - MF 63 G 1.3/4 - G 2'' , x 36 M 54 - M 63 BSW 2.1/ ,02 0 x 22 MF 64 - MF 71 G 2.1/4 - G 2.3/ ,63 0 x 36 M 64 - M 71 BSW 2.1/2 - BSW 2.3/ , x 25 G 3'' , x , x , x 25 G 3.1/2'' , x 25 G 4'' ,37 139




140 Holding Tools Extension sleeves for taps for taps metric acc. to DIN 352 No. 2,1 60 M 1 - M 2, ,15 2, ,15 2,7 80 M ,15 3,0 90 M 3, ,15 3,4 95 M ,15 3, ,82 4, ,50 4,9 110 M 4,5 - M ,60 5,5 115 M 9 - M ,05 6,2 0 M ,39 7,0 5 M ,40 8, ,75 9,0 130 M 14 - M ,42 10, ,79 11,0 150 M ,82,0 155 M ,42 13, ,44 14,5 175 M 22 - M ,38 16,0 180 M ,51 18,0 200 M ,44 20,0 220 M ,75 22,0 220 M ,26 24,0 235 M 39 - M ,75 26, ,75 29,0 265 M 45 - M ,26 32,0 285 M ,38 Die Guides M 3 - M for DIN 223 = EN and Die Stocks DIN 225 = EN Application: The guide helps cutting an external with cutting dies. The guides will be laid together with the cutting dies into the die holder. Advantages: - accurate aligned s - clear fl anks - less defi cient products - better evacuation of the chip, because of the leading with clearance holes - able to cut right- or left-hand s as well as all possible pitches 16,82 Item No.: Net prices without VAT or tax 140
. Lubrication is important for chip removal processes.")


141 Cutting Paste BAER High Performance cutting paste Cutting paste with high pressure additives achieves extremely high lubricity. The paste adhering to the cutting edges only gets liquid when used (use cutting paste undiluted). Lubrication is important for chip removal processes. Advantages: - Contains no petroleum, chlorine or sulfur - Signifi cantly improved tool life time - Does not leave a greasy fi lm of oil on the workpiece Applications: Drilling, tapping, milling, reaming, milling, core drilling, sawing, as well as for heavy chipping and for all machining operations. For all steels such as: iron, steel, tool steel, high alloy steels, chromium-nickel alloys, Aluminum, titanium, manganese, cast steel, cast iron, brass, bronze and all stainless steels AISI 304, AISI 316, INOX etc. 100 ml 11,80 Item No.: SP100 Net prices without VAT or tax 300 ml 31,30 Item No.: SP300 Net prices without VAT or tax BAER Countersink HSSG 90 Countersink -VAP 90 Countersink for stainless steels HSSG-Bit 90 Countersink for electric screw drivers dimension No. No. No. 6,3 mm (M 3) , , ,70 8,3 mm (M 4) , , ,00 10,4 mm (M 5) , , ,40,4 mm (M 6) , , ,60 16,5 mm (M 8) , , ,50 20,5 mm (M 10) , , ,80 25,0 mm (M ) , ,00 31,0 mm (M 16) , ,00 Set 6,3 8,3 10,4,4 16,5 20,5 mm* , , ,00 Set 6,3 10,4 16,5 20,5 25,0 mm* , ,00 * picture of sets 141
142 Technical Tap Geometries d1 d2 d3 d4 d5 d6 d7 l1 l2 l3 l4 l5 l6 Thread diameter Shank diameter Chamfer diameter Neck diameter Recessed square diameter Neck diameter Web diameter Total length Thread length Useful length Chamfer lead length Square length Flute length Sqaure dimension Z v xr Nb m ha hf hr αp γp Number of fl utes Back taper (axial relief) Chamfer angle Width of fl ute Width of land Chamfer relief Relief on fl anks Chamfer relief Relief angle Rake angle Tap Centering < Ø 5,6 mm Centre point Centre point Ø 5,6 mm -,8 mm Centring point set off Centring bevel > Ø,8 mm Centring hole Centring hole 142
143 Technical Tap Construction dimensions DIN 352 DIN 2181 DIN 5157 DIN Gewindebohrer / Tap DIN 371 DIN Gewindebohrer / Tap DIN 376 DIN 374 DIN 5156 DIN DIN Gewindebohrer / Tap DIN 2174 DIN 371 Gewindeformer / Forming Tap DIN2174 DIN 376 DIN 2189 Gewindeformer / Forming Tap Tap Chamfer Forms Form A long, 6-8 for short Form B medium, 3,5-5,5 s with spiral point for in medium- and long chipping materials short, 2-3 s straight and spiral flutes for blind holes in medium- and long chipping materials for in short chipping materials Form D medium, 3,5-5 s straight and spiral flutes 15 for blind holes with long runout for short Form E very short, 1,5-2 s straight and spiral flutes 15 for blind holes with short runout Form F very short, 1-1,5 s straight and spiral flutes for blind holes with short runout Avoid if possible. Please note: Short chamfers cut s close to the bottom of the borehole. Long chamfers reduce the forced on the cutting edges (recommended for materials with higher material strength) Long chamfers increase the required torque. 143

144 Technical Tap flutes Form A, C, E straight-fluted for through and blind holes The flutes can hold a part of the chips. Chips get only partically removed in cutting direction. For this reason it is not recommended to use the tap for deep holes. Form B straight-fluted with spiral point for Due to the spiral point the chips are getting removed tightly rolled in cutting direction and prevents chip-packing. Coolant-lubricant can flow freely., D 8-15 left-hand spiral flutes for Due to the left-hand spiral flutes the rake angle remains constant and ensure stable chamfer teeth to produce s in high-strength materials. The left-hand spiral flutes forces the chips to remove ahead of the tap., E right-hand spiral flutes for blind holes Especially suitable for automatic lathes and multi-spindle machines. Due to the chip removal against the cutting direction a secured tapping process is assured in hard conditions, even for s with cross holes., E right-hand spiral flutes for blind holes Due to the high spiral flutes, the chips can be removed securely also in long-chipping and deep blind holes. 144
145 Technical Tolerances µm Innengewinde, H -Toleranz Gewindebohrer-Toleranz Innengewinde, G -Toleranz 7G 7H 6G 5H 6H ISO 3X ISO 3X 7GX 7G 0,2t 4G 5G ISO 3X 7GX 7G D 2(5 ) t (=T ) 4H ISO 1X ISO 1X ISO 2X ISO 2 ISO 3 ISO 1X ISO 2X ISO 2 ISO 3 ISO 2X ISO 2X ISO 3 ISO 2I SO 2 ISO 1 ISO 1 ISO 1 EI 0 0,1t 0,3t 0,5t 0,7 t Flankendurchmesser-Toleranz des Innengewindes nach DIN ISO Pitch diameter tolerance of internal acc. DIN ISO Gewindebohrer mit spezieller Flankendurchmesser-Toleranz Flankendurchmesser-Toleranz des Gewindebohrers nach DIN EN Pitch diameter tolerance of the tap acc. DIN EN El = Grundmaß Basis t = Toleranzklasse 5 des Innengewindes (Toleranzeinheit) Tolerance class of the internal (tolerance unit) TD2 = Toleranz des Flankendurchmessers Pitch diameter tolerance Flankendurchmesser-Toleranz des Ausschusslehrdorns nach DIN ISO 1502 Pitch diameter tolerance of the no-go plug gauge acc. DIN ISO 1502 Flankendurchmesser-Toleranz des Gutlehrdorns nach DIN ISO 1502 Pitch diameter tolerance of the go plug gauge acc. DIN ISO 1502 tolerance class of tap tolerance field internal remarks Applications 4H (DIN 802/1) ISO 1 4H 5H undersize Threads with small clearance 6H (DIN 802/1) ISO 2 4G 5G 6H normal Thread with normal clearance 6G (DIN 802/1) ISO 3 6G 7H 8H oversize Threads with large clearance 7G (DIN 802/4) 7G 8G oversize before heat treatment, causing distortion 6H +0,1 oversize Electroplating allowance 25μm thickness 6H +0,2 oversize Electroplating allowance 50μm thickness 145

 coating The TiAlN surface treatment increases the surface hardness (approx.")
