Conveyor Belt Installations and Related Components
|
|
|
- Steven Watson
- 5 years ago
- Views:
Transcription



1 Conveyor Belt Installations and Related Components DRIVES COUPLINGS. On both horizontal and incline belt conveyors we make use of electric motors as a power source. The power from the motor is transmitted to the drive pulley by means of torque arm speed reducers or reduction gearboxes with suitable gear ratios. The motor and drive pulley can be coupled to the gearbox by means of various types of couplings, namely (1) Pin couplings. Cone-ring flexible type Cone-ring flexible couplings Heavy and Medium duty (2) Tyre couplings. (3) Disc/Grid couplings.





2 (4) Fluid drive couplings. Fluid coupling without delay chamber Fluid coupling with delay chamber Torque arm speed reducers are also gearboxes with the exception that the torque arm reducer is directly fitted to the drive pulley shaft and is anchored by means of turn-buckles to the installation structure. The torque arm speed reducer is driven by V-belts from the motor and also has the advantage of V-pulleys that can be changed to alter the speed without interfering with the gear ratios. Conveyors running at an incline require more power than those running horizontally. It is for this reason that the horizontal conveyors are normally driven by a single head drive pulley and the incline conveyor by a more complex. tandem drive, which is normally situated at a point along the length of the belt as established in the design. Tandem drives mean that two drive pulleys are used on the same belt. either driven by two separate identical drive units, Figure 3, or by one drive unit through tandem gears on the drive pulleys as shown in Figure 4. Tabulated below are a few standard conveyor drive layout options: Right Angled Drive Layouts







3 Parallel Multi- Drive Layouts
4 DRIVES HOLD-BACKS. Backstops Inclined conveyors require an anti-runback device to prevent reverse movement of the belts. Such a device is referred to as a backstop, or holdback. Though backstops are most likely to be found on inclined conveyors, they are also employed on flat, overland conveyors to avoid the unusually severe shock loading on start-up where the loaded belt sags between idlers. This section will direct its attention to backstops installed on inclined conveyors. Without a backstop, a reversing conveyor can rapidly accelerate to a runaway condition, which can kill or injure personnel, damage or destroy drive train components, tear or rip expensive belting, or cause considerable other damage. A backstop is essentially a safety device which acts to prevent reversal thereby protecting against any of the above from occurring, as well as the massive clean up of material spillage than can occur. Backstops can be classified either for low-speed or high-speed use. Consulting engineering firms generally specify the use of low-speed backstops on all inclined conveyors where the motor power exceeds 30kW to 40kW. Low-speed Backstop Design Types There are three basic backstop designs that are or have been used to prevent antirunback throughout the many years of conveying materials; 1. rachet and pawl 2. differential handbrake and 3. the overrunning clutch design The advantages and disadvantages of these units is best shown in the table below: Rachet Differential Over-running and Pawl Handbrake Roller Sprag Subject to wear YES YES NO YES Affected by dirt YES YES on most NO NO Requires adjustment NO YES NO NO Backlash YES YES NO NO High Stress Concentration YES NO NO NO Price LOWER LOWER HIGHER HIGHER Low-speed Backstop Design Types The over-running clutch type backstop is designed for precision operation, automatically engaging to transmit torque when relative motion is in the driving direction and freewheels when relative rotation is in the opposite direction. This design provides a wider operating speed range than other types of backstops and much greater torque ranges in excess of 700,000 Newton metres.
 and the other precision machined with a series of inclined planes or wedge-shaped")
5 There are two basic types of over-running clutch style backstops; roller on inclined planes and sprag clutches. Roller-Clutch The roller on inclined plane design consists of two concentric races, one cylindrical (the outer race) and the other precision machined with a series of inclined planes or wedge-shaped surfaces equally spaced around the circumference (the cam). Precision ground rollers are installed between the inclined planes and cylindrical race and it is the wedging action of the rollers between the two surfaces that transmits the torque. The rollers are separated from both surfaces by an oil film during freewheeling so no wear occurs in this mode of operation. When the clutch slows down as the pulley shaft decelerates, the spring loaded rollers overcome the viscous shear of the oil bringing the rollers up the inclined plane to insure automatic backlash free engagement when the pulley shaft stops and tries to reverse. Sprag Clutch The sprag clutch design consists of circular inner and outer races and a complement of non-cylindrical, irregularly shaped wedging elements or sprags. The sprags are installed in the annular space between the two cylindrical races. During freewheel, the sprags must be retained in position to engage, so these elements rub on the races. Since a backstop freewheels most of the time, this constant rubbing of the spring loaded sprags will produce wear both on the races and the sprags. When the sprags rotate to wedge between the races to transmit torque, they always engage on the same contact point of the sprag, unlike a roller which has an infinite number of points of contact. Rachet and Pawl A typical pawl and ratchet hold-back device, showing the position of the pawl moving over the ratchet teeth when the belt is running in the direction of the arrow. Fig. 12 shows the pawl engaged in the teeth of the ratchet wheel. This will be the position if the belt runs in reverse as indicated by the arrow. The ratchet wheel is fitted to the drive pulley shaft and the pawl spindle is fixed to the conveyor belt structure.


6 Brake calipers can also be fitted to either a brake drum on the gearbox input shaft or a brake drum on the driving pulley. In most instances these brake calipers are actuated by a hydraulic brake thrustor or solenoid that comes into operation as soon as the belt is stopped or tripped out. Location for Backstop Installations A low-speed backstop generally refers to units that are running at conveyor drive pulley speeds. Most frequently, low-speed backstops are mounted directly on the extended head pulley or drive pulley shaft opposite the drive, as shown below. This provides the most positive means of controlling belt reversal. Further, it also allows necessary service work on the drive components (i.e. reducer, couplings and motor) to be performed with ease as no reverse torque is present. If space or some other factor is a problem for locating as above, then an alternative location would be to mount the backstop on the double extended low-speed reducer shaft. Mounting the unit in this fashion does subject the backstop to the inherent vibration in the reducer shaft together with higher operating temperatures. Either of these conditions could increase maintenance on the backstop. This does provide a more convenient location for servicing the unit than if it were located between the pulley shaft bearing and the low-speed coupling. With the backstop mounted on the reducer, should a failure occur in the low-speed coupling, the conveyor would run back as the backstop would not then be connected to the pulley shaft. Figure 1 - Single motor, single backstop arrangements Figure 2 - Tandem motor, single backstop arrangements Select backstop to hold the entire system torque.




7 Figure 3 - Tandem motor, tandem backstop, single pulley arrangements Select each backstop to hold 60% of total system torque. Figure 4 - Tandem motor, tandem backstop, dual pulley arrangement Refer to Factory for selection. Figure 5 - Dual motor, dual backstop, dual pulley arrangement Refer to Factory for selection.
8 TROUGHED CONVEYOR BELTING. a) Background The fundamental purpose of a conveyors' belt is to carry the loaded material along the length of the conveyor structure, from the feed point at the tail of the conveyor, to the discharge point at the head of the conveyor. Belting has been developed over many years to fulfill this very purpose in the most cost-effective manner and with the highest practical degree of reliability. Some 40 to 50 years ago conveyor designers and belting manufacturers recognized the need to diversify into producing 'special' types of belting which were different from the main-stream, standard type of belting. This need was borne out of the fact that at that time conveyors were being recognized as a serious method for transporting products in bulk over longer and longer distances, at ever-increasing rates! Belting was therefore 'tailored' to suit different applications such as larger particle sizes which would introduce greater impact loads into the belt; higher material temperature resistance to convey warm products in process plants; oil-resistant belting which be suitable for transporting oil-contaminated products including foodstuffs. The longer conveyors were made and the greater the load transported, the higher the tensions became and so fabric belt carcasses were strengthened by introducing additional plies and using different raw materials as a basis for manufacture. The demand for even longer and higher duty conveyors finally gave rise to the introduction of the steel cord belt which is so prevalent today. The variety of troughed conveyor belting available is extensive and within each category of belting there is often a list of sub-categories of belting products which satisfy niche markets throughout the world. Indeed, the diversification and specialization which is taking place appears to be an on-going process as new applications for conveyors are found. It is therefore important that designers remain informed of developments in conveyor belting. The purpose of this Handbook is to introduce the learner to some of the fundamental considerations which prevail in all troughed belt conveyor applications including an explanation of the terminology of belting, issues which determine the selection of a particular belt and the industry standards applicable to troughed belting. b) What does a conveyor belt look like? There are two basic categories into which all troughed conveyor belting falls namely, Fabric Belting and Steel Cord Belting. Externally both types of belt appear to be identical however, the difference is in the internal structure of the belt.



9 The internal structure or carcass of a belt dictates the tensile strength of the belt. In fabric belts the carcass comprises 'plies' or mats of reinforced fabric separated by cushioning layers. Steel cord belts on the other hand have a series of steel cables embedded into the belt, separated by rubber. When tension is applied to the belt, the carcass absorbs the force. The greater the required tensile force to move the transported material, the greater is the required strength of the belts' carcass. In both fabric and steel cord belts, the carcass is covered by rubberized covers to protect the carcass or cables. When the belt is installed into a conveyor structure, it is supported by means of idlers on the carrying and return strands as indicated in the graphic. The two 'side' or 'wing' idlers are set at an angle of between 15 and 45 degrees to the horizontal. The result is that the belt forms a distinctive 'trough' into which the material is deposited and hence the term 'troughed belt conveyor'. c) Types of troughed conveyor belting Fabric and steel cord belting are discussed in more detail below :- Fabric plied belting Fabric plied belt (Click on thumbnail for full image) consists of a single or multilayered series of synthetic fabric layers (1) interlaced between rubber based shock absorbent layers (2). The "top" and "bottom" sides of the belt consist of hard wearing, abrasion and cut resistant, rubber covers (3). These covers protect the belt from damage, especially at the loading points of the conveyor. - Steel cable belting Steel cable belting consists of steel and rubber only. Sometimes there are fabric plies involved. Click on thumbnail for full image. Steel cable belts consist of steel cables (6) manufactured from high tensile steel wire (7). These steel cables are surrounded by a layer of high grade rubber (8) to facilitate adhesion to the outer covers and to improve lateral tear resistance. As with fabric
.")



10 belting the "top" and "bottom" sides of the belt consist of hard wearing, abrasion and cut resistant, rubber covers (9). d) Alternative designs of conveyor belting There are a number of alternative designs of belt conveyor systems available in the market, each with its own capabilities, advantages and disadvantages. The troughed belt conveyor design however is the most commonly used design. Diagrams of these alternative conveyors can be seen by clicking on the various thumbnails. The design and structure of the belting used in each of the different types of belt conveyor technologies, is usually different.





11 e) Troughed Belt Selection Criteria The procedure for selecting a conveyor belt for any given application involves the evaluation of a number of factors pertinent to the installation.