146 Technical Tap Surface Treatments TIN (titanium nitride) coating The TIN surface treatment (titanium-nitride gold-yellow) increases the surface hardness (approx HV) and the sliding properties. It provides a better cutting performance and increased tool life time. VAP (vaporized - steam tempered) The oxide surface (vaporized) improves the adhesion of the cutting oil and provides a stabil lubricant film. Cold welding in the tap fl anks is reduced. TiAlN (titanium aluminium nitride) coating The TiAlN surface treatment increases the surface hardness (approx HV), the sliding properties (friction coeffi cient: 0,25) and with high temperature resistance up to 800 C. It provides a better cutting performance and increased tool life time. TiCN (titanium carbonitride) coating The TiCN surface treatment (titanium carbon nitride - grey violet) increases the surface hardness (approx HV) and the sliding properties (coeffi cient of friction: 0,3). It provides a better cutting performance and increased tool life time. Coating services Every ing tool of our product range - whether or not cataloged - can be delivered with any coating or surface treatment in short time. Troubleshooting guide for tapping Tapping undersized s Tapping oversized s Poor surface Thread break of the to be cut Low tap lifetime Tool outbreaks Cold welding on the tap Pitch error Too small tolerance Geometry of the tap is not suitable for the material Cutting speed is too high Bad running accuracy Chip jammings in flutes Incorrect positioning of workpiece or tap Inconsistent feed of tap Too high tolerance Cutting speed not suitable Cooling is not suitalbe or not existing Geometry of the tap is not suitable for the material Core hole too small Geometry of the tap is not suitable for the material Core hole too small Core hole not deep enough Chip jammings in flutes Bad running accuracy Incorrect positioning of workpiece or tap Inconsistent feed of tap Cutting speed not suitable Cooling is not suitalbe or not existing Geometry of the tap is not suitable for the material Surface treatment/ coating for tap needed Core hole too small Geometry of the tap is not suitable for the material Core hole too small Core hole not deep enough Chip jammings in flutes Bad running accuracy Incorrect positioning of workpiece or tap Inconsistent feed of tap Worn tap Cutting speed not suitable Increase coolant supply 146
147 Technical Tap Cutting speeds The cutting speeds for taps depend on following parameters: - material of the workpiece - tap geometries - lubrication - and more. You can fi n the cutting speed in the product describtions of the taps in our online-shop. Just enter the item number into the Search-fi eld and fi nd the cutting speeds in the bottom part of the product describtion. Lubrication and cooling It is recommended to use one of the following coolings or lubrications to improve the results andtool life time. Dry machining and pressurized air - cast iron - (Cooled) pressurized air is used for chip removal Emulsion - Most common coolant-lubricant for cutting Thread cutting oil - Achieving excellent surfaces and tool life time Thread cutting paste - suitable for forming taps - good results with horizontal cutting direction - for bigger diameters and MQL - Minimum-quantity lubrication - cooling by aerosol 147

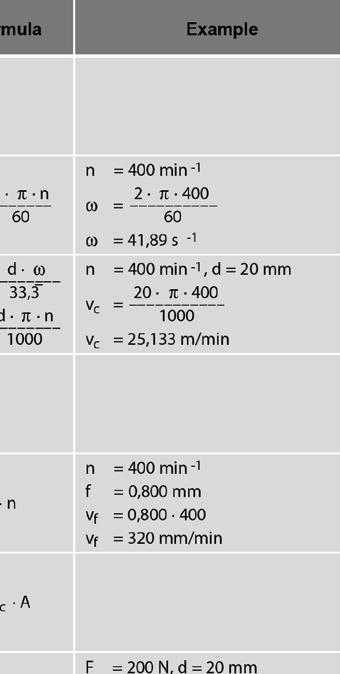


148 Technical Formula 148
149 Technical Geometries D E a c outside diameter thickness width of tooth width of notch b α β γ diameter of hole for fi xing screw rake angle chamfer angle spiral angle Preparation of workpiece: - concentrical chamfer - ease entry of cutting - workpiece diameter must be less than the nominal diameter Chamfer - Standard chamfer (length, see at the item) - Spiral entry: free flow of chips ahead of the die and a reducing of cutting torque. This resulsts in an improved surface finish on the cut s and longer die life - 70 (short chamfer) - chamfer length: 1,25 pitch = 70 Tolerances for Metric ISO acc. DIN 13 - coarse and fine 4h = tolerance class fine 6h = tolerance class middle, for small diameters (up to M 1,4) 6g = tolerance class middle - Standard 6e = undersize tolerance; for bolts that receive a surface treatment or a galvanizing (layer thickness up to 8 µm). Cutting dies with 6e tolerance are cutting about 0,03 mm smaller than normal cutting dies with 6g tolerance. 8e = undersize tolerance; for bolts that receive a strong surface coating (layer thickness about µm) Unifi ed C, F, EF, S,, JC, JF etc. 3A = tolerance fine 2A = standard tolerance middle 1A = tolerance coarse Whitworth pipe G acc. DIN-ISO 228 A = standard tolerance middle B = tolerance coarse 149
150 Technical Cutting speeds for Machine Forming Taps materials tensile strength forming speed in m/min recommended lubrication construction steels, free-macining steels, cold-extrusion steels etc. construction steels, heat-treatable steels, cast steels etc. heat-treatable steels, cold-extrusion steels, nitriding steels etc. < 600 N/mm² < 800 N/mm² Cutting oil/ Emulsion Cutting oil/ Emulsion < 1000 N/mm² Cutting oil corrosion and acid proof steels ferritic, martensitic < 950 N/mm² (with emulsion just limitedly applicable) Cutting oil corrosion and acid proof steels austenitic < 950 N/mm² (with emulsion just limitedly applicable) Cutting oil aluminium wrought alloys < 550 N/mm² aluminium cast alloys Si < % Cutting oil/ Emulsion Cutting oil/ Emulsion pure copper < 400 N/mm² Cutting oil/ Emulsion copper-zinc alloys (brass long-chipping) < 550 N/mm² Emulsion forming (cutting) speed [m/min] = (diameter * π * number of rotation) / 1000 number of rotation n [1/min] = (cutting speed in m/min * 1000) / (diameter * π) feed programming [mm/min] = number of rotation * pitch Please notice that the mentioned cutting speeds are only for orientation. The right cutting speed is depend on lubrication and application. BAER Vertriebs GmbH Robert-Bosch-Str Heddesheim Germany Tel: +49 (0) Fax: +49 (0) info@gewindebohrer.de 150











151 BAER Vertriebs GmbH Robert-Bosch-Str Heddesheim Germany Tel: +49 (0) Fax: +49 (0) info@gewindebohrer.de





152 BAER Vertriebs GmbH Robert-Bosch-Str Heddesheim Germany Tel: +49 (0) Fax: +49 (0) info@gewindebohrer.de
Threading tools to JIS standard
 Taps for metric, metric-fine, UNC, UNF and PT threads For universal applications, stainless steel, cast iron and aluminium as well as for hard machining -PM high-performance taps with new TiAlN-coating
Taps for metric, metric-fine, UNC, UNF and PT threads For universal applications, stainless steel, cast iron and aluminium as well as for hard machining -PM high-performance taps with new TiAlN-coating
Drills Jobber, R40 UNI
 Drills Jobber, - offers superior performance - for longer tool life 0955 9.55 133 87 10 D168 0955 0960 9.6 133 87 10 D168 0960 0970 9.7 133 87 10 D168 0970 0980 9.8 133 87 10 D168 0980 0990 9.9 133 87
Drills Jobber, - offers superior performance - for longer tool life 0955 9.55 133 87 10 D168 0955 0960 9.6 133 87 10 D168 0960 0970 9.7 133 87 10 D168 0970 0980 9.8 133 87 10 D168 0980 0990 9.9 133 87
Carbide Drills When productivity matters - Stub 1. to Long 1
 CARBIDE DRILLS Carbide Drills When productivity matters - Stub 1 to Long 1 hole depths - With & without internal coolant - Ultra fine grain type carbide - Technically advanced multi-layer coatings Drill
CARBIDE DRILLS Carbide Drills When productivity matters - Stub 1 to Long 1 hole depths - With & without internal coolant - Ultra fine grain type carbide - Technically advanced multi-layer coatings Drill
SPIRAL POINT TAPS for through hole tapping
 SPIRAL FLUTE TAPS for blind hole tapping Ideally suitable for blind hole tapping in most materials, particularly aluminium, brass, copper and similar metals. The build up of swarf at the bottom of the