12 The designer must bear in mind that there is a variety of 'standard' belts to choose from and that the properties of each belt have been incorporated to suit a number of basic criteria such as hot material, large or small lump size, etc. The following fundamental criteria must be considered by the engineer for each belt selection. - Tension rating These ratings have been standardised within the industry and normally include a generous factor of safety i.e. 6.7 : 1 and 10 : 1 for steel cord and fabric belting respectively. - Load support and number of plies (fabric belting only) The selection of the conveyor belt must also ensure that the full load of material for which the conveyor has been designed can be supported on the belt, as the belt spans between two idler sets. Belting manufacturers supply tables for fabric belting which reflect the number of plies recommended for a belt, based on the various types and grades of material to be transported on the belt. - Troughability In addition to the selection of a belt based on the minimum number of plies, the stiffness of a fabric belt across its width is affected by the number of plies in the belt i.e. more plies results in a stiffer belt. If the belt is too stiff, it will not seat correctly in the troughed idler sets (see adjacent) in an empty condition. This often results in misalignment of the belt relative to the conveyor structure. Pic showing belt not seating vs correct seating In the case of steel cord belting where the steel cables are parallel to the centerline of the belt, the belt is far more flexible than the equivalent fabric belt across its width. If a steel cord belt is selected in line with the standard design procedures, the troughability of the steel cord belt should not be a concern, however it must be checked. - Minimum pulley diameter
13 The diameter of pulleys utilised within a conveyor system must be selected giving consideration to the flexibility of the belt as the belt navigates the pulley circumference. Where a pulleys' diameter is too small, the belting is wrapped too tightly and is flexed (forced) around the pulley circumference generating excessive internal stresses which progressively damage the belts' integrity and result in premature belt failure. Belting manufacturers supply tables reflecting suggested minimum pulley diameters for different belt classes. These tables assume that the belt classes reflect the maximum tensions that the belt will be subjected to as it passes around the various types of pulleys. For this reason the tables differentiate between 'high tension' and 'lower tension' pulleys. - Type of covers Depending on the application and material to be conveyed, the designer should select the type of belt covers. There are a number of standard types or 'grades' of belt covers available in the market which have been developed for different applications. The following grades of belting are commercially available although manufacturers should be consulted to confirm local availability. Cover Temperature Service Conditions Grade M Heavy Duty Service Superior in abrasion resistance, cut and gouge resistance. Normal Temp. Suitable for conveying large sized lumps, sharp and rugged materials. N Normal Duty Service Normal Temp. Superior in abrasion resistance but inferior to grade M in cut-and-gouge resistance. General Light Duty Service B (G) Normal Temp. Suitable for conveying moderately abrasive materials and small sized materials. SA Super abrasion resistance Normal Temp. Suitable for conveying materials tending to cause fast wear on belts. Superior in heat resistance and also in cut, abrasion and Belt Surface: tear resistance. max. 100C HRS Suitable for conveying the following materials: Material: max. Hot sintered ore, hot pallet, hot clinker, hot chemical, 200C fertilizer, etc. HRE Highly excellent in heat resistance and also superior in abrasion resistance, Belt Surface: cut and tear resistance. max. 150C No cracks will result. So suitable for hot materials. Material: max. Typical applications: 400C Hot clinker, hot cement, hot powder, hot sintered ore, hot chemical, fertilizer, etc.
14 Oil & Heat Resistance Material: max. Having oil resistance suitable for conveying hot materials. OHR 100C Recommendable for conveying the material containing some mineral oil. OR Oil Resistance Excellent in oil resistance, lubricating oil, animal fat, Normal Temp. mineral oil, oil treated coal, phosphate involved oil, vegetable oil, fish oil, corn oil, etc FR Fire Resistance Resistant to flame propagation. Extremely low burning Normal Temp. rate. Suitable for underground operation. - Belt cover thickness In addition to the selection of an appropriate belt cover 'grade', the thickness of the belt covers in both fabric and steel cord belting must be of sufficient thickness to suit the application. Bottom (pulley side) covers are not normally subjected to loading conditions and in general the minimum recommended cover thickness as recommended by the manufacturer may be applied. - Belt thickness and mass The overall thickness and mass of a conveyor belt is a function of the standard carcass thickness for the selected belt plus the thicknesses of the top and bottom covers. The thicknesses of the carcasses for fabric and steel cord belting are provided by manufacturers in tabular form.

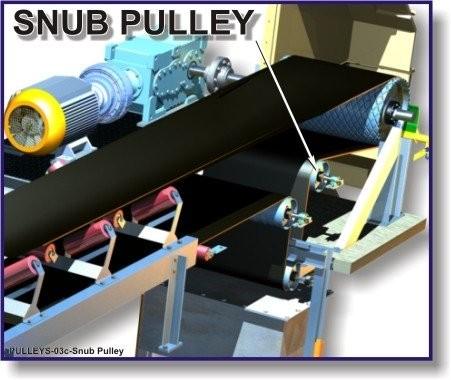
15 PULLEYS. a) Functional Description Conveyor belt pulleys vary in diameter and width on different applications. The diameter of the pulley must be large enough to prevent ply separation of the belt composition due to flexing over small pulleys. The pulley diameter is thus a function of the number of belt plies and material construction. Therefore, the standard rule is that the diameter of the drive head pulley should not be smaller than 125 times the number of plies in the belt, e.g. a 4-ply belt should have a drive head pulley of at least 125 x 4 mm in diameter. Pulley widths are usually 50 to 75 mm wider than the belt. Graphic showing location of pulleys on a conveyor The purpose of the snub pulley is to wrap the belt further around the drive pulley to improve the transmission of the driving force, and to eliminate belt slip. The average angle that the belt is wrapped around the head pulley is 220. Conveyor belt pulleys are often lagged with rubber to improve the friction between the drive pulley and the belt. A conveyor belt will always move towards the point of first contact. For this reason, to improve the alignment of the belt, the head and tail pulleys are crowned, i.e. the diameter in the centre of the pulley is larger than on the extremities. This difference in diameters is usually one millimetre per 100-mm length of pulley face. There are a number of different types of pulleys available for use on conveyors as well as different design parameters for pulleys serving different functions on the same conveyor. Examples of pulleys on a conveyor

16
17

18 b) Anatomy of a Pulley Typical pulley The components of a pulley include the following :Drum Shell or The drum is the portion of the pulley in direct contact with the belt. The shell is fabricated from either a rolled sheet of steel or from
19 hollow steel tubing. The shell has a specific 'face' width and diameter which is determined by the width of the belting and the type and rating of the belt to be used on the conveyor. Diaphragm Plates The diaphragm or end plates of a pulley are circular discs which are fabricated from thick steel plate and which are welded into the shell at each end, to strengthen the drum. The end plates are bored in their centre to accommodate the pulley shaft and the hubs for the pulley locking elements. Shaft The shaft is designed to accommodate all the applied forces from the belt and / or the drive unit, with minimum deflection. The shaft is located and locked to the hubs of the end discs by means of a locking elements. The shaft is supported on both ends by bearings which are housed in plummer blocks, to support the shaft and pulley assembly on the conveyor structure. Shafts often comprise different diameters along their length due to the bending moments and resultant deflection limitations. The diameter of the shaft at the landings for the bearings may be smaller to satisfy the necessary bearing diameter which is more costeffective (smaller). Similarly in the case of a drive shaft, the drive attachment, may be different to the other diameters along the shaft and hence pulley shafts are often stepped. Locking Elements These are high-precision manufactured items which are fitted over the shaft and into the pulley hubs. The locking elements attach the pulley firmly to the shaft via the end plates. Locking elements (see adjacent image) work on the friction-grip principle whereby the element is able to be fastened to the shaft and hub simultaneously and concentrically, by tightening a series of screws around the locking element. Hubs The hubs are fabricated and machined housings which are welded into the end plates. The hubs are sized according to the size of the pulley, the diameter of the shaft and the size of the locking element which is required for the specific duty. Lagging It is sometimes necessary or desirable to improve the friction between the conveyor belt and the pulley in order to improve the torque that can be transmitted through a drive pulley. Improved traction over a pulley also assists with the training of the belt. In such cases pulley drum surfaces are 'lagged' or covered in a rubberized material. This cover is usually 8 mm to 12 mm thick and can be plain or have a grooved pattern. The rubber lagging is vulcanized to the pulley shell to ensure that it remains attached under adverse operating conditions.

 Types of pulleys Historically there has always been a number of different types of pulleys ranging from cast iron pulleys to slatted pulleys, crowned pulleys and fabricated steel pulleys as")
20 Bearing Assemblies Bearings support the rotating shaft and hence the pulley. The bearings are housed in 'plummer blocks' which enable the mass of the pulley assembly plus the belt tension forces to be transmitted to the pulley supporting structure. Plummer blocks are often bolted to 'sole plates' which are welded to the structure. The sole plates incorporate jacking screws to enable the pulley to be correctly and relatively easily aligned. c) Types of pulleys Historically there has always been a number of different types of pulleys ranging from cast iron pulleys to slatted pulleys, crowned pulleys and fabricated steel pulleys as described above. It is common practice today to make use of steel pulleys throughout a conveyor. Exceptions to this standard are mainly for cases where a conveyors' discharge point is equipped with a magnetic separator over the head pulley. In this case the pulley shell and end plates are usually manufactured in non-magnetic stainless steel.


21
22 IDLERS. Idlers Introduction IDLERS AND PULLEYS Idlers Introduction Idlers are an important component in any conveyor system as they are used to support the conveyor belt and the load carried on the belt. There are a significant number of idlers on a conveyor and if the incorrect idlers are selected, the subsequent problem manifests itself along the entire conveyor length! Idlers are the 'low friction sliding surface' over which an endless conveyor belt is 'dragged' by the drive pulley(s), enabling a conveyor to operate for many thousands of hours without wearing out the belting. Pulleys Introduction Conveyor belt pulleys vary in diameter and width on different applications. The diameter of the pulley must be large enough to prevent ply separation of the belt composition due to flexing over small pulleys. The pulley diameter is thus a function of the number of belt plies and material construction. Therefore, the standard rule is that the diameter of the drive head pulley should not be smaller than 125 times the number of plies in the belt, e.g. a 4-ply belt should have a drive head pulley of at least 125 x 4 mm in diameter. Pulley widths are usually 50 to 75 mm wider than the belt. Pulley diameter (and drive ratio) defines the belt speed. N = 60v/piD Idlers are an important component in any conveyor system as they are used to support the conveyor belt and the load carried on the belt. There are a significant number of idlers on a conveyor and if the incorrect idlers are selected, the subsequent problem manifests itself along the entire conveyor length! Idlers are the 'low friction sliding surface' over which an endless conveyor belt is 'dragged' by the drive pulley(s), enabling a conveyor to operate for many thousands of hours without wearing out the belting.

23 The selection of the correct type of idlers is very important with respect to the optimum load-carrying capacity of a conveyor and the environment in which the conveyor is to operate. Similarly, understanding the design of idlers, their limitations and the factors which affect their performance, is important in ensuring that the conveyor operates reliably and cost-effectively. Idler spacing will depend on a number of factors, i.e. layout, loads, rates of feed, belt tension. etc. Average troughing idler spacing for run of mine ore is in the vicinity of 1,2 meter. Return idler spacing is two to three times the troughing spacing. Types and functions of idlers It has been stated above that there are basically two types of idlers namely, carrying and return idlers. Within these categories however, there are a number of different designs of idler sets which have developed as a result of particular applications, the need to minimise the stress imposed onto the belt and the environment in which the conveyor operates. These different types of idlers are described below, together with a functional explanation for each. - Troughing idler sets


24 Troughing idlers are found on the carryingside, along the length of the conveyor. On any particular conveyor these idlers are identical, as are the bases. The troughing idlers comprise a centre idler roll of a defined width, and 'wing' idlers on either side of the centre roll. Unlike the centre, horizontal roll, the wing idlers are cranked up to an angle known as the troughing angle. This troughing angle ensures that the carrying belt maintains the same crosssectional area throughout the carrying strand, so that the loadbearing capacity of a particular conveyor belt is the same along the conveyors' full length. In so doing, material loaded to the maximum capacity at the loading point will not fall off of the belt enroute.

 comprises either 3-roll or 5-roll idlers joined together at the ends of their respective shafts by special lugs, to form a continuous 'chain' of")

25 Troughing idlers can comprise 3-roll or 5-roll idler sets (seen above and right). The 5-roll idler configuration offers a more uniform cross-section which results in a lesser nett carrying capacity for the same belt width and belt speed. Garland idlers are another type of troughing idler which is used. The garland idler set (see thumbnail right) comprises either 3-roll or 5-roll idlers joined together at the ends of their respective shafts by special lugs, to form a continuous 'chain' of idlers. On either end of this 'chain', the shafts are connected to an attachment bracket which enables the idler set to be attached to the conveyor stringer structure. Garland idlers are used predominantly on yard conveyors, shiftable conveyors, and dump conveyors, etc. where the alignment of the conveyor structure may not be completely correct due to the mobility of the conveyor, or the ground conditions onto which the conveyor structure in founded. The garland idler design is more forgiving than the fixed-base troughing idler, due to its chain-like design which allows the belt centerline and idler centers to move relative to the supporting frame.

26 - Transition idler sets Transition idlers are found at either end of the conveyor, adjacent to the head and tail pulleys. These idler sets comprise standard idler rolls however the bases into which these rolls are fitted, have a smaller troughing angle to that of the rest of the troughing idlers on the conveyor. The reason for this is that the conveyor belt is flat as it passes over the pulleys, under high tension. As the belt changes its' form to a full trough of say 35 degrees (i.e. from tail pulley to full trough angle), the belt must be supported through this transition zone. If the belt was fed directly into a full trough from the tail pulley, the belt edges would be over-stressed and damage would result. Similarly, as the troughed angle changes to zero at the head- end, transition idlers provide support through the transition zone. The number of transition idlers depends on the trough angle of the conveyor. In the case of a 45 degree trough angle, 2 or 3 transition idler sets would be used at either end of the conveyor. These idler sets would have incrementally greater trough angles of say 15, 20 and 35 degrees through the transition zone leading up to 45 degrees. As with troughing idlers, transition idlers are available in fixed bases or the garland configuration. - Impact idler sets Wherever material is loaded onto a conveyor belt, impact idlers are installed beneath the troughed belt over the full loading length. Impact idlers sets are spaced at intervals of typically 350 mm to 450 mm in order to provide a comprehensive support base for the belt. Impact idlers comprise a small diameter shell, typically 'd' = 89 mm diameter, fitted with concentric rubberized rings at close intervals. These rubber rings provide a cushioning effect in the event of lumps of material falling onto the belt where an idler is located beneath the point of impact. The overall impact idler diameter 'D' = 152 mm This cushioning ability of impact idler sets allows the energy associated with the impact to be absorbed more efficiently and with much less detrimental effect to the belt.




27 Impact idler rolls are either mounted into rigid, fixed base frames or can be manufactured in garland-type sets, depending on the application. - Return idlers The mass of the return belt is the only load that return idlers are required to support. As such, return idler sets are spaced at two to three times the pitch of their equivalent carrying-side idler sets. Return idler sets usually have one or two rolls per idler set, for similar reasons. There are of course exceptions to the above, one being where conveyors carry material along the top and bottom strands as would be the case on two-way conveyors. In this case, troughing idlers would be located along the bottom strand as well as the top strand. Flat return idlers comprise 1 or 2 rolls, the 1-roll design being more prevalent. In the case of a single flat return idler, the idler can be mounted onto two brackets which are secured to either side of the conveyor support structure as seen adjacent. Where return idler sets comprise two rolls, a support frame is required which supports the idler pair and attaches the idlers to the conveyor frame. This 2-roll design forms the return belt into a 'v' trough and these return idler sets are referred to a 'V' return idlers. The trough angle of the 'V' return idler is usually 10 degrees and this feature has been developed to assist with belt training along the return strand.

 or in cases where a conveyor is")

28 In addition to the fixed base frames for return idlers, garland-type return idlers are also available which, like their equivalent troughing idlers, are more tolerant of conveyor structure misalignment. - Training Idlers In spite of the correct alignment of a conveyor structure and belt splice, it is a common phenomenon for a belt to misalign at times, mainly as a result of incorrect material loading (off centre) or in cases where a conveyor is mounted onto a mobile stacker / reclaimer where the fall across the boom causes the belt to move to one side. Rubber Disc Impact Idlers In cases where the belt misaligns, severe damage can be done to the belt should the belt rub against a fixed structure, the head chute or conveyor stringers.


29 A solution to belt misalignment can be to install self-aligning idlers sets or training idlers which are able to detect belt misalignment and automatically re-align the belt. There are a number of different types of training idler designs available in the market which can be used on the carrying and return strands of the conveyor.


30 Example of training idlers are shown above and can be viewed by clicking on the thumbnails. Self Aligning Troughing Idler Rubber disc impact idlers are used directly under the loading point to break the impact of large lumps of rock onto the conveyor belt.
 Screw take-up tensioning. (2) Automatic take-up tensioning.")
31 TENSIONING DEVICES. In order to drive a conveyor belt with a full load, the belt must be under optimum tension to prevent it from slipping on the drive pulley. A slack belt is also difficult to train. Two types of tensioning devices are used, namely: (1) Screw take-up tensioning. (2) Automatic take-up tensioning. The ideal tensioning device should possess the following features: (1) It should be capable of applying equal tension across the width of the belting. (2) It should apply tension gradually (3) In the event of the load on the belt varying, the applied tension should be capable of correspondingly increasing or decreasing (4) The actual value of the applied tension should be known, thus preventing overstressing of the belting. (5) It should automatically take up any slack or stretch in the belting. The screw take-up has the advantage of simplicity and is located at the base of the conveyor. The two bearings of the tail pulley shaft are mounted on rails. Each bearing can be adjusted individually forward or backwards by means of long bolts usually termed "take-up screw". The screw-type take-up is limited to very short belts. Figure 1 Screw Take-Up The automatic gravity take-up tensioning device is the only tensioning device which has all the desirable features as mentioned previously. This device consists of a weighted loose pulley introduced into the return strand of the conveyor belt at some point. The best position for this device is immediately behind the driving drum. The counterweight is made in sections so allowing for adjustment should the duty of the conveyor vary. The counterweight is fitted loosely on vertical tubes on which it can slide.

32 Figure 2 Vertical Gravity Take-Up This type of automatic tensioning is introduced at the tail pulley. The tail pulley bearings are fitted between rails to facilitate a sliding action in the event of any change in the workload of the belt. Figure 3 Horizontal Gravity Take-Up

33 1. General conditions The type of take-up provided, and suggested application, are based on the following: Type 1: Screw and manual winches For conveyors not having room for gravity take-ups and having centre distances less than: i. ii. For synthetic carcass 40 m for inclined belts and 100 m for horizontal belts. For steelcord 80 m for inclined belts and 200 m for horizontal belts. Type 2: Gravity systems For all conveyors if technically and economically feasible. belts: belts:
34 Type 3: Motor driven winches with constant pre-tension For all conveyors requiring motor driven winches but where variable pre-tensions are not essential. Type 4: Motor driven winches with variable pre-tension For all conveyors where equivalent Type 2 take-up systems will have: i. ii. Take-up masses which are excessive for economical designs and/or Specified take-up pulley travel distances which cannot be made available. a. The gravity take-up is the preferred type. An alternative method should only be provided if: i. A gravity take-up cannot be installed for sound technical reasons b. All take-up components will be fully protected against environmental conditions and spillage. c. The design of all conveyor structures and components shall be based on the greatest take-up force required during normal running, acceleration or deceleration with either full load or no load. Typically this is what the gravity take up looks like : Figure 4 vertical carriage travel take-ups


35 Figure 5 for horizontal carriage travel take-ups.


36 Skewing of the take-up carriage shall be reduced to a minimum by providing one guide rollers at each corner of the carriage. Refer to Figure 6. Figure 6: Take-Up Carriage Arrangement Fig 7: Travel Wheel Guide Roll Arrangement

37 CHUTES AND SKIRTS Chutes Introduction Conveyor belts invariably discharge into a chute for gravitational transport of the ore onto another conveyor belt or to the next stage in the ore dressing process. The ore is discharged from the conveyor belt at considerable velocity, resulting in sever chute wear and/or belt impact. The rate of ore flow impact can be broken by the installation of a "dead box" in the chute as illustrated below. A layer of ore forms in the bottom of the "dead box" and breaks the velocity of the flow. In addition, wear is rock on rock. The chute can also be protected by liner plates. CHUTES. Conveyor belts invariably discharge into a chute for gravitational transport of the ore onto another conveyor belt or to the next stage in the ore dressing process. The ore is discharged from the conveyor belt at considerable velocity, resulting in sever chute wear and/or belt impact. The rate of ore flow impact can be broken by the installation of a "dead box" in the chute as illustrated below. A layer of ore forms in the bottom of the "dead box" and breaks the velocity of the flow. In addition, wear is rock on rock. The chute can also be protected by liner plates. Fig 1 2. PRINCIPLES OF CHUTE DESIGN There are five basic design objectives: to guide material on to a conveyor belt, at the speed of the belt, in the direction of belt travel. to eliminate material spillage. to enclose material dribbles. to enclose material from operating personnel.

38 to eliminate dust liberation. 3. CURRENT DESIGN PHILOSOPHY Chutes are transfer points in a materials handling plant. They often demand more attention and can be the source of more downtime than the conveyors or equipment that precede or follow them. Ideally the chutes are designed first, and then the plant equipment and structures are placed around them. This is sometimes not possible due to other constraints. For example, such constraints are the presence of critical supporting steelwork, space restrictions underground and existing plant where modifications are required. As a result, chutes may suffer and the final design can be a compromise (Fig 2 shows how not to design a chute). The nature and characteristics of the equipment before and after the chute are clearly defined. If a conveyor belt, what is the belt width, belt speed, loaded I material profile, material trajectory? What is the height through which the material must fall? Does the material have a single flow path, or are there alternative flow paths? Fig 2: How not to 3.1 Material Characteristics Although chutes have a common purpose, they have to accommodate a wide variety of material characteristics. Minerals are found distributed in many different geological areas. In addition, each geological deposit often contains materials with different properties.
39 There are two types of diamond deposits: a volcanic pipe and an alluvial deposit (along river paths and coastlines). In volcanic pipes, material near the surface is weathered and produces a high proportion of fines. Deeper underground, the material becomes harder and less weathered. However, this material weathers quickly and produces fines due to crushing and processing stages towards the smaller size ranges. Gold mines are usually at considerable depth. The rock is dense, hard and abrasive. However, there are a few open cast gold mines where the material characteristics are significantly different. Therefore, there is a variation in material characteristics: between diamond and gold ores between ores in different deposits between ores during the life of a mine. Material characteristics can change from season to season, or even day to day, on the same mine. Chutes are designed for the worst possible conditions and material characteristics. It is essential to derive by testing the material characteristics such as size distribution, maximum lump size, moisture content, angle of repose etc. For changing conditions, the spectrum of characteristics is required. 3.2 Pilot Plants Pilot plants or sample plants are useful, not only to the extractive metallurgist and plant operator, but also to the chute designer. Such plants enable chute designs to be tested and optimised on the actual material to be handled. Chute design sometimes needs to be finely tuned to the material being transferred. It is often found that only minor site modifications are required to turn a problem chute into a successful one. 3.3 Operating Mines It is essential to get feedback from operating mines on what does not work and what was done to rectify the problems. Otherwise, previously inadequate design drawings are copied for future projects, thus perpetuating the problems. 3.4 Erection and Maintenance Underground chutes are constructed of bolted panels in manageable body panel sizes. Surface chutes are fabricated from longer, welded, box sections. However due attention is paid to access to liners and erection between floors of a building. Chutes must be easy to assemble and install. They must be effective in their job and require minimal maintenance. Wear resistant liners must be cost effective, strategically placed and be easily changed. 4. PARAMETERS OF CHUTE DESIGN

40 The following parameters are used to differentiate between good and bad designs. In the future, the aim is to produce design guidelines for use as an office standard. 4.1 Chute Angles The angle of repose for dry, run-of-mine gold ore is generally taken to be 38. The optimum chute angle in this case has been found to be Angles less than this are avoided. The same angle is true for dry, run-of-mine diamond ore, e.g. kimberlite. However, the inclusion of large amounts of fines, together with water, renders the prediction of repose somewhat difficult. In mud-rush situations, the surcharge angle can be 0. This is, however, an exceptional condition and is not used as a design case. In diamond plants, a chute angle of 45 is only acceptable in final recovery and sort house areas where the material is crushed, washed, sized and "guaranteed" to be dry. Chutes with valley angle geometries need careful attention. In a chute with two adjacent 55 plates, the valley angle will be 45. Hence there is the danger of material build-up in the valleys. The valley angle is increased accordingly, or designed out, e.g. in a vertical sided chute. In a chute extended to carry the fines from belt cleaners, angles in excess of 700 are required to prevent build-up of the often sticky, wet, fine material that is removed from the belt. The fines (or slimes) that stick to the belt have effectively no angle of repose - they hang upside down. Thus if there is any build-up on the chute plates, it will rapidly lead to blockages or spillage (Fig 3). Fig 3: Chute angles 4.2 Conveyor Head Chutes The trajectory of material flowing from the head pulley of a conveyor belt is predictable. Trajectories are sensitive to belt speed, material load profile, size distribution and moisture content. The trajectory is estimated from the centre of area of the material profile. If the belt line is taken, the discharged material will impact the head chute hood higher up than predicted. Once the trajectory is determined, the chute hood is designed around the material flow path.