SPIRAL FLUTE TAPS for blind hole tapping Ideally suitable for blind hole tapping in most materials, particularly aluminium, brass, copper and similar metals. The build up of swarf at the bottom of the
Thread Reinforcement Thread Repair
 2013 www.baercoil.com Made in Germany Thread Reinforcement Thread Repair Precision and Quality Good quality is the best marketing, because satisfied customers underline our success. Our most important
2013 www.baercoil.com Made in Germany Thread Reinforcement Thread Repair Precision and Quality Good quality is the best marketing, because satisfied customers underline our success. Our most important
Reamers - Hand - Machine (Morse Taper & Chucking) - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable
 - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable") REAMERS Reamers - Hand - Machine (Morse Taper & Chucking) - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable the ultimate reference book is here... BLACK BOOK The ultimate reference book:
REAMERS Reamers - Hand - Machine (Morse Taper & Chucking) - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable the ultimate reference book is here... BLACK BOOK The ultimate reference book:
Drills Jobber, DXJ D D D D
 Drills Jobber, DXJ 0840 8.4 117 75 0840 0840 0850 8.5 117 75 0850 0850 0860 8.6 81 0860 0860 00 8.7 81 00 00 03 8.73 11/32 81 03 03 0880 8.8 81 81 0880 0880 0890 8.9 8.9 81 81 0890 0890 9.0 9.0 81 81 0910
Drills Jobber, DXJ 0840 8.4 117 75 0840 0840 0850 8.5 117 75 0850 0850 0860 8.6 81 0860 0860 00 8.7 81 00 00 03 8.73 11/32 81 03 03 0880 8.8 81 81 0880 0880 0890 8.9 8.9 81 81 0890 0890 9.0 9.0 81 81 0910
Aluminium and (-2)* aluminium casting alloys *() * emulsion (long-chip) **
* aluminium casting alloys *() * emulsion (long-chip) **") System components for installation Standard range of HELICOIL plus manual and machine taps Range of types Recommended guide values Manual Machine tap tap Through hole Blind hole Cutting Cooling All hole
System components for installation Standard range of HELICOIL plus manual and machine taps Range of types Recommended guide values Manual Machine tap tap Through hole Blind hole Cutting Cooling All hole
Drilling Tools. Drilling Tools
 Twist drills Miniature drills Sheet metal drills Spiral countersinks (core drills) Step drills Centre drills Taper pin drills Core drills 1 1.3 1.48 Solid carbide drills Solid carbide tapping Tools Carbide
Twist drills Miniature drills Sheet metal drills Spiral countersinks (core drills) Step drills Centre drills Taper pin drills Core drills 1 1.3 1.48 Solid carbide drills Solid carbide tapping Tools Carbide
Taps, Dies & Threading
 Hand s Premium er, Plug & Bottoming Style s s, s & ing Inch s er Style Plug Style Bottoming Style 6 32 2 3 0.688 GH3 915600 915628 915656 8 32 2-1/8 4 0.750 GH3 915601 915629 915657 10 24 2-3/8 4 0.875
Hand s Premium er, Plug & Bottoming Style s s, s & ing Inch s er Style Plug Style Bottoming Style 6 32 2 3 0.688 GH3 915600 915628 915656 8 32 2-1/8 4 0.750 GH3 915601 915629 915657 10 24 2-3/8 4 0.875
Carbide Endmills High performance solutions - Solutions for slotting, finishing, roughing & profiling - Micro & Ultra fine grain type carbides -
 CARBIDE ENDMILLS Carbide Endmills High performance solutions - Solutions for slotting, finishing, roughing & profiling - Micro & Ultra fine grain type carbides - Various shank styles to suit your needs
CARBIDE ENDMILLS Carbide Endmills High performance solutions - Solutions for slotting, finishing, roughing & profiling - Micro & Ultra fine grain type carbides - Various shank styles to suit your needs
Standard product line MEGA-Speed-Drill. MEGA-Speed-Drill-Inox MEGA-Speed-Drill-Iron. The tool specialists for the trade.
 The tool specialists for the trade. Standard product line MEGA-Speed-Drill Available immediately as 5xD version : MEGA-Speed-Drill-Inox MEGA-Speed-Drill-Iron The tool specialists for the trade. MILLER
The tool specialists for the trade. Standard product line MEGA-Speed-Drill Available immediately as 5xD version : MEGA-Speed-Drill-Inox MEGA-Speed-Drill-Iron The tool specialists for the trade. MILLER
YE-PT19 EUROPE. HSS-PM (Powder Metallurgy) TAPS Excellent Performance on Various Work Materials HEAD OFFICE
 TAPS Excellent Performance on Various Work Materials HEAD OFFICE") YE-T19 EUROE (owder Metallurgy) TAS Excellent erformance on Various Work Materials HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South orea hone: +82-32-526-0909 Http://www.yg1.kr E-mail: yg1@yg1.kr
YE-T19 EUROE (owder Metallurgy) TAS Excellent erformance on Various Work Materials HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South orea hone: +82-32-526-0909 Http://www.yg1.kr E-mail: yg1@yg1.kr
GU 500 DZ PREMIUM COBALT DRILLS GU 500 DZ
 GU 500 DZ PREMIUM COBALT DRILLS GU 500 DZ GU 500 DZ Premium Cobalt Drills The GU 500 DZ drill series from Guhring is designed for the machinist who doesn t want to settle for average results. When carbide
GU 500 DZ PREMIUM COBALT DRILLS GU 500 DZ GU 500 DZ Premium Cobalt Drills The GU 500 DZ drill series from Guhring is designed for the machinist who doesn t want to settle for average results. When carbide
Info Overview - solid carbide twist drills (I) Drilling Tools
 Drilling Tools") Info Overview - solid carbide twist drills (I) Brand 0 0 0 0 0 0 0 0 Company standard Company standard Company standard Company standard 6539 6539 6539 6539 5 x D Countersink Countersink Article number
Info Overview - solid carbide twist drills (I) Brand 0 0 0 0 0 0 0 0 Company standard Company standard Company standard Company standard 6539 6539 6539 6539 5 x D Countersink Countersink Article number
Bridging the gap... R40 UNI SPM DRILLS. with carbide drills. for an on-site demonstration contact Sutton Tools on
 Bridging the gap... with carbide drills R40 DRILLS for an on-site demonstration contact Sutton Tools on 1800 335 350 100% Australian Owned The 130 four facet point with a web profile grind combined with
Bridging the gap... with carbide drills R40 DRILLS for an on-site demonstration contact Sutton Tools on 1800 335 350 100% Australian Owned The 130 four facet point with a web profile grind combined with
Bluechip Tooling td Tel Table of Content Type Page range Metric M with chamfer M3 - M20 M5 - M Metric
 Bluechip Tooling td info@bluechiptooling.co.uk Tel 024 7647 4819 Circular Milling Cutters in Solid Carbide Version -Coating Uncoated Types Best Prices Best Endurance from Ø 4 Short processing times by
Bluechip Tooling td info@bluechiptooling.co.uk Tel 024 7647 4819 Circular Milling Cutters in Solid Carbide Version -Coating Uncoated Types Best Prices Best Endurance from Ø 4 Short processing times by
Drilling tools. From page Centring drills NC spot drills. Twist drills HSS, HSS/ Co, solid carbide. From page 10-6
 tools entring drills N spot drills From page 10-3 Twist drills HSS, HSS/ o, solid carbide From page 10-6 Step drills one drill bits arbide masonry drill Bit tools From page 10-44 ircle cutters T-A Insert
tools entring drills N spot drills From page 10-3 Twist drills HSS, HSS/ o, solid carbide From page 10-6 Step drills one drill bits arbide masonry drill Bit tools From page 10-44 ircle cutters T-A Insert
ng Drilli ng eadi Thr Turni ng illi ders ol H Tool r la ders odu hol M Tool
 1 HSS drilling Drilling 2 Solid carbide drilling 3 Indexable insert drilling 4 Reaming and Countersinking 5 HSS taps and dies Threading 6 Circular and Thread Milling 8 Turning Tools Turning 9 EcoCut 10
1 HSS drilling Drilling 2 Solid carbide drilling 3 Indexable insert drilling 4 Reaming and Countersinking 5 HSS taps and dies Threading 6 Circular and Thread Milling 8 Turning Tools Turning 9 EcoCut 10
POWER PRICE UNI. powerful UNF METAL. UNCPower. power ful GOLD FOR. powerful TOP GEOMETRIES UNF PERFECT CHOICE VER. perfect thread form.