41 Conveyor belt capacities are often subject to change in the life of a process plant. Changing throughput requirements will most likely produce changing belt speeds. Trajectories and the resultant impact zones will change. Thus the effects on head chute design are assessed. Inspection access covers are located out of the material impact zone or flow path. Cover plates are sized and hinged so that a man can easily open them. Once opened, they must not fall back with the possibility of injuries. Fig 4: Incorrect trajectory

42 Fig 5: One method to cater for varying loading/speed Fig 6: Location of inspection plates Effective belt cleaning is a "must" for any conveyor belt. However. The removed material has to be efficiently transferred away from the belt cleaner. In some cases, a belt cleaner performs the duty of a secondary discharge device. Snub pulleys behind head pulleys produce dribbles which should be suitably handled. Thus. not insignificant volumes of material must be combined with the main stream. Steeper chute angles are important here as mentioned earlier. Such belt cleaners and dribble chutes are often in a most inaccessible area and therefore tend to be neglected. Sufficient access is considered at the design stage of a head chute. Alternatively. the removed material can be handled separately and not combined with the main stream. On a safety aspect, the sides of a head chute enclosing ahead and snub pulley should be extended backwards sufficiently to cover all possible nip points on the belt. 4.3 Chute Widths Chute widths are usually designed to suit the piece of mechanical equipment that follows the chute. Nevertheless, chutes are designed to a minimum width of three times the maximum expected lump size. For example, for a 300 mm lump size, the chute should be 900 mm - 1 m square. Ideally, facilities are used to remove rogue material from a materials handling system as early as possible. In run-of-mine ore, such rogue material, consisting of outsize rock slabs, tramp iron, timber, etc., would easily choke a properly designed chute.

43 Another important consideration is the volumetric flow rate of the material. Once the chute is sized for the largest lumps, it is also sized for the volume to be handled. 4.4 Changes In Flow Direction Where one conveyor transfers to another conveyor, the easiest configuration for the chute is when the conveyors are in-line with each other. Conveyors at 900 to each other involve chute work that is more complex but can be achieved without many problems. A common rule of thumb is to provide twice the belt width as vertical height for in-line transfers, and 3,5 to 4 times belt width for 90 transfers. This generally allows sufficient height to enclose dribbles, etc. Most problems are encountered when conveyors are at a small acute angle. Such small changes of direction involve awkward chute geometries where there could be restrictions to the flow of material and problems of build up of material on shallow plate angles. The capture of dribbles also becomes difficult, since the scraping area is generally above open space. Fig 7: Conveyors at a small acute angle As a general conveyor design principle, the material should be in constant uniform motion, not intermittent loading. Chutes perform better under uniform flow conditions. 4.5 Dead Boxes Dead boxes have proved beneficial in gold ore situations where the material is relatively dry.dead boxes are used to take the direct impact of material discharged from a conveyor into ahead chute. Other useful applications are in long chutes or high chutes where the momentum of falling material must be broken before reaching the lower conveyor belt. Changes of direction are also accomplished in this manner.. Once dead boxes are filled, they form the ideal deflection plate or impact wear plate, where the "plate" hardness is equal to that of the feed material.

44 Fig 8: Typical dead box

45 Fig 9: Cascade chute In diamond plants, dead boxes are avoided for run-of-mine kimberlite conditions because of the high clay and moisture contents. However, they may be used later in the plant where the material is sized and washed, and then only with careful consideration in each design case. In general, dead boxes are avoided where the material is very fine, wet or sticky. Here the dead boxes are not self cleaning, due to the absence of large particles to give a scouring effect, and the fine material will build up and cause blockages. 4.6 Conveyor Feed Chutes
.")
46 Fig 10: Typical Langlaagte chute dimensions The Langlaagte chute is a well-known configuration throughout the South African mining industry.this chute was originally intended for run-of-mine ore situations to get the fines to flow. Standard dimensions, related to belt width, have been developed as a guide (Fig 10).Where a number of Langlaagte chutes feed a single conveyor belt, every chute except the first one is designed either higher or pivoted up out of the way when not in use. The underside of the feed chute skirts should rise, in the direction of belt travel, to a maximum of 50 mm above the belt. Chutes should be positioned at a minimum distance in front of the tail pulley of a conveyor belt. This is to avoid the transition distance where belt troughing is not ideal.
.")
47 Fig 11: Feed chute after transition distance Radial Doors Radial doors are used successfully in chutes under ore passes or silos. Apart from primary on/off feed control, they perform an effective mud-rush control function. (Langlaagte chutes are ineffective against mud-rushes). Radial doors suffer from the possibility of jamming when closed. The normal air cylinder used to open the door can be enhanced by adding a knocker arm between the cylinder rod and the door. Thus the door can be closed with full force, opened with reduced force, or hammered open.

48 Figure 12: Radial door with knocker 4.7 Flopper Gates Flopper gates are used when one conveyor is required to feed either of two discharge points. Thus a bifurcating chute arrangement is required where each flow path must satisfy the general chute design guidelines. A critical area is the hinge of the gate which should be placed above the apex of the double chute. Thus the gate is self cleaning and rock traps, which could jam the gate, are avoided.

49 Fig 13: Flopper pivot above apex 4.8 Construction Underground chutes have to be transported in confined shaft compartments and narrow haulages. Installation sites are often constricted because of the low headroom and the presence of the conveyor structure. Hence construction should be by means of bolted body panels of manageable sizes. Body plates are generally 6mm to 10 mm thick with 70 mm x 70 mm x 8 mm angle stiffeners. Side plates are bolted to the body by angle construction, with the connections in shear where possible. The top cover is extended over the sides and is bolted down. Surface chutes are made from longer/taller box sections welded together, with due attention to liner access and erection needs. The construction material is structural steel to SABS 1431 Grade 300WA. Adequate access is required by the operating and maintenance staff on the mine. Access is an important consideration in chute design and the associated structural steelwork. Lifting beams are designed for the replacement of liners, and the removal of bolted panels in maintenance operations. Hence inspection access and maintenance access are important considerations.

50 4.9 Lining Materials Side liners are generally 12 mm to 16 mm thick and extend up to 3 times the depth of material flow to cater for surges. Bottom liners are up to 25 mm thick. Liner plates are sized for a maximum mass of 30 kg each, so that replacement in confined spaces is easier. Dead boxes have lip liners. Quenched and tempered steel plate, with hardnesses of BHN 400 or BHN 500, is increasingly used for liner material. In high wear applications, these materials are most cost effective in terms of price and life, with thinner plate sizes specified. However, project engineers may choose mild steel for lower wear applications. Fig 14: Across line rail mat In certain circumstances, rail mats have been used on the bottom chute plates. Thus, horizontal rows of rails are bolted to the chute plate at 900 to the direction of flow, forming a bed of dead boxes. Alternatively the rails are set in line with the flow to allow self cleaning. Diamond ore fines and dribbles have been found to move more effectively on PTFE liners such as 'SOLIDUR" or "VESCONITE", This type of liner is not effective in high impact areas De-Dusting

51 Fig 15: Dust extraction For dry diamond ores especially, transfer chutes are de-dusted. Here, chutes are enclosed with a dust extraction system applied preferably after the transfer point to the belt. Chute skirt plates have rubber seals to stop too much false air entering the chute. The rubber seal should not be made from old conveyor belting, as the resultant seal is ineffective. The proportions of the chute and skirts are generally dictated by the de-dusting requirements, such as air volume and pick-up velocity. In general, feed chute skirt widths are two thirds of projected belt width, not two thirds of actual belt width as was common practice. The skirt seals are seen as seals and not as a means of containing the material on the belt. There are cases where the skirts are terminated too high above the belt, resulting in long, floppy seals. These very easily flop over the edge of the belt, making effective belt training impossible. This is generally the case when the skirts are too wide as well. The long skirts are also subject to material loading, which increases the resistance to motion of the conveyor, adding to power and tension, and accelerating the conveyor belt top cover wear.

52 Fig 16: Skirt seals When de-dusting is not required e.g. on gold mines with wet materials, there is no need for rubber skirt seals. Unnecessary skirt seals wear out the belt top cover and add to frictional resistances. It is better to redesign the skirts themselves in this instance. CHUTE MAINTENANCE The primary purposes of a chute are to: 1. Receive the 'burden" from the discharge point of a conveyor and direct it to the required location. 2. Deposit the "burden" centrally and evenly on the receiving conveyor. 3. To "handle" the required quantity of "burden". The secondary requirements are:(a) To resist abrasive wear. (b) To resist burden build-up. To resist burden bridging. (c) To reduce breakage of fragile "burden". (d) To collect spillage & scrapings. (e) To minimize wear of belts. (f) To prevent "burden" from escaping. (g) To reduce the creation of dust. (h) To resist corrosion. Careful attention to chute lay-out and a certain amount of on site "tuning" of the chute will be necessary before the conveyor system will reach peak efficiency. While the burden being handled may be generally non-adhesive, fines particularly when damp will build-up in corners of chutes. Non-adhesive (PTFE) or flexible surfaces may be used to reduce the problem but ample access should be provided to allow for manual cleaning.

53 Every designer will have his own ideas on the chute design and figures 17 to 23 indicate some basic lay-outs that may help to avoid pitfalls. The burden being non-abrasive and free flowing it may be allowed to fall onto the chute plate and have 'forward" velocity imparted to it to improve "loading" onto the receiving belt. Figure 17 For in-line transfer the burden should fall centrally onto the receiving belt. The lower section of the chute may be turned for an angled transfer but the cross angle of the impinging plate should be adjusted to facilitate central loading. For abrasive burden it is better that impingement between burden and chute plates be avoided as much as possible.

54 Figure 18 Similarly for adhesive burden contact with chute plates should be avoided for both the main stream of burden and the scrapings. Trajectories from high speed conveyors will make this type of chute too long. For angled transfers baffles or rock-boxes will be necessary to centre the burden on the receiving belt. Where it is necessary for very abrasive free flowing burden to impinge against chute linings or hard steel linings are often used.

55 Figure 19

56 Figure 20 Skega rubber wear bars give very good life provided that the burden strikes the rubber surfaces at near 90. If the wear bar becomes dislodged it will not damage belting as would a dislodged wear plate of steel. With the type of chute shown in Figure 21 belt damage due to the impact of large lumps is reduced by allowing the fines to fall through a grizzly onto the belt thus forming a protective bed of fines on the belt for the lumps to fall onto.
57 Figure 21 If used for an angled transfer the grizzly bars should be in the same plan direction as the receiving belt and some kind of baffling will be necessary to centre the load. For high speed belts particularly with angled transfers it is necessary to destroy the forward velocity in order to1. make the chute compact. 2. facilitate the collection of scrapings from the belt. 3. transfer the burden at run-up speeds as when starting a loaded belt. Impact plates are usually made with a slightly concave surface to the burden, to reduce sideways splash. They can be skewed to the oncoming burden and are adjustable for position at top and bottom independently.