 MADE BY UNIVERSALtaps TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT universal power ful UNC-THREAD ISO-METRIC THREADS GUHRING
MADE BY UNIVERSALtaps TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT universal power ful UNC-THREAD ISO-METRIC THREADS GUHRING
Solid Carbide Thread Milling
 Solid Carbide Thread Milling 07 - '06 Contents Page GRADES OF COMBIDEX SOLID CARBIDE THREAD MILLS Micrograin 4 Order Example 4 ISO - Metric Thread 6O 5 ISO - Metric Fine Pitch Thread 6O 5 ISO - Metric
Solid Carbide Thread Milling 07 - '06 Contents Page GRADES OF COMBIDEX SOLID CARBIDE THREAD MILLS Micrograin 4 Order Example 4 ISO - Metric Thread 6O 5 ISO - Metric Fine Pitch Thread 6O 5 ISO - Metric
E R H 10 (N) - 11 (C) 1
 - 11 (C) 1") Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
Solid carbide Twist Drills Overview
 Solid carbide Twist Drills Overview Manufacturer ß 000000000000 DIN similar to 899 338 338 338 6539 6539 6539 6539 6539 6539 6539 6539 6539 Counters.cut.Counters.cut. 3 x D 3 x D 3 x D, IKZ 3 x D, IKZ
Solid carbide Twist Drills Overview Manufacturer ß 000000000000 DIN similar to 899 338 338 338 6539 6539 6539 6539 6539 6539 6539 6539 6539 Counters.cut.Counters.cut. 3 x D 3 x D 3 x D, IKZ 3 x D, IKZ
Solid Carbide Thread Milling
 Ordering Code Standard Fine D D L L T Height Pitch/mm Solid Carbide Thread Milling Contents Information Page - ISO Metric & External Thread Page - 2 ISO Metric Pitch & Fine Pinch External Thread 60º Page
Ordering Code Standard Fine D D L L T Height Pitch/mm Solid Carbide Thread Milling Contents Information Page - ISO Metric & External Thread Page - 2 ISO Metric Pitch & Fine Pinch External Thread 60º Page
Cutting
 wist drills Miniature drills Sheet metal drills Core drills Step drills Centring and spot drills aper pin drills Solid carbide drills Solid carbide tapping ools Carbide reversible cutting inserts wist
wist drills Miniature drills Sheet metal drills Core drills Step drills Centring and spot drills aper pin drills Solid carbide drills Solid carbide tapping ools Carbide reversible cutting inserts wist
2017 NORTH AMERICA TAPS EDITION
 2017 NORTH AMERICA TAPS EDITION PRIMED FOR PRODUCTIVITY THE MOST POWERFUL TAPS IN THE BUSINESS PROUDLY BEAR OUR NAME. WIDIA-GTD delivers a complete range of solid carbide, high performance, multipurpose,
2017 NORTH AMERICA TAPS EDITION PRIMED FOR PRODUCTIVITY THE MOST POWERFUL TAPS IN THE BUSINESS PROUDLY BEAR OUR NAME. WIDIA-GTD delivers a complete range of solid carbide, high performance, multipurpose,
Thread Milling AM-CAT-THREADMILL(GB)-07/08. Cutters, Inserts and Holders
-07/08. Cutters, Inserts and Holders") Thread Milling AM-CAT-THREAMILL(GB)-07/08 Cutters, Inserts and Holders Allied Maxcut Thread Mills FEATURES - Complete programme available of both solid carbide and indexable insert thread mills - Full
Thread Milling AM-CAT-THREAMILL(GB)-07/08 Cutters, Inserts and Holders Allied Maxcut Thread Mills FEATURES - Complete programme available of both solid carbide and indexable insert thread mills - Full
Introduction. Sparkplug / Plugsaver Kits
 RECOIL 2013 Introduction Standard Kits Standard Kits Sparkplug / Plugsaver Kits Replacement Insert Packets for Kits and Merchandiser Replacement Insert Packets for Kits and Merchandiser Range Kits Re-grip
RECOIL 2013 Introduction Standard Kits Standard Kits Sparkplug / Plugsaver Kits Replacement Insert Packets for Kits and Merchandiser Replacement Insert Packets for Kits and Merchandiser Range Kits Re-grip
HSS ground for steel to 900 N/mm 2, aluminium alloys, brass, bronze. Use For producing screw through-holes DIN EN 20273,
 Drilling Tools Step drills 184 Step drills T - Countersink angle - With straight shank - Cone envelope grind - Web-thinned chisel edge and surface treatment For producing threaded core holes and countersinks
Drilling Tools Step drills 184 Step drills T - Countersink angle - With straight shank - Cone envelope grind - Web-thinned chisel edge and surface treatment For producing threaded core holes and countersinks
Scandinavian Tool Systems AB is a Swedish based manufacturer and supplier of tools for thread turning, thread milling, parting off and grooving.
 Edition 2015-10 Scandinavian Tool Systems AB is a Swedish based manufacturer and supplier of tools for thread turning, thread milling, parting off and grooving. The main product is the QuadCut, which on
Edition 2015-10 Scandinavian Tool Systems AB is a Swedish based manufacturer and supplier of tools for thread turning, thread milling, parting off and grooving. The main product is the QuadCut, which on
Tap and Drill Bit Selection Guide
 148 2012/2013 Power Tools & Accessories Catalog Tap and Drill Bit Selection Guide American Standard and Unified Form Threads Tap drill size is approximately 7% of threaded depth. Thread Nominal Size Standard
148 2012/2013 Power Tools & Accessories Catalog Tap and Drill Bit Selection Guide American Standard and Unified Form Threads Tap drill size is approximately 7% of threaded depth. Thread Nominal Size Standard
DRILL INSERTS & HOLDERS
 DRILL INSERTS & HOLDERS THROW-AWAY DRILL INSERTS DRILL INSERT HOLDERS HOLDER ACCE SSORIES General Introduction Throw-Away Drill Inserts and Holders The Throw-Away Inserts YG-1's throw-away drill inserts
DRILL INSERTS & HOLDERS THROW-AWAY DRILL INSERTS DRILL INSERT HOLDERS HOLDER ACCE SSORIES General Introduction Throw-Away Drill Inserts and Holders The Throw-Away Inserts YG-1's throw-away drill inserts
Drills Manufactured to National Aerospace Standards (NAS)
") Drills Manufactured to National Aerospace Standards (NAS) Tool Materials Manufactured from premium grades of HSS and HSS-E materials These substrates provide good hot hardness and therefore good tool life
Drills Manufactured to National Aerospace Standards (NAS) Tool Materials Manufactured from premium grades of HSS and HSS-E materials These substrates provide good hot hardness and therefore good tool life
Series Features: Diameters:.312,.375,.500,.625,.750, 1.000, 1.250, 1.500
 New design indexable threadmilling inserts and tool holders allow for a profitable and effective way to produce external and internal applications quickly while generating superior surface finish. Diameters:.312,.375,.500,.625,.750,
New design indexable threadmilling inserts and tool holders allow for a profitable and effective way to produce external and internal applications quickly while generating superior surface finish. Diameters:.312,.375,.500,.625,.750,
CrazyDrill TM Cool XL
 CrazyDrill TM Cool XL NEW Extra long High Performance Drills 2 1 shot = 1 hole CrazyDrill Cool XL for deep hole drilling With the new CrazyDrill Cool XL, the engineers from Mikron Tool have developed a
CrazyDrill TM Cool XL NEW Extra long High Performance Drills 2 1 shot = 1 hole CrazyDrill Cool XL for deep hole drilling With the new CrazyDrill Cool XL, the engineers from Mikron Tool have developed a
Universal milling tools Favora. passion for precision
 Universal milling tools Favora passion for precision ToolService in Willich, Germany FRAISA thanks to tool reconditioning and material recycling www.bluecompetence.net End milling tools for
Universal milling tools Favora passion for precision ToolService in Willich, Germany FRAISA thanks to tool reconditioning and material recycling www.bluecompetence.net End milling tools for
ThreadMill. For Thread Milling
 ThreadMill For Thread Milling Scandinavian Tool Systems Scandinavian Tool Systems AB Our business idea is to offer the best rigid threading system to our customer and to be in the front line of cutting
ThreadMill For Thread Milling Scandinavian Tool Systems Scandinavian Tool Systems AB Our business idea is to offer the best rigid threading system to our customer and to be in the front line of cutting
Rotary burrs 238 PRECISION TOOLS
 ROTARY BURRS 09 Rotary burrs The high-performance tungsten carbide rotary burrs provide maximum cutting edge stability with a simultaneous high tenacity of the cutting edge. Alu high-performance tungsten
ROTARY BURRS 09 Rotary burrs The high-performance tungsten carbide rotary burrs provide maximum cutting edge stability with a simultaneous high tenacity of the cutting edge. Alu high-performance tungsten
TAPS AND DIES. American Made American Owned
 TAPS AND DIES 2006 American Made American Owned Founded in 1957, Fastcut Tool lives up to its name with America s most extensive, fast-cutting line of roughing end mills. For over five decades, Fastcut
TAPS AND DIES 2006 American Made American Owned Founded in 1957, Fastcut Tool lives up to its name with America s most extensive, fast-cutting line of roughing end mills. For over five decades, Fastcut
BELL, SCOTT & CO. LTD.
 Twist drills DIN 338 type N HSS Co 5 ground, with split point BELL, SCOTT & CO. LTD. Special drills consisting of cobalt alloyed heavy duty high-speed steel with higher heat-resistance. Ideally suitable
Twist drills DIN 338 type N HSS Co 5 ground, with split point BELL, SCOTT & CO. LTD. Special drills consisting of cobalt alloyed heavy duty high-speed steel with higher heat-resistance. Ideally suitable
Drilling Solutions. Solid Carbide Tools. New Expanded Offering VALUE AT THE SPINDLE. High Performance
 Solid Carbide Tools Drilling Solutions High Performance VALUE AT THE SPINDLE ISO 9001 Certified Company New Expanded Offering A B1 B2 E D C A HIGH PERFORMANCE FLUTE DESIGN efficiently transports chips
Solid Carbide Tools Drilling Solutions High Performance VALUE AT THE SPINDLE ISO 9001 Certified Company New Expanded Offering A B1 B2 E D C A HIGH PERFORMANCE FLUTE DESIGN efficiently transports chips
E R H 10 (N) - 11 (C) 1
 - 11 (C) 1") Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
Code System Holder Code System E R H 10 (N) - 11 (C) 1 2 3 4 5 6 7 Holder Type Hand Of Insert Name Height Of Shank Shim Insert Size Clamping System 1 Holder Type E R H 10 (N) - 11 (C) 4 Height Of Shank
121 indexable. Butt WelDeD tools. Die heads & chasers. restorers. Page Page sheet & tube Drills. Drills. Page Page...
 group 010 Butt WelDeD tools group 016 Die heads & chasers group 017 thread restorers Page...........................18 Page...........................19 Page...........................19 group 019 sheet
group 010 Butt WelDeD tools group 016 Die heads & chasers group 017 thread restorers Page...........................18 Page...........................19 Page...........................19 group 019 sheet
MOLD GRINDING POLISHING
 G At M.A.Ford, we pride ourselves on being one of the world s premier manufacturers of high performance cutting tools. That s as true today as it was back in 1919 when Matthew A. Ford produced the first
G At M.A.Ford, we pride ourselves on being one of the world s premier manufacturers of high performance cutting tools. That s as true today as it was back in 1919 when Matthew A. Ford produced the first
Imperial thread inserts for metals
 0101/12.02 American National Coarse Thread American National Fine Thread British Standard Whitworth Thread British Standard Fine Thread British Standard Pipe Thread ISO 228/1 Pipe Thread British Association
0101/12.02 American National Coarse Thread American National Fine Thread British Standard Whitworth Thread British Standard Fine Thread British Standard Pipe Thread ISO 228/1 Pipe Thread British Association
Solid Carbide Tools. Drilling Solutions. New Expanded Offering. ISO 9001 Certified
 Solid Carbide Tools Drilling Solutions New Expanded Offering ISO 9001 Certified A B1 B2 E C D SERIES 135 A HIGH PERFORMANCE FLUTE DESIGN efficiently transpts chips increases strength f aggressive drilling
Solid Carbide Tools Drilling Solutions New Expanded Offering ISO 9001 Certified A B1 B2 E C D SERIES 135 A HIGH PERFORMANCE FLUTE DESIGN efficiently transpts chips increases strength f aggressive drilling
Standard program. Drilling tools. ...convincing solutions. Measuring tools, Cutting blades
 Standard program Drilling tools Measuring tools, Cutting blades...convincing solutions Twist drills Twist drills DIN 338/HSS type N point angle 118, spiral angle 25-35, Ø-tolerance h 8, of HSS, for drilling
Standard program Drilling tools Measuring tools, Cutting blades...convincing solutions Twist drills Twist drills DIN 338/HSS type N point angle 118, spiral angle 25-35, Ø-tolerance h 8, of HSS, for drilling
METAL DRILLING. Metal Drilling ENGINEERED FOR CONTROLLED PRECISION AND SPEED 118 SPLIT POINT 118 STANDARD POINT 135 SPLIT POINT TURBOMAX JET POINT
 128 METAL DRILLING ENGINEERED FOR CONTROLLED PRECISION AND SPEED The IRWIN line of metal drill bits offers of a solution for every professional application. Each metal drill bit is made of high speed steel
128 METAL DRILLING ENGINEERED FOR CONTROLLED PRECISION AND SPEED The IRWIN line of metal drill bits offers of a solution for every professional application. Each metal drill bit is made of high speed steel
Table of Contents. Standard Taps
 Table of Contents Standard Taps Standard Taps--High Speed Steel Machine Screw Sizes... 2 Standard Taps--High Speed Steel Hand Taps (Fractional Sizes)... 4 Standard Taps--High Speed Steel Machine Screw
Table of Contents Standard Taps Standard Taps--High Speed Steel Machine Screw Sizes... 2 Standard Taps--High Speed Steel Hand Taps (Fractional Sizes)... 4 Standard Taps--High Speed Steel Machine Screw
TAPER AND DEBURRING COUNTERSINKERS
 TAPER AND DEBURRING OUNTERSINKERS Taper and deburring countersinkers The flutes of the new RUKO highperformance taper and deburring countersinkers are BN ground from the fully hardened material. Because
TAPER AND DEBURRING OUNTERSINKERS Taper and deburring countersinkers The flutes of the new RUKO highperformance taper and deburring countersinkers are BN ground from the fully hardened material. Because
Table of Contents. Standard Taps
 Table of Contents Standard Taps Standard Taps--High Speed Steel Machine Screw Sizes... 3 Standard Taps--High Speed Steel Hand Taps (Fractional Sizes)... 5 Standard Taps--High Speed Steel Machine Screw
Table of Contents Standard Taps Standard Taps--High Speed Steel Machine Screw Sizes... 3 Standard Taps--High Speed Steel Hand Taps (Fractional Sizes)... 5 Standard Taps--High Speed Steel Machine Screw
MHS TOOLS NEWS B137G. Drills for die & mould machining
 TOOLS NEWS Solid Carbide for Die & Mould Machining WSTAR Series 2013.3 Update B137G Small diameters now included s for die & mould machining Innovative drilling in hardened steel by eliminating the need
TOOLS NEWS Solid Carbide for Die & Mould Machining WSTAR Series 2013.3 Update B137G Small diameters now included s for die & mould machining Innovative drilling in hardened steel by eliminating the need
NHD - Improved Solid Carbide Drill
 February 2016 1/12 NHD - Improved Solid Carbide Drill 2/12 KEY POINT TaeguTec is pleased to introduce a new solid carbide drill - NHD Drill - which is an improved line over the existing SHD and SHO drills
February 2016 1/12 NHD - Improved Solid Carbide Drill 2/12 KEY POINT TaeguTec is pleased to introduce a new solid carbide drill - NHD Drill - which is an improved line over the existing SHD and SHO drills
Mill - Thread Inserts and Kits
 Mill - Thread s and Kits Mill-Thread tools for threading on CNC milling machines by using helical interpolation programs Advantages of Mill-Thread Tools Same toolholder and insert can produce both right-hand
Mill - Thread s and Kits Mill-Thread tools for threading on CNC milling machines by using helical interpolation programs Advantages of Mill-Thread Tools Same toolholder and insert can produce both right-hand
Standard programme. Multi-bladed reamers and counterboring tools. The tool specialists for the trade.