58 Figure 22 When handling fragile burden impingements and changes of velocity should be avoided. Figure 23

59 For this purpose the chute should collect the burden at the point where the "trajectory" leaves the pulley. Over the top and centre section of the chute angles will be chosen to slightly accelerate the burden while the lower part of the chute will retard the burden and lay it onto the receiving belt at belt speed. Angled transfers can be arranged by suitable banking the "slide" on the bend. The slide plates must be inspected frequently for abrasive wear. Skirts Introduction The sides of the feed chute are also provided with skirtboards to prevent rock spillage and to centralise the load to the centre of the belt. Skirtboards are set at a 45 degree angle to the belt. The skirtboard is never brought down tight against the belt surface, but is left with a substantial clearance of approximately 25 mm which is closed with a soft rubber strip. CONVEYOR SKIRTS. The sides of the feed chute are also provided with skirtboards to prevent rock spillage and to centralise the load to the centre of the belt. Skirtboards are set at a 45 degree angle to the belt. The skirtboard is never brought down tight against the belt surface, but is left with a substantial clearance of approximately 25 mm which is closed with a soft rubber strip. Figure 1 Principles of Skirts

60 The task of the skirting is important because dirty conveyors cost money. To fully understand the economic impact, as well as skirting's role in controlling fugitive material, let's first clarify some terms. What is referred to as "skirting" is the lower portion of the loading chute that deposits the material onto the conveyor belt. Figure 2: The lower portion of the loading chute that deposits material onto the conveyor belt.

61 Figure 2a: End view of transfer with material loaded onto the belt. A = skirts steel's low point. B = idlers' high point. This area is most often called the Transfer Point. The material at the Transfer Point is dramatically changing. It goes from one condition to another, from one direction to another, and from one velocity to another. Predominantly, Transfer Points occur where one conveyor discharges the material into another conveyor (See Figure 3).


62 Figure 3: Typical transfer from one conveyor to another. As the material being transferred tries to obtain the speed and direction of the belt it becomes turbulent. The falling, bouncing, tumbling and impacting of lump on lump, particle to particle has been the subject of countless studies, all directed at how to center the cargo or how to increase the life of the conveyor belt. While this is a most important consideration that should receive high priority in the design, it must not exclude that other, equally important design requirement : A CLEAN CONVEYOR. Figure 4: Materials profile as designer calculates it 3/4-width of belt -common design practices.


63 Figure 5: Actual profile because of turbulence at transfer occupies more space. Extreme side pressure is exerted on rubber seal. Figure 6: End view showing deflector lines positioned above conveyor belt.


64 Figure 7: Deflector wearliner is positioned to guide the material on the belt, with means of adjustment, to keep material pressure Figure 8: Cast blocks when used as wearliner must be placed evenly so as to assure smooth flow of the cargo along its bottom surface.


65 Figure 9: Wide-spaced idlers permit belt to sag and tambourine from material impact, encouraging material to escape. Figure 10: Close-set idlers keep belt flat and prevent tambourine effect


66 Figure 11: Skirt wears above idlers -- adjustment becomes impossible because scalloped wear pattern does not match belt's running profile.

67 A= Easy access and inspection window. B= Dust pickup. C= Dust certain to improve efficiency of dust pickup duct. On track mount for easy replacement of worn and damaged rubber. D= Access to wear deflector liner mounting bolts. E= Modular rubber block skirting permits instant adjustment. F= Close-set idlers to keep the belt flat and prevent tambourineing. Idlers on track mount arrangement for easy removal of individual idler rollers. It is customary to make the distance between skirt plates about 0.66 times the belt width. This does not unduly restrict the chute width and exposes a good area of belting to accelerate the burden. One difficulty experienced with skirt plates is to adequately seal them against the escape of fines. Various types of skirt seals have been tried and some found successful with one type of burden only. Several variations are shown in Figures 14 to 17. Figure 14 shows soft rubber seals touching or slightly clear of the belt.


68 Figure 14 Figure 15 is the same as 14 except that a piece of large diameter sisal rope is laid onto the belt to dampen the 'splash" of fines. The end of the rope is attached to the chute to hold it against the frictional drag of the belt. Figure 15 Figure 16 uses soft rubber in contact with the belt. The sealing rubber is bent slightly against the belt to follow belt sag between idlers and further seal if hit by burden.


69 Figure 16 Figure 17 uses a length of medium hard rubber sitting on the belt under its own weight. Figure 17 Length of Skirt Plates The skirt plates should guide the burden until it is up to belt speed, there is then less tendency for burden to roll along the belt and bounce off. In all cases below skirt idler spacing must be as close as possible to prevent belt sag and escape of burden, also less burden is trapped between the skirt and the belt thus reducing belt and skirt seal wear.

70 Guards Introduction Fatal accidents plus accidents resulting in serious injury to persons have occurred on belt conveyor installations. These accidents normally took place because the danger points of the belt installation were either unguarded or inadequately guarded. Safety Devices Introduction To prevent unnecessary accidents, damage to machinery and down time, all conveyor belts are equipped with the following Interlocking devices. Tripping devices. Warning bells or sirens. Lock-out system. GUARDS. Fatal accidents plus accidents resulting in serious injury to persons have occurred on belt conveyor installations. These accidents normally took place because the danger points of the belt installation were either unguarded or inadequately guarded. The Mines and Works Act and Regulations No states: "All exposed machinery which, when in motion, may be dangerous to any persons shall be securely fenced off. Efficient guards shall be provided to such parts of any machinery as may be a source of danger to any person".

71 For a guard or fence to be effective it must be so constructed that a person is prevented from reaching the danger or nip point. If the guard openings is such that it will admit one, two or three fingers and reach is restricted by the roots of the fingers, the guard distance normally does not exceed 100 mm. When the opening is sufficient to admit the whole arm the reasonable safe distance is 0,85 metres. Preference should be given to screening material with openings not exceeding 25 mm x 25 mm square. SAFETY DEVICES. To prevent unnecessary accidents, damage to machinery and down time, all conveyor belts are equipped with the following (1) Interlocking devices. (2) Tripping devices. (3) Warning bells or sirens. (4) Lock-out system. Interlocking Devices If a conveyor stops for any reason, provision must be made for automatically stopping the feed coming onto such conveyor, otherwise the continuous flow of ore will bury the feed point, resulting in considerable down time while the conveyor is lashed free. A direct interlock between the motor of the receiving conveyor and the motor of the unit feeding can be installed. In this case the receiving conveyor must be switched on before it is possible to start the unit feeding it. The main disadvantage of this system is that if the receiving conveyor drive slips or the belt or coupling breaks, the motor continues to run although the belt itself does not move. To overcome this problem, a belt slip tripping device can be installed. The belt slip tripping device normally consists of a small wheel running on the belt surface and a tripping device connected so as to trip the supply power when the tripping device wheel comes to a standstill. The Mines and Works Act and Regulations No, states: "Where two
72 or more belt conveyors ore used in Series, sequence interlocking shall be provided which automatically will (a) stop all other conveyors feeding a conveyor that has stopped, and (b) prevent a conveyor starting until the conveyor onto which it feeds is moving." Tripping Devices Overload tripping devices are used to trip the belt automatically when belt load becomes too high. This tripping device also protects the motor and couplings in the event where seizing of one or more of the components may occur. A tripping wire is also installed along the entire length of the belt and connected to a trip-switch at the drive end of the conveyor. This tripping wire enables the Operator to stop the belt from any point along the length of the belt if an emergency occurs. The tripping wire must be installed on both sides of the belt. This is covered by the Mines and Works Act and Regulations No which states: "Every belt conveyor shall be equipped with effective means for immediately stopping the conveyor, or for signalling to the attendant at the driving head, from readily accessible points along the conveyor; and..." Warning Bells and Sirens For safety purposes conveyor belts are normally equipped with sirens or warning bells situated so as to warn persons of the subsequent starting-up. These sirens or warning bells ore connected to operate for a set period immediately prior to the belt start-up. Lock-out system The locking-out system on conveyor belts is of most importance whenever work is to be done on any part of the conveyor. This system consists of a mechanical locking device on the start button or lever. Always make sure that the starting switch is locked in the "off" position and a "do not switch on" sign is placed so that it can be seen by any person who might want to re-start the unit. The key to the lock must be kept by the person working on such machinery. The Mines and Works Act and Regulations No states: "When any work or repairs are undertaken on any machinery the person in immediate charge of such work or repairs shall ensure that the power supply to such machinery is switched off or disconnected and remains switched off or disconnected until the work or repairs have been completed". Back to Top


73 CLEANING DEVICES. Almost without exception, a small percentage of the conveyed material will not be discharged with the bulk of the load stream and will stick to the belt surface, resulting in the potential for spillage along the return strand of the conveyor. To prevent excessive wear on conveyor belts, pulleys and idlers, it is essential to clean the belt after it has moved around the head pulley and discharged its load. There are 4 main types of belt cleaners : (1) Water Sprays Water sprayed onto the belts surface before wiping with a rubber scraper will assist in releasing the materials from the belt surface.
 is extremely 'sticky' and / or extremely abrasive on contact scrapers to the extent that it is viable to turn to a washing system.")
74 Belt washing systems are also used in cases where the material carried over is extremely difficult to remove from the belt Belt washing is normally only considered when the nature of the material transported (and hence residual material) is extremely 'sticky' and / or extremely abrasive on contact scrapers to the extent that it is viable to turn to a washing system. (2) Rubber scrapers Belt scrapers are normally mounted adjacent to the head pulley and consists of a soft rubber blade, pivoted with a counterweight to maintain pressure between the blade and the belt. Care should be taken that the scraper blade is held against the belt surface with only sufficient pressure to remove the materials. Primary scrapers are installed at the head pulley. They can comprise a single, continuous blade along the width of the belt, or a series of short 'multiple' blades which cover the belt width. Secondary scrapers are installed within the head chute and are designed to remove any residual material which is not removed by the primary scraper. Single blade scrapers: When used on contact with the belt on a crowned pulley, the blade wears to conform to the shape of the belt and pulley.



75 Dual blade scrapers: The two blades are pivoted on bushes at either end of the support.
 Ploughs Ploughs should be placed immediately in front of the tail pulley on the return run of the belt to prevent material falling on the return run from being carried between the belt and the")

76 Articulated blade scrapers: This type of belt cleaner must be inspected relatively frequently, adjusted and cleaned so that the blades are free to pivot and to contact the belt properly. (3) Ploughs Ploughs should be placed immediately in front of the tail pulley on the return run of the belt to prevent material falling on the return run from being carried between the belt and the pulley. Ploughs are set at approximately 450 with the direction of the belt travel and are usually held against the belt by gravity. Ploughs are employed on flat return belts to remove any material which may have fallen onto the 'top' of the return belt, before the material is trapped between the belt and the tail pulley. Should lumps of material enter the tail pulley, they can cause damage to the belt, to the pulley lagging and, if the material is allowed to build up on the pulley, can result in misalignment of the belt during operation.