 Standard programme Multi-bladed reamers and counterboring tools The tool specialists for the trade. 2 STANDARD PROGRAMME Introduction Welcome to the world of precision! Founded in 1906 by August Beck as
Standard programme Multi-bladed reamers and counterboring tools The tool specialists for the trade. 2 STANDARD PROGRAMME Introduction Welcome to the world of precision! Founded in 1906 by August Beck as
Endmills. Drills. Reamers. Where high performance is the standard. Countersinks Edgehog. Burrs. Performance, Precision, Economy
 Edgehog Where high performance is the standard Performance, Precision, Economy For more than 90 years, M.A.FORD has been at the cutting edge of tooling design and manufacture and has developed an enviable
Edgehog Where high performance is the standard Performance, Precision, Economy For more than 90 years, M.A.FORD has been at the cutting edge of tooling design and manufacture and has developed an enviable
Threading Inserts Identification System
 THEADING Turning Tools Threading Inserts Identification ystem 16 E 1.50 IO - TC 1 2 3 4 5 6 1 Insert ize 2 Thread tyle 3 Hand of Insert L (mm) E=External =ight 11 6.35 I=Internal L=Left 16 9.525 22 12.7
THEADING Turning Tools Threading Inserts Identification ystem 16 E 1.50 IO - TC 1 2 3 4 5 6 1 Insert ize 2 Thread tyle 3 Hand of Insert L (mm) E=External =ight 11 6.35 I=Internal L=Left 16 9.525 22 12.7
BASIC STANDARDS. Core holes for tapping screws and bolts with tapping screw thread DIN Simple, most common tapping thread-joints.
 ISO DIN : 797 Core holes for tapping screws and bolts with tapping screw thread DIN 7970 Guidelines for application The essential characteristic of tapping screw thread is its capability of forming chipless
ISO DIN : 797 Core holes for tapping screws and bolts with tapping screw thread DIN 7970 Guidelines for application The essential characteristic of tapping screw thread is its capability of forming chipless
hole saws 260 PRECISION TOOLS
 HOLE SAWS hole saws G hole saws The new RUKO hssg hole saws can be used in hand and pillar drills. When employing pillar drills, use manual advance only. Suitable for steel (up to 800 N/²) and cast steel,
HOLE SAWS hole saws G hole saws The new RUKO hssg hole saws can be used in hand and pillar drills. When employing pillar drills, use manual advance only. Suitable for steel (up to 800 N/²) and cast steel,
DRILLS CARBIDE. Drills Carbide When productivity matters - 3xd 1
 Drills Carbide When productivity matters - 3xd 1 to 12xd 1 hole depths - With & without internal coolant - Ultra fine grain type carbide - Technically advanced multi-layer coatings DRILL CARBIDE Drills
Drills Carbide When productivity matters - 3xd 1 to 12xd 1 hole depths - With & without internal coolant - Ultra fine grain type carbide - Technically advanced multi-layer coatings DRILL CARBIDE Drills
Your guide to the right drill bit
 Drilling 44 Drilling Overview Bosch Accessories 11/12 Your guide to the right drill bit These information pages are designed to help the user. They describe the correct use of the appropriate power tool
Drilling 44 Drilling Overview Bosch Accessories 11/12 Your guide to the right drill bit These information pages are designed to help the user. They describe the correct use of the appropriate power tool
1. TAPS AND SCREW-PLATES ASCO machine Tap for horology and equipment high-speed steel
 1. TAPS AND SCREW-PLATES ASCO machine Tap for horology and equipment high-speed steel SPIROLEX 10 / 3G NIHS For brass, traversing holes, with 2 helicoidal grooves. Helix at left, perfectly countersinking
1. TAPS AND SCREW-PLATES ASCO machine Tap for horology and equipment high-speed steel SPIROLEX 10 / 3G NIHS For brass, traversing holes, with 2 helicoidal grooves. Helix at left, perfectly countersinking
Meticulous attention to detail combined with a wealth of experience from our people. Perfection. Innovation. Competence. Partnership.
 PRODUCT CATALOGUE Meticulous attention to detail combined with a wealth of experience from our people. Perfection. Innovation. Competence. Partnership. 2 3 OUR CARBIDE GRADES AF K10 UF AF K20 CF AF K34
PRODUCT CATALOGUE Meticulous attention to detail combined with a wealth of experience from our people. Perfection. Innovation. Competence. Partnership. 2 3 OUR CARBIDE GRADES AF K10 UF AF K20 CF AF K34
THREADING. Korloy threading tools are available for machining various shapes of thread at various pitches while ensuring high quality performances
 THREAING Korloy threading tools are available for machining various shapes of thread at various pitches while ensuring high quality performances 1 Code System 02 Holder Code System 02 Insert Code System
THREAING Korloy threading tools are available for machining various shapes of thread at various pitches while ensuring high quality performances 1 Code System 02 Holder Code System 02 Insert Code System
Reamers. - Hand - Machine (Morse Taper & Chucking) - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable
 - Bridge - Taper Pin - Morse Taper Socket - Taper Pipe - Adjustable") REAER Reamers - and - achine (orse Taper & Chucking) - Bridge - Taper in - orse Taper ocket - Taper ipe - Adjustable AVAILABLE I ULTILE LAGUAGE L00 VE L00 VL L00 VFR L00 VDE L00 VIT L00 VE L00 VE Engineers
REAER Reamers - and - achine (orse Taper & Chucking) - Bridge - Taper in - orse Taper ocket - Taper ipe - Adjustable AVAILABLE I ULTILE LAGUAGE L00 VE L00 VL L00 VFR L00 VDE L00 VIT L00 VE L00 VE Engineers
Milling Tools Milling Tools
 HSS-keyway milling cutters -finishing cutters -roughing cutters -radius milling cutters Solid carbide -universal end milling cutters - end milling cutters RockTec 52 and 65 - ALU end milling cutters -
HSS-keyway milling cutters -finishing cutters -roughing cutters -radius milling cutters Solid carbide -universal end milling cutters - end milling cutters RockTec 52 and 65 - ALU end milling cutters -
SA SyStem. NeW. Part-off and grooving system for radial grooving. high positive inserts for aluminium self-clamping blades.
 SA SyStem Part-off and grooving system for radial grooving NeW high positive inserts for aluminium self-clamping blades www.arno.de 01/2013 Content Content SA-Monoblock holder... Page 4 9 SA-Blades...
SA SyStem Part-off and grooving system for radial grooving NeW high positive inserts for aluminium self-clamping blades www.arno.de 01/2013 Content Content SA-Monoblock holder... Page 4 9 SA-Blades...
Performance requires quality.
 131 - With straight shank and square - Left-hand spiral 7-8 - First cut 1/4 of the cutting length (l 2 ) - Accuracy Hand Reamers DIN 26. Not suitable for blind holes. d 1 l 2 l 1 d 2 131 2, 25 5 1,6 21
131 - With straight shank and square - Left-hand spiral 7-8 - First cut 1/4 of the cutting length (l 2 ) - Accuracy Hand Reamers DIN 26. Not suitable for blind holes. d 1 l 2 l 1 d 2 131 2, 25 5 1,6 21
For Extra Large Pitches METRIC
 or Extra arge Pitches METRIC or Extra arge Pitches Up to 25mm or 1 tpi Unique Design for Heavy Duty Applications VKX Vargus Tough Submicron Grade Inserts Anti-Rotation Stopper Toolholder Support Suited
or Extra arge Pitches METRIC or Extra arge Pitches Up to 25mm or 1 tpi Unique Design for Heavy Duty Applications VKX Vargus Tough Submicron Grade Inserts Anti-Rotation Stopper Toolholder Support Suited
TAPS & DIES S.T.I. TAPS - HIGH SPEED GROUND MACHINE SCREW SIZES FRACTIONAL SIZES
 S.T.I. TAPS - HIGH SPEED GROUND High quality tap S.T.I. taps are oversize to rethread damaged threads Available in plug and bottoming style only MACHINE SCREW SIZES Plug Bottom Nominal H # of Thread Overall
S.T.I. TAPS - HIGH SPEED GROUND High quality tap S.T.I. taps are oversize to rethread damaged threads Available in plug and bottoming style only MACHINE SCREW SIZES Plug Bottom Nominal H # of Thread Overall
MEET OUR TEAM. North American Tool Corporation 215 Elmwood Avenue, PO Box 116, South Beloit, IL CURTIS LANSBERY PRESIDENT & CEO
 MEET OUR TEAM CURTIS LANSBERY PRESIDENT & CEO BRIAN KOBISCHKA VICE PRESIDENT & CFO PHIL SAMUELS DIRECTOR OF SALES & MARKETING JEFF SHERMAN DIRECTOR OF MANUFACTURING JON ANDERSON JOY BALDWIN BARB BISHOP
MEET OUR TEAM CURTIS LANSBERY PRESIDENT & CEO BRIAN KOBISCHKA VICE PRESIDENT & CFO PHIL SAMUELS DIRECTOR OF SALES & MARKETING JEFF SHERMAN DIRECTOR OF MANUFACTURING JON ANDERSON JOY BALDWIN BARB BISHOP
Standard Knockout Punches 10. Punch Kits for Hydraulic Drivers 11. Draw Stud Selection Guide 13, 14, 18. Special Shape Punches
 8 Punching Tools, Hole Saws, Step Bits Page Punching Tools Standard Knockout Punches 10 Slug Buster Knockout Punches 10 Slug Splitter Knockout Punches 10, 12 Punch Kits for Hydraulic Drivers 11 Draw Stud
8 Punching Tools, Hole Saws, Step Bits Page Punching Tools Standard Knockout Punches 10 Slug Buster Knockout Punches 10 Slug Splitter Knockout Punches 10, 12 Punch Kits for Hydraulic Drivers 11 Draw Stud
EPP Series. High Performance, High Reliability Square & Corner Radius End Mills FEATURES
 4 EPP Series Performance, Reliability Square & Corner Radius End Mills FEATURES Extremely rigid design and thin coating layer provide highly accurate finishes Improved flute design provides exceptional
4 EPP Series Performance, Reliability Square & Corner Radius End Mills FEATURES Extremely rigid design and thin coating layer provide highly accurate finishes Improved flute design provides exceptional
End Mills. Drills. NEW Sizes Series 136 & 138. NEW Metric Sizes Series 135BN, 138B & 138BN
 End Mills Drills NEW Sizes Series 136 & 138 NEW Metric Sizes Series 135BN, 138B & 138BN Celebrating 90 Years 1919-2009 Table of Contents Series Page # of Flutes Square End Ball Nose Corner Radius Neck
End Mills Drills NEW Sizes Series 136 & 138 NEW Metric Sizes Series 135BN, 138B & 138BN Celebrating 90 Years 1919-2009 Table of Contents Series Page # of Flutes Square End Ball Nose Corner Radius Neck
PRODUCT NEW PRODUCT RANGE *PRICES OF ABOVE PRODUCTS ARE AVAILABLE ON REQUEST THE WORLD LEADER DURLOK BOLT DURLOK NUT UNBRAKO TENSION CONTROL BOLT
 NEW PRODUCT RANGE PRODUCT DURLOK BOLT Property Class 2.9 Metric M To M20 Length 2mm To 00mm Size Range Inches - EQUIVALENT STANDARD AS PER UNBRAKO STANDARD DURLOK NUT 2 M To M20 - AS PER UNBRAKO STANDARD
NEW PRODUCT RANGE PRODUCT DURLOK BOLT Property Class 2.9 Metric M To M20 Length 2mm To 00mm Size Range Inches - EQUIVALENT STANDARD AS PER UNBRAKO STANDARD DURLOK NUT 2 M To M20 - AS PER UNBRAKO STANDARD
MHS B137E. Drills for die & mould machining. New smaller diameters ø0.95 ~ ø2.95 up to 30 x D added to the range. Complete series up to ø12.
 Small diameters now included Solid Carbide for Die & Mould Machining 214.1 B137E s for die & mould machining Innovative drilling in hardened steel by eliminating the need for heat treatment after machining.
Small diameters now included Solid Carbide for Die & Mould Machining 214.1 B137E s for die & mould machining Innovative drilling in hardened steel by eliminating the need for heat treatment after machining.
PRODUCT CATALOG MAIN INDEX
 PRODUCT CATALOG MAIN INDE Contents Pages Table of Contents-cum-Selection Guide 8-15 Icon Glossary 16 Carbide Drills 17-44 Carbide Reamers 45-53 Carbide End Mills 54-123 HSS Tool Bits, End Mills & Centre
PRODUCT CATALOG MAIN INDE Contents Pages Table of Contents-cum-Selection Guide 8-15 Icon Glossary 16 Carbide Drills 17-44 Carbide Reamers 45-53 Carbide End Mills 54-123 HSS Tool Bits, End Mills & Centre
Shark Line Material specific application taps
 Shark Line Material specific application taps 2018 SHARK LINE SHARK MATERIAL SPECIFIC APPLICATION TAPS INTRODUCTION Our material specific application-based range of DIN Shark Taps offer high performance
Shark Line Material specific application taps 2018 SHARK LINE SHARK MATERIAL SPECIFIC APPLICATION TAPS INTRODUCTION Our material specific application-based range of DIN Shark Taps offer high performance
TABLE OF CONTENTS. 1. Preface P: 2 P: Vectors. 3. Summary Table P: 4-5
 TABLE OF CONTENTS. Preface 2. Vectors 3. Summary Table 4. METAL a. HSS-G Drill Bits b. HSS-Co Drill Bits c. Bimetal Hole Saws d. TCT Hole Saws P: 2 P: 3 P: 4-5 P: 8 P: 9 P: 0- P: 2 5. CONCRETE a. Multi-Purpose
TABLE OF CONTENTS. Preface 2. Vectors 3. Summary Table 4. METAL a. HSS-G Drill Bits b. HSS-Co Drill Bits c. Bimetal Hole Saws d. TCT Hole Saws P: 2 P: 3 P: 4-5 P: 8 P: 9 P: 0- P: 2 5. CONCRETE a. Multi-Purpose
No. of Holes. Drill Dia. (in.)
") UTTING TOOLS Heavy Duty Dyno Jobber Drill Set 1/16" - 1/2" by 64ths 29 Pc. in metal index Premium high speed steel 135 Self centering split point Use in high temperature alloys, heat treated alloys, cast
UTTING TOOLS Heavy Duty Dyno Jobber Drill Set 1/16" - 1/2" by 64ths 29 Pc. in metal index Premium high speed steel 135 Self centering split point Use in high temperature alloys, heat treated alloys, cast
ALU-XP E T. The Alu-XP range: Exceptional performance and reliability.
 The Alu-XP range: Exceptional performance and reliability. At Europa Tool we recognise that manufacturing components consistently and cost effectively is essential. To this aim, we have produced all data
The Alu-XP range: Exceptional performance and reliability. At Europa Tool we recognise that manufacturing components consistently and cost effectively is essential. To this aim, we have produced all data
Power TOOLS. Power Threading Machine / Model 535. Power Threading / Model Model 300 Compact Threading Machine
 Power Threading Machine / Model Pipe: - 2 (mm - 0mm), 2 / 2-4 (62mm - 00mm). 4-6 (00mm - 0mm) with 4 and 6 Rod: - 2 (6mm - 0mm) Motor: / 2 HP, Single-phase, 20V or V, 2-60Hz, Reversible Universal motor.
Power Threading Machine / Model Pipe: - 2 (mm - 0mm), 2 / 2-4 (62mm - 00mm). 4-6 (00mm - 0mm) with 4 and 6 Rod: - 2 (6mm - 0mm) Motor: / 2 HP, Single-phase, 20V or V, 2-60Hz, Reversible Universal motor.
Workshop Compressors PREMIUM Series.
 Workshop Compressors PREMIUM Series www.kaeser.com What do you expect from your PREMIUM workshop compressor? The quality and effi ciency of technical work depends greatly on the tools and machinery used.
Workshop Compressors PREMIUM Series www.kaeser.com What do you expect from your PREMIUM workshop compressor? The quality and effi ciency of technical work depends greatly on the tools and machinery used.
SECO 335 SERIES DISC MILLING RANGE ADDITIONS INNOVATION & PERFORMANCE IN NEW CUTTING WIDTHS
 SECO 335 SERIES DISC MILLING RANGE ADDITIONS INNOVATION & PERFORMANCE IN NEW CUTTING WIDTHS 335.25 DISC MILLING CUTTER Seco continues to meet and exceed customer demand with the addition of two new insert
SECO 335 SERIES DISC MILLING RANGE ADDITIONS INNOVATION & PERFORMANCE IN NEW CUTTING WIDTHS 335.25 DISC MILLING CUTTER Seco continues to meet and exceed customer demand with the addition of two new insert
NOTES FOR PLUG 30% RINGS UPTO 24MM 40% RINGS ABOVE 24 MM 40% 8) FOR LEFT HAND GAUGES ADD TO BASIC LIST PRICE.