77 Ploughs use rubber-type blades and unlike their spring-loaded scrapers, ploughs are not forced to maintain contact with the belt. The brush cleaner is located at the head-end and rotates against the belt travel. These brushes or blades are made wider than the normal belt width to ensure adequate cleaning across the belt. (4) Decking plates Decking fitted between the top and return of the belt will catch spillage of excess material from the top run. Decking can be inserted along the length of the conveyor but must be included at drive, take up, and transfer points.
78 CARE AND MAINTENANCE. The care of conveyor belting is essential to the correct operation of the conveyor system. SECTION CARE OF BELTING 1 It is of paramount importance that a regular inspection be made of all belts to locate damage due to cuts -whether they are only in the cover or right through into the duck - the condition of the fasteners, edges, etc. Any attention that prolongs the life of your belt pays handsome dividends in the form of decreased operation costs, apart from loss in production due to preventable breakdowns and stoppages. Belts must be kept free from lubricating oil, grease, animal fats and solvents, and must be cleaned down without delay if contaminated with these materials. Where rubber belts come into contact with animal fats in their normal duty, as in abattoirs or food factories, they must be washed down with warm water and soap and thoroughly cleansed with cold water at least once a week. This is essential, or the life of the belt will be drastically shortened. When handling wet and sticky materials, use some form of belt cleaner, such as a rotary brush beneath discharge pulley. Any material remaining on the belt may build-up on the pulleys causing urn necessary flexing and stretching. Build up on the pulleys may also cause bad tracking, making it impossible to keep the belt running straight. Idlers should be inspected regularly, and any that are stiff or frozen must be freed, otherwise they increase power consumption and quickly wear the belt. Idlers that become 'frozen' in position, may - from friction with the belt - become hot enough to set fire to the belt when the conveyor stops. It is most important to protect the return belt from lumps spilled from the carrying portion of the belt. These lumps will be carried around the pulleys, and since the total working tension is usually several thousands of pounds, the local stress these lumps cause can easily fracture the plies, causing "concussion fractures". These "concussion factures are easily recognizable as some or all of the plies break internally while the carrying cover remains intact and the pulley cover may be either bruised or cut. The rubber V plough removes loose burden that travels on the return strand. The shedding plate prevents large buildup on the pulley and sheds any burden that does go around the pulley and prevents it re-circulating, building up and causing belt damage.

79 Figure 1. Belts should not be rubbed by loading chute, discharge chutes, or guides. Once the protective cover is worn through, dirt and moisture are free to enter and destroy the belt carcass. "Stop" and "Start" push button stations at regular intervals enable the belt to be stopped quickly in an emergency. It has been known for a belt cover to be ripped open from end to end before the operator could reach the stop button on the conveyor terminal. Enclose conveyors in protective housings wherever possible. This protects them from the deteriorating effect of sun and rain. Belts which operate seasonally in the open should be dried, repaired, rolled and stored under cover out of season.


80 Figure 2. Figure 3. If tramp iron is a hazard, the belt may be protected by a short feeder belt incorporating a magnetic pulley to remove the iron. Overhead magnets may also be used on the main belt.


81 Figure 4. Figure 5. SECTION CONVEYOR BELT TRAINING The Important factors are:alignment - Stability a. ALIGNMENT: a. The steel structure must be true. 2

82 b. All pulleys and idlers must be centred on the centre line and at 90 to the centre line. c. All pulleys and idlers must be parallel to each other and all but the side rolls must be horizontal. d. Gravity take-up's and moving trippers must move centre on the centre line and pulleys must remain parallel to the other pulleys in the system. e. All troughing idler frames must be at 90 to load path. * Figure 6. Note: Forward tilt should not exceed 2 If the basic alignment factors are thoroughly checked and if all the moving parts move freely and if the splice or joint is true, there should be very little difficulty training the belt. b. STABILITY:* a. Gravity as a stabilising force in a troughed idler configuration. b. Steering as a stabilising force in a troughed idler configuration. Analogy - Motor car steering - Toe in - stable, Toe Out -unstable.

83 Figure 7. This applies to an empty belt only, because when a belt is loaded, mass of the load and the belt will tend to run on the Center Line. c. Steering with flat return idlers. NOTE: Steering with head or tail pulley is not desirable as this may cause uneven tension in the carcass of a belt crown; pulleys are not used in high tension systems for the same reason. Fig. 9. There are various aids used for checking alignment:a. b. c. d. e. f. g. Special idler alignment optical instrument. Theodolites. Dumpy levels. Spirit levels. Measuring tapes. Plumb bobs. Fish Lines special jigs for checking idlers.

84 Figure 8. How to establish whether a joint-splice is true:measure two belt centres on either side of the joint or splice at 5 metres from the splice. Stretch a fish line between centres. Measure across the joint at 900 to the fish line, if measurements from edge to Center Line are equal the joint is true. This should be done on the return side.


85 Figure 9. NOTE: This is the same for Tail pulleys, Drive pulleys, Snub pulleys wherever the belt reverses direction. Figure 10. STARTING UP A NEWLY INSTALLED BELT
86 Starting up a newly installed belt: Establish correct alignment (This concerns a new structure). Establish true splice. Check for obstructions and clearance. Place observers within reach of trip wire along length of belt. This enables the belt to be stopped before any damage may occur in case of belt run off. Electromechanical run off limit switches may also be used. 5. Start the empty belt and observe. 6. Training procedure now begins starting at the head pulley working toward the tail pulley on the reverse side using the steering principles outlined before. 7. Wherever the belt runs off the steering adjustments should be made starting two or three frames before the run off is detected. 8. Only make small adjustments at a time not exceeding 2mm swing. 9. Physically centralise belt before starting again after adjustments. 10. If adjustments were not sufficient repeat the procedure again until the desired result is achieved. 11. Assuming the belt now runs true on the reverse side, the procedure is now to work from the tail pulley toward the head pulley on the load-carrying side of the belt using the same principles. 12. The critical points are where the belt goes on to the drive pulleys and where the belt goes around the tail pulley. 13. Vee trough return idlers are often used on the slack side of wide belt constructions particularly steel cord belts because of their inherent stability and positive steering effect. 14. Assuming the empty belt now runs true the belt may now be loaded. 15. The rate of feed should be set as low as possible gradually increasing until the belt carries normal load. 16. If the load is deposited in the centre of the belt the belt should run true. If not it may be necessary to install deflection plates inside the feed chute to ensure central loading. Factors which influence belt training:1. Build up of fines on return idlers altering profile and causing belt run off. Remedy: Clean belt at discharge points. (Belt Scrapers etc.) 2. Too much clearance between the wheels and tracks on moveable trippers or horizontal gravity take-up's. Remedy: Adjust tracks accordingly. 3. Weight distribution on vertical gravity take-up one-sided, causing run-off on take-up pulleys. Remedy: Distribute weight evenly on take-up. 4. Too much clearance between guides on vertical gravity take-up causing run-off on take-up pulleys. Remedy: Adjust clearance on guides. 5. Single blade plough discharge point pushing belt off to one side. Remedy: Use vee plough discharge. 6. Wind blowing belt off to one side: Remedy: Use wind hoops to cover belt. 7. Material loading not centre to belt (Not chute off centre). Remedy: May need deflection plate inside chute. 8. Misalignment caused by impact or spillage - large rocks causing belt to run off. Remedy: Reinforce and realign faulty section.
87 9. Run off due to untrue Remedy: Resplice correctly. 10. Run off due to damaged or seized idler Remedy: Replace or maintain faulty idlers. 11. Belt runs off due to bowed section in Remedy: Cut off bowed section replace with straight belt. splice. rolls. belt. Precautions to take to prevent some common trouble spots: 1. On Chrome Mines it is common practice to cover return idler rolls with black P.V.C. Agricultural pipe, this prevents fines from sticking to idlers and building up. Also gives longer idler and belt life. Linatex and Polyurethane-coated idler rolls do the same job, but are very expensive. 2. Instead of belt scrapers to clean belts of wet fine abrasive material, a mixture of air and water may be sprayed on the belt just after the discharge point. Generally this is only used on surface applications where it is easy to recycle the water. 3. A rubber cover strip cold vulcanised over rebated belt fasteners reduces wear on fasteners and prevents fasteners being damaged at loading points. Also prevents damaged fasteners from being ripped out at loading points and scrapers. This system can be used to prevent spillage when transporting fine materials. 4. Trough angle greater at loading points prevents spillage. 5. Hinged plate fasteners prevent fastener rip out on thick belts around marginal pulley diameters. 6. Belt hooks or belt lacing give more joint strength and flexibility on light belt constructions around small pulleys, also have good troughing characteristics. 7. Trip bars underneath loading points close to impact idlers prevent excessive damage to Conveyor Belts when drill steel or even large sharp rocks pierce the belt. The bars are pivoted at one side and attached to a limit switch on the other. The limit switch is connected into the belt trip circuit. (See Fig. 11). 8. Tension detectors could be used in belt systems to detect excessive tension and interlocked with belt tripping circuit. These may consist of load cells or strain gauges. On high tension belts this is often the measuring device used to control the tension. 9. Sufficient water flow in ash conveyor troughs. If the rate of flow of cooling water is too low, the ash fines are inclined to settle lowering the capacity of the trough and also causing abrasion. The temperature will increase due to heat retained in the sediment and water.