 FOR LEFT HAND GAUGES ADD TO BASIC LIST PRICE.") NOTES 1) THIS PRICE LIST IS RIGHT HAND GAUGES ONLY. 2) PRICE INDICATED FOR PLUG ARE FOR A DOUBLE END CONSISTING OF GO & NOGO 3) PRICE INDICATED FOR RINGS ARE OF GO OR NOGO 4) PRICE FOR SINGLE ENDED GO
NOTES 1) THIS PRICE LIST IS RIGHT HAND GAUGES ONLY. 2) PRICE INDICATED FOR PLUG ARE FOR A DOUBLE END CONSISTING OF GO & NOGO 3) PRICE INDICATED FOR RINGS ARE OF GO OR NOGO 4) PRICE FOR SINGLE ENDED GO
Carbide Burrs and Steel Brushes
 Carbide Burrs Tungsten Carbide Burrs 288 Steel 305 287 Carbide Burrs Tungsten Carbide Burrs Flexovit tungsten carbide burrs are manufactured on state of the art CNC machines to give high consistency and
Carbide Burrs Tungsten Carbide Burrs 288 Steel 305 287 Carbide Burrs Tungsten Carbide Burrs Flexovit tungsten carbide burrs are manufactured on state of the art CNC machines to give high consistency and
INDEX. Wolferal Saw & Tool Selection Manual The Jones Tool Co Ltd Introduction. Our 58th YEAR
 Wolferal Saw & Tool Selection Manual 2007 INDEX Our 58th YEAR Characteristics of Cutting Steels and Saw Tooth Forms 2-3 Wolferal Premium Quality Cutting-Off Saw Blades 4-14 Wolferal Cutting Performance
Wolferal Saw & Tool Selection Manual 2007 INDEX Our 58th YEAR Characteristics of Cutting Steels and Saw Tooth Forms 2-3 Wolferal Premium Quality Cutting-Off Saw Blades 4-14 Wolferal Cutting Performance
List No STANDARD All sizes 1 each
 Carbide Tipped Carbide Tipped offers excellent wear resistance for general reaming of steel, cast iron, plastics, and other abrasive non-ferrous materials. Longer tool life in production applications.
Carbide Tipped Carbide Tipped offers excellent wear resistance for general reaming of steel, cast iron, plastics, and other abrasive non-ferrous materials. Longer tool life in production applications.
BENTELER Distribution. Pipe solutions to the petrochemical and power generation sectors
 BENTELER Distribution Pipe solutions to the petrochemical and power generation sectors About us BENTELER Distribution is an internationally operating stockholding and processing company of steel tubes
BENTELER Distribution Pipe solutions to the petrochemical and power generation sectors About us BENTELER Distribution is an internationally operating stockholding and processing company of steel tubes
VG-Cut. Complete Range of Turning Solutions INCH METRIC. Innovative Grooving & Turning Solutions
 VG-Cut Complete Range of Turning Solutions INC METRIC Innovative Grooving & Turning Solutions VG-Cut Complete Range of Turning Solutions Deep Grooving, Threading, Parting Off, oring and Face Grooving VARGUS
VG-Cut Complete Range of Turning Solutions INC METRIC Innovative Grooving & Turning Solutions VG-Cut Complete Range of Turning Solutions Deep Grooving, Threading, Parting Off, oring and Face Grooving VARGUS
NEU NEW NOUVEAU NUEVO NIEUW NY
 NEU NEW NOUVEAU NUEVO NIEUW NY RoseBox The future generation of Cassettes! Even more attractive, most versatile applications! Comprehensive range! The new rose plastic RoseBox range sets a completely new
NEU NEW NOUVEAU NUEVO NIEUW NY RoseBox The future generation of Cassettes! Even more attractive, most versatile applications! Comprehensive range! The new rose plastic RoseBox range sets a completely new
CTR Counterboring Tools
 CTR Counterboring Tools Primary Application Designed for high production screw head counterbores and similar counterboring operations. The S2 S inserts produce a precise 90 bottom. The ground radial land
CTR Counterboring Tools Primary Application Designed for high production screw head counterbores and similar counterboring operations. The S2 S inserts produce a precise 90 bottom. The ground radial land
P&N/SUTTON. A trusted name, serving Canadian industries since
 /SUTTON A trusted name, serving Canadian industries since 1939 p&n/sutton Adjustable Button Dies 8 Button Die Holders 9 Centre s 2 Hand Taps (Chrome Steel) 4 Hand Taps (Ground Thread High Speed Steel)
/SUTTON A trusted name, serving Canadian industries since 1939 p&n/sutton Adjustable Button Dies 8 Button Die Holders 9 Centre s 2 Hand Taps (Chrome Steel) 4 Hand Taps (Ground Thread High Speed Steel)
MFH-RAPT R High Feed Milling Cutter
 MFH-RAPT R High Feed Milling Cutter -MiNi Expanded Lineup New MFH-Mini end mills now available in diameters from 0.625 to 1.250 Higher Productivity Double-sided 4-edge inserts will save money and increase
MFH-RAPT R High Feed Milling Cutter -MiNi Expanded Lineup New MFH-Mini end mills now available in diameters from 0.625 to 1.250 Higher Productivity Double-sided 4-edge inserts will save money and increase
THREADING TECHNOLOGY Ê-7 --Ê- THREADING TOOLS FOR AEROSPACE. ÓÇÎxÊ > ià>þ. /i ʳ{ ÊÎÓÊ{ ÊÈÎÊÈÎ >Ýʳ{ ÊÎÓÊ{ ÊÈ{ÊÈ{ > \Ê v J`VÃÜ Ãà V
 DO-01-04-07..N THRADING TCHNOLOGY We hve mde every effort to ensure tht the informtion (drwings, prints, technicl dt) given is correct. However, we do not ssume ny responsibility for ny errors, omissions
DO-01-04-07..N THRADING TCHNOLOGY We hve mde every effort to ensure tht the informtion (drwings, prints, technicl dt) given is correct. However, we do not ssume ny responsibility for ny errors, omissions
TOOLS NEWS. Innovative insert clamping offers stability and reliability when drilling small holes. B167G. Changeable Carbide Insert Type Drill.
 TOOLS NEWS 2012.11 Update B167G Changeable Carbide Insert Type Drill WSTAR Drill Series expansion Size Innovative insert clamping offers stability and reliability when drilling small holes. y Diameter
TOOLS NEWS 2012.11 Update B167G Changeable Carbide Insert Type Drill WSTAR Drill Series expansion Size Innovative insert clamping offers stability and reliability when drilling small holes. y Diameter
Accuracy Build Credibility
 Geeta Engineering Works Accuracy Build Credibility Home Geeta Engineering Work is leading manufacturing Co. in India, Providing measuring instrument across the global. We are providing instrument of MESURING
Geeta Engineering Works Accuracy Build Credibility Home Geeta Engineering Work is leading manufacturing Co. in India, Providing measuring instrument across the global. We are providing instrument of MESURING
circular saw blades side milling cutters
 edition 04 / 2018 circular saw lades side milling cutters cutting-off, sawing, milling Overview Information aout the catalogue 2 Tools 4 Circular knives 34 Special tools 36 Technical information 38 1 Grüezi
edition 04 / 2018 circular saw lades side milling cutters cutting-off, sawing, milling Overview Information aout the catalogue 2 Tools 4 Circular knives 34 Special tools 36 Technical information 38 1 Grüezi
member sizes 0-6 have male point in addition to length shown in the general dimensions on page 162
 Thread Plug Gages - Taperlock Features/Benefits: manufactured from select steel ground, accurately lapped, and meticulously inspected in every thread element standard in X tolerance optional color gage
Thread Plug Gages - Taperlock Features/Benefits: manufactured from select steel ground, accurately lapped, and meticulously inspected in every thread element standard in X tolerance optional color gage
Special Product Catalogue. T-A Drill Insert System
 Special Product Catalogue T-A Drill Insert System T-A Special Products - Application Example Automotive Cylinder Head Application - Cylinder Head Water Jacket Holes Application - Cylinder Head Water Jacket
Special Product Catalogue T-A Drill Insert System T-A Special Products - Application Example Automotive Cylinder Head Application - Cylinder Head Water Jacket Holes Application - Cylinder Head Water Jacket