 Material loading. accumulates at loading point and increases abrasion -usually with inclined belts.")
88 Figure 11. Figure 12. SECTION CARE OF CONVEYOR 3 BELTING Conveyor Belt Failures and Service Difficulties, Causes, Diagnoses and Remedies Type of Wear Damage or Failure Cause Diagnosis Remedy WORN COVERS 1. Cover under- Cover wears out (a) Top Cover specified. uniformly while carcass is still in undamaged and reliable condition. Specify thicker top cover to protect carcass for full belt life. 2. Unsuitable (A) Material loading. accumulates at loading point and increases abrasion -usually with inclined belts. (B) Wear confined to narrow central section of the belt suggests load being concentrated on the centre of the belt by Improve loading conditions. Redesign chute so that material is led on to the belt. Load should be led on to the belt uniformly across its effective width.
89 means of too narrow a chute or loading guide boards too close together. 3. Speed high too (A) Cover worn in centre only a "thin" load carried. (B) On inclined belts, it speed is too high for loading arrangement, material will slide or roll back. Redesign drive at a reduced speed. Reduce belt speed. Reduce angle of inclination. Avoid loading large lumps without smaller material accompanying them. 4. Skirtboards Wear and scoring at the Adjust skirtboards. badly set. sides of the top cover. 5. Handling wet sharp material through a tripper in absence of belt cleaning facilities. Material sticks to belt and abrades or punctures the top cover when doubling back through the tripper pulleys. Equipment should be installed to clean belt surface before it wraps the second tripper pulleys. 6. Discharge Scoring of top cover and Design discharge chute choking. cover rubber torn off chute with minimum belt. possibility of choking. Also check that choking is not caused by stoppages to subsequent processes of conveying, screening, sorting, etc. 7. Sufficient clearance between tail and pulley and floor, or excess spillage at this point. Spilled material accumulates under tailpulley and sets up abrasion. 8. Material Wear and trapped between sides. skirt -boards and belt. 9. Belt speed too Jamming low. point. (b) Bottom Cover. 1. Idlers affected by dirt in bearings or neglected cutting at Increase clearance between tail-pulley 2nd floor, fit decking to avoid spillage reaching such a vulnerable point, or prevent spillage. at Adjust loading and/or skirtboards. loading Reduce rate of loading or increase belt speed. Idlers do not rotate Lubricate regularly freely and when seized and keep clean. cause abrasive wear on bottom cover.
90 lubrication 2. Spillage on to Material falls from Provide decking to bottom cover on carrying side on to protect return run return run. return pulley side, and from spillage. causes abrasion of belt in contact with pulley. 3. Sand thrown Sometimes carried Out Design and layout of between drive on conveyors in wet conveyor should pulley and belt. weather to prevent slip. enable it to operate efficiently under all reasonable and foreseeable conditions. (c) Edges 1. Joint square. not Belt runs to one side Remove and rejoin and fouls support, etc. after cutting ends square. 2. Belt too stiff Back cover at sides will for adequate be worn, or belt edges troughing. damaged. The belt does not bed down properly and make full contact with the centre of the idlers, and runs to one side or the other. CUT COVER 1. Damage fitting. Equip the installation with a belt more flexible laterally. in In a new or a Obvious. comparatively new belt, cutting or damage will probably be jagged, caused by a falling tool, etc. If uniform may be caused by knife slipping on cutting belt for joining. 2. Skirtboards Cutting or scoring at the Adjust skirtboard too long or badly sides of the belt. setting, or if set. practicable, increase belt speed so that load will be more central and not jammed between belt and skirtboards. 3. Loading Large lumps of material Avoid idlers directly over an falling on to the belt loading point. idler roller. over an idler roller which is rigid will cause cover cuts, and carcass fractures. at 4. Speed too Large lumps tend to run Redesign drive high for proper back and it having sharp reduced speed. pickup of lumps edges will cause scoring or cutting. at
91 5. Broken or Abrasion or cutting of Repair or replace seized idler the bottom cover unserviceable rollers. following a longitudinal idlers. pattern. 6. Damage may As for Cover Wear (a) 1, As for Cover Wear result from (a) 5, (a) 6, (a) 7, and (a) 1, (a) 3, (a) 6, causes given (b) 1. (a) 7 and (b) 1. under cover wear 1, 5,6, 7,1, etc. 7. Cuts and Bolt head in pulley Remove or tighten indentations on protruding above bolt. Replace pulley side. lagging which may be lagging. worn. COVER BREAK UP 1. Exposure sunlight. Surface cracking or decomposition. Cover etc. to Surface cracking-small Protect belt from cracks in all directions direct sunlight. which extend when belt is flexed. softening, 2. Oil or grease If contamination is on belt. patchy, source will probably be from lubrication system. If Wood Sap general, suspect material being carried, e.g., green bricks or tiles in a brick-making factory. Evidence of oil contamination will be obvious signs of swelling of the cover rubber, which will also be soft and even sticky if contamination has been extensive. Belt will also probably run crooked especially if contaminated on one side. Belt will be distorted and may not lie flat on idlers. Avoid contact with oil and grease, which are solvents of rubber. 3. Short in A short in a magnetic magnetic pulley. pulley will cause heating up of pulley and hence the belt, especially if indoors and away from draughts, etc. Correct the electrical fault (abnormal moisture in atmosphere may be cause of short, etc.). 4. Carrying hot materials on a standard conveyor. Avoid conveying materials at high temperatures unless the belt has been specially designed to suit them. Burns in cover or a general cover breakdown, etc. Often carcass is exposed and even burned through in places.
92 5. Idler spacing unsuitable, giving rise to belt distortion. Longitudinal Splits or cracks are probably due to idlers spaced too far apart, giving rise to excessive lateral flexing. Adjust idler spacing according to recommended practice. BELT CARCASS 1. Impact of Fractures on pulley DAMAGE OR large lumps due side-short and usually DETERIORATION to unsuitable parallel to belt edge. loading arrangements. Improve loading arrangements. Install "Grizzly" to reduce impact. 2. Top rubber cover of inadequate thickness. Numerous cover and Reduce maximum carcass fractures. Belt lump size or fit may eventually tear heavier belt, or across. increase cover thickness. 3. Material Fractures on carrying trapped between side-this may cause belt tail pulley and to tear across. belt. Install scraper on return run to clean belt just before tailpulley. 4. Mildew-a Carcass duck dark in result of water colour, and exhibiting penetration into no strength in patches. carcass. Avoid source of moisture or fit belt with thicker cover rubber. 5. Tension great. Reduce tension or install belt with higher permissible operating tension. too Lateral breaks in carcass at right angles to direction of travel, Joint troubles with fasteners pulling out or belt breaking at fasteners. Move pulleys further apart. Tangent points not closer than one second of belt travel. 6. High tension Splicing deterioration, belt speed m/s/1 bend pulleys too or fabric deterioration. sec. = distance in close together metres. causing sudden reverse bend. PLY OR COVER 1. Mildew-a Evidence of rot in duck. SEPARATION result of Carcass exposed in moisture vicinity of separation. penetration into carcass. 2. diameter smallhead, snubber Pulley too either tail, or Separation or "blisters" where there is no evidence of carcass rot or signs of abuse other than pulley sizes. Avoid source of moisture or fit bell with thicker cover rubber. Avoid cause of rubber wear or cutting. etc. Increase pulley size, or if conditions permit, install lighter belt.
93 tripper pulleys. 3. Oil Rubber in contamination. separation swollen. vicinity of Remove source soft and contamination. of 4. Too many General separation Redesign drive and reverse bends, across full width of belt. belt. e.g., in tripper. Belt too heavy for pulley diameters. 5. Idler spacing Separation near centre Reduce too great. of belt longitudinally. spacing. 6. Edge rub. Separation at edge and evidence of edge wear as a result of rubbing on some obstruction, a guide idler, etc. idler Correct any misalignment present, or remove obstruction. 7. Under-belting. Carcass not sufficiently Install heavier belt. rigid-excess flexing causing separationoften starts at joint. 8. Cover cuts and Blisters at point of cover Repair cuts penetration of cuts. Examination of penetrate fines. separation will reveal carcass. penetration of fines and small stones working their way between the top cover and the carcass. which to 9. Small radius Blisters and ply Increase bend convex curve or separation along bend radius and support convex bend at line. belt to reduce tripper lead-up bending stress at idlers. bend line. PULLEY DEVICES Terminology


94 Consideration Move mouse over picture to run animation Terminology

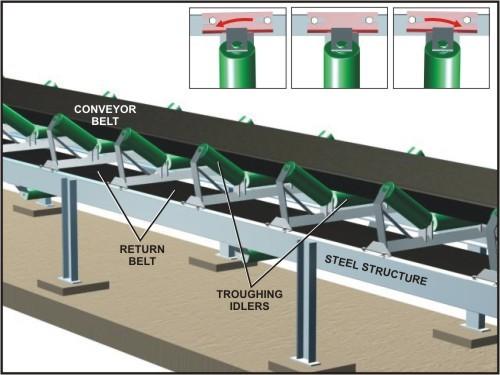
95 BELT TRAINING Terminology
Belt Conveyor Holdbacks
 A l t r a I n d u s t r i a l M o t i o n Warner Electric Boston Gear TB Wood s Formsprag Clutch Wichita Clutch Belt Conveyor Holdbacks Design Aspects of Size Selection for Conveyor Drive Applications
A l t r a I n d u s t r i a l M o t i o n Warner Electric Boston Gear TB Wood s Formsprag Clutch Wichita Clutch Belt Conveyor Holdbacks Design Aspects of Size Selection for Conveyor Drive Applications
LESSON Transmission of Power Introduction
 LESSON 3 3.0 Transmission of Power 3.0.1 Introduction Earlier in our previous course units in Agricultural and Biosystems Engineering, we introduced ourselves to the concept of support and process systems
LESSON 3 3.0 Transmission of Power 3.0.1 Introduction Earlier in our previous course units in Agricultural and Biosystems Engineering, we introduced ourselves to the concept of support and process systems
Synchronous Belt Failure Analysis Guide
 Synchronous Belt Failure Analysis Guide Contents Part 1: Common Causes of Belt Failure Normal Belt Wear and Failure Belt Crimp Failures Shock Load Part 2: Improper Belt Installation Tension Introduction
Synchronous Belt Failure Analysis Guide Contents Part 1: Common Causes of Belt Failure Normal Belt Wear and Failure Belt Crimp Failures Shock Load Part 2: Improper Belt Installation Tension Introduction
ContiClean A-H Technical Documentation Status Content. 1. Areas of application. 2. Residual moisture on the conveyor belt
 Content 1. Areas of application 2. Residual moisture on the conveyor belt 3. Cleaning of belts conveying very sticky materials 3.1 General cleaning problems for all conveyor belts 3.2 Philosophy of cleaning
Content 1. Areas of application 2. Residual moisture on the conveyor belt 3. Cleaning of belts conveying very sticky materials 3.1 General cleaning problems for all conveyor belts 3.2 Philosophy of cleaning
Basuraj Goswami. Addl General Manager (OS), NTPC Ltd.
, NTPC Ltd.") Basuraj Goswami Addl General Manager (OS), NTPC Ltd. 1 2 UNDERSTANDING THE BASIC BELT BEHAVIOR PATTERN Fundamental rule of belt tracking The belt will move toward the side that has more friction Or the
Basuraj Goswami Addl General Manager (OS), NTPC Ltd. 1 2 UNDERSTANDING THE BASIC BELT BEHAVIOR PATTERN Fundamental rule of belt tracking The belt will move toward the side that has more friction Or the
UNIT -I. Ans: They are specified by the no. of strands & the no. of wires in each strand.
 VETRI VINAYAHA COLLEGE OF ENGINEERING AND TECHNOLOGY, THOTTIAM, NAMAKKAL-621215. DEPARTMENT OF MECHANICAL ENGINEERING SIXTH SEMESTER / III YEAR ME6601 DESIGN OF TRANSMISSION SYSTEM (Regulation-2013) UNIT
VETRI VINAYAHA COLLEGE OF ENGINEERING AND TECHNOLOGY, THOTTIAM, NAMAKKAL-621215. DEPARTMENT OF MECHANICAL ENGINEERING SIXTH SEMESTER / III YEAR ME6601 DESIGN OF TRANSMISSION SYSTEM (Regulation-2013) UNIT
FUNCTION OF A BEARING
 Bearing FUNCTION OF A BEARING The main function of a rotating shaft is to transmit power from one end of the line to the other. It needs a good support to ensure stability and frictionless rotation. The
Bearing FUNCTION OF A BEARING The main function of a rotating shaft is to transmit power from one end of the line to the other. It needs a good support to ensure stability and frictionless rotation. The
ME6601 DESIGN OF TRANSMISSION SYSTEMS
 SYED AMMAL ENGINEERING COLLEGE (Approved by the AICTE, New Delhi, Govt. of Tamilnadu and Affiliated to Anna University, Chennai) Established in 1998 - An ISO 9001:2008 Certified Institution Dr. E.M.Abdullah
SYED AMMAL ENGINEERING COLLEGE (Approved by the AICTE, New Delhi, Govt. of Tamilnadu and Affiliated to Anna University, Chennai) Established in 1998 - An ISO 9001:2008 Certified Institution Dr. E.M.Abdullah
TRANSLATION (OR LINEAR)
") 5) Load Bearing Mechanisms Load bearing mechanisms are the structural backbone of any linear / rotary motion system, and are a critical consideration. This section will introduce most of the more common
5) Load Bearing Mechanisms Load bearing mechanisms are the structural backbone of any linear / rotary motion system, and are a critical consideration. This section will introduce most of the more common
Marine Engineering Exam Resource Review of Couplings
 1. What are rigid couplings used for? Used to join drive shafts together. True alignment and rigidity are required. Example Drive shafts and production lines, bridge cranes, solid shaft that needs to be
1. What are rigid couplings used for? Used to join drive shafts together. True alignment and rigidity are required. Example Drive shafts and production lines, bridge cranes, solid shaft that needs to be
The Importance Of Proper. Maintenance Inspections On Belt Conveyors
 On Belt Conveyors By Neil Kinder & Charles Pratt Equipment Characteristics Irrespective of the material, the same type of conveyors are used, all using the same technology, operating principles, operating
On Belt Conveyors By Neil Kinder & Charles Pratt Equipment Characteristics Irrespective of the material, the same type of conveyors are used, all using the same technology, operating principles, operating
CONVEYOR PULLEY STANDARDS - A POSSIBLE SOLUTION. A. E. M. BELL, Managing Director, Bosworth Group M. F. SCHENCK, General Sales Manager, Bosworth Group
 CONVEYOR PULLEY STANDARDS - A POSSIBLE SOLUTION A. E. M. BELL, Managing Director, Bosworth Group M. F. SCHENCK, General Sales Manager, Bosworth Group SYNOPSIS As one of the major suppliers of conveyor
CONVEYOR PULLEY STANDARDS - A POSSIBLE SOLUTION A. E. M. BELL, Managing Director, Bosworth Group M. F. SCHENCK, General Sales Manager, Bosworth Group SYNOPSIS As one of the major suppliers of conveyor
CONVEYOR COMPONENTS AND ACCESSORIES. Better by design since 1901
 CONVEYOR COMPONENTS AND ACCESSORIES Better by design since 1901 STEPHENS-ADAMSON HAS THE IDLER COMPLETE PRODUCT LINE Sealed, Regreasable, or Greased and Plugged CEMA B, C, D, AND E Ratings For Light to
CONVEYOR COMPONENTS AND ACCESSORIES Better by design since 1901 STEPHENS-ADAMSON HAS THE IDLER COMPLETE PRODUCT LINE Sealed, Regreasable, or Greased and Plugged CEMA B, C, D, AND E Ratings For Light to
CONVEYOR BELTING INSTALLATION, OPERATION AND MAINTENANCE MANUAL
 CONVEYOR BELTING INSTALLATION, OPERATION AND MAINTENANCE MANUAL Index 1. Safety Precautions... 3 2. Introduction/ Applicable equipment... 4 2. Handling & Storage... 5 3. Installation/ Set Up... 6 4. Operation
CONVEYOR BELTING INSTALLATION, OPERATION AND MAINTENANCE MANUAL Index 1. Safety Precautions... 3 2. Introduction/ Applicable equipment... 4 2. Handling & Storage... 5 3. Installation/ Set Up... 6 4. Operation
Bucket Elevator Belt Bucket Conveyor
 Bucket Elevator TD belt bucket conveyor is suitable for density less than.5t/m3 lump, granular material such as coal, cement, fertilizer, sand, grain, etc.belt bucket conveyor has two types of bucket:
Bucket Elevator TD belt bucket conveyor is suitable for density less than.5t/m3 lump, granular material such as coal, cement, fertilizer, sand, grain, etc.belt bucket conveyor has two types of bucket:
CLASSIFICATION OF ROLLING-ELEMENT BEARINGS
 CLASSIFICATION OF ROLLING-ELEMENT BEARINGS Ball bearings can operate at higher speed in comparison to roller bearings because they have lower friction. In particular, the balls have less viscous resistance
CLASSIFICATION OF ROLLING-ELEMENT BEARINGS Ball bearings can operate at higher speed in comparison to roller bearings because they have lower friction. In particular, the balls have less viscous resistance
Learn how rollers and web handling affect your 100% inspection system s performance
 Learn how rollers and web handling affect your 100% inspection system s performance The following article explains the many reasons why rollers (idlers) and web material properties can adversely affect
Learn how rollers and web handling affect your 100% inspection system s performance The following article explains the many reasons why rollers (idlers) and web material properties can adversely affect
Contents CONTENTS. Page number
 CONTENTS Page number Chapter 1 Bulk material handling plants and conveyors 1 to 9 1.0.0 Need for bulk material handling plant with conveyors 1 to 2 1.1.0 Introduction to bulk material handling plant 2
CONTENTS Page number Chapter 1 Bulk material handling plants and conveyors 1 to 9 1.0.0 Need for bulk material handling plant with conveyors 1 to 2 1.1.0 Introduction to bulk material handling plant 2
C-FLEX. Conveyor Belt
 T C-FLEX T Conveyor Belt C-Flex was introduced over 20 years ago as India's leading all synthetic conveyor belting. Today, with over two decades of experience in design, manufacture and application engineering
T C-FLEX T Conveyor Belt C-Flex was introduced over 20 years ago as India's leading all synthetic conveyor belting. Today, with over two decades of experience in design, manufacture and application engineering
V-Belt Installation, Maintenance & Storage Installation
 V-Belt Installation, Maintenance & Storage Installation 1. Check pulleys for rust, oil, grease, dust, dirt and other foreign materials. Clean the pulleys. Foreign materials accelerate belt wear and dramatically
V-Belt Installation, Maintenance & Storage Installation 1. Check pulleys for rust, oil, grease, dust, dirt and other foreign materials. Clean the pulleys. Foreign materials accelerate belt wear and dramatically
CATALOGUE MEDIUM TO HEAVY DUTY IDLER
 CATALOGUE MEDIUM TO HEAVY DUTY IDLER Sandvik Materials Handling PULLEYS, IDLERS AND MATERIALS HANDLING SYSTEMS INDEX 3 ROLL INLINE CARRY & IMPACT PAGE 3 3 ROLL INLINE PLAIN P/A TRAINER PAGE 5 SINGLE ROLL
CATALOGUE MEDIUM TO HEAVY DUTY IDLER Sandvik Materials Handling PULLEYS, IDLERS AND MATERIALS HANDLING SYSTEMS INDEX 3 ROLL INLINE CARRY & IMPACT PAGE 3 3 ROLL INLINE PLAIN P/A TRAINER PAGE 5 SINGLE ROLL
Theory of Machines. CH-1: Fundamentals and type of Mechanisms
 CH-1: Fundamentals and type of Mechanisms 1. Define kinematic link and kinematic chain. 2. Enlist the types of constrained motion. Draw a label sketch of any one. 3. Define (1) Mechanism (2) Inversion
CH-1: Fundamentals and type of Mechanisms 1. Define kinematic link and kinematic chain. 2. Enlist the types of constrained motion. Draw a label sketch of any one. 3. Define (1) Mechanism (2) Inversion
AGN 076 Alternator Bearings
 Application Guidance Notes: Technical Information from Cummins Generator Technologies AGN 076 Alternator Bearings BEARING TYPES In the design of STAMFORD and AvK alternators, the expected types of rotor
Application Guidance Notes: Technical Information from Cummins Generator Technologies AGN 076 Alternator Bearings BEARING TYPES In the design of STAMFORD and AvK alternators, the expected types of rotor
Conveyor Belt Fixed Belt Conveyor
 Comment 1. Introduction...1 2. Advantages... 1 3. Working Principle... 2 4. Technical Parameters...3 5. Sketch Map... 4 6. Components of Belt Conveyor...4 1) Belt...5 2) Pulley... 5 3) Idlers or Rollers...6
Comment 1. Introduction...1 2. Advantages... 1 3. Working Principle... 2 4. Technical Parameters...3 5. Sketch Map... 4 6. Components of Belt Conveyor...4 1) Belt...5 2) Pulley... 5 3) Idlers or Rollers...6
MAIN SHAFT SUPPORT FOR WIND TURBINE WITH A FIXED AND FLOATING BEARING CONFIGURATION
 Technical Paper MAIN SHAFT SUPPORT FOR WIND TURBINE WITH A FIXED AND FLOATING BEARING CONFIGURATION Tapered Double Inner Row Bearing Vs. Spherical Roller Bearing On The Fixed Position Laurentiu Ionescu,
Technical Paper MAIN SHAFT SUPPORT FOR WIND TURBINE WITH A FIXED AND FLOATING BEARING CONFIGURATION Tapered Double Inner Row Bearing Vs. Spherical Roller Bearing On The Fixed Position Laurentiu Ionescu,
ELT SCALE APPLICATIONS
 BELT SCALE APPLICATION GUIDELINES Instruction Manual March 2002 ELT SCALE APPLICATIONS Safety Guidelines Warning notices must be observed to ensure personal safety as well as that of others, and to protect
BELT SCALE APPLICATION GUIDELINES Instruction Manual March 2002 ELT SCALE APPLICATIONS Safety Guidelines Warning notices must be observed to ensure personal safety as well as that of others, and to protect
Geo. Robson & Co. (Conveyors) Ltd Coleford Road, Sheffield, S9 5PA Tel. +44 (0) Fax. +44 (0) Registered in England No.
 Ltd Coleford Road, Sheffield, S9 5PA Tel. +44 (0) Fax. +44 (0) Registered in England No.") Airglide Conveyors The Robson Airglide Belt Conveyor is a development of the traditional belt conveyor, but instead of carrying idlers it employs a cushion of air, being the means of supporting the loaded
Airglide Conveyors The Robson Airglide Belt Conveyor is a development of the traditional belt conveyor, but instead of carrying idlers it employs a cushion of air, being the means of supporting the loaded
Unit V HYDROSTATIC DRIVE AND ELECTRIC DRIVE
 Unit V HYDROSTATIC DRIVE AND ELECTRIC DRIVE HYDROSTATIC DRIVE In this type of drives a hydrostatic pump and a motor is used. The engine drives the pump and it generates hydrostatic pressure on the fluid.
Unit V HYDROSTATIC DRIVE AND ELECTRIC DRIVE HYDROSTATIC DRIVE In this type of drives a hydrostatic pump and a motor is used. The engine drives the pump and it generates hydrostatic pressure on the fluid.
Seals Stretch Running Friction Friction Break-Out Friction. Build With The Best!
 squeeze, min. = 0.0035 with adverse tolerance build-up. If the O-ring is made in a compound that will shrink in the fluid, the minimum possible squeeze under adverse conditions then must be at least.076
squeeze, min. = 0.0035 with adverse tolerance build-up. If the O-ring is made in a compound that will shrink in the fluid, the minimum possible squeeze under adverse conditions then must be at least.076
 DEPARTMENT OF MECHANICAL ENGINEERING Subject code: ME6601 Subject Name: DESIGN OF TRANSMISSION SYSTEMS UNIT-I DESIGN OF TRANSMISSION SYSTEMS FOR FLEXIBLE ELEMENTS 1. What is the effect of centre distance
DEPARTMENT OF MECHANICAL ENGINEERING Subject code: ME6601 Subject Name: DESIGN OF TRANSMISSION SYSTEMS UNIT-I DESIGN OF TRANSMISSION SYSTEMS FOR FLEXIBLE ELEMENTS 1. What is the effect of centre distance
Link-Belt ES Series Idler Rolls
 Link-Belt ES Series Idler Rolls Introducing the ES Series Idler Rolls from Syntron Material Handling, specifically designed for extreme service in the harsh environment of oil sands extraction. Link-Belt
Link-Belt ES Series Idler Rolls Introducing the ES Series Idler Rolls from Syntron Material Handling, specifically designed for extreme service in the harsh environment of oil sands extraction. Link-Belt
DESIGN AND SELECTION OF BEARINGS AND HOUSINGS USED IN MATERIAL HANDLING APPLICATIONS
 DESIGN AND SELECTION OF BEARINGS AND HOUSINGS USED IN MATERIAL HANDLING APPLICATIONS SPHERICAL ROLLER BEARINGS M. STEWART-LORD MANAGER - APPLICATION ENGINEERING SKF SOUTH AFRICA (PTY) LTD (SA) Spherical
DESIGN AND SELECTION OF BEARINGS AND HOUSINGS USED IN MATERIAL HANDLING APPLICATIONS SPHERICAL ROLLER BEARINGS M. STEWART-LORD MANAGER - APPLICATION ENGINEERING SKF SOUTH AFRICA (PTY) LTD (SA) Spherical
Pelletising Systems. Moulding & Recycling Underwater pelletising systems for up to 15,000kg/hr. Strand pelletisers
 Pelletising Systems 0 Underwater pelletising systems for up to 5,000kg/hr Our modular pelletising systems are highly cost efficient & cover a wide range of applications: Primary pelletising Masterbatch
Pelletising Systems 0 Underwater pelletising systems for up to 5,000kg/hr Our modular pelletising systems are highly cost efficient & cover a wide range of applications: Primary pelletising Masterbatch
Toyota Landcruiser Rear Brake Upgrade Package
 May 2007 Toyota Landcruiser Rear Brake Upgrade Package 9 Nevada Ct Hoppers Crossing Vic 3029 Ph 03 97486950 Fax 03 97485965 Email hopstop@hoppers.com.au Web www.hoppers.com.au 2 THE INFORMATION CONTAINED
May 2007 Toyota Landcruiser Rear Brake Upgrade Package 9 Nevada Ct Hoppers Crossing Vic 3029 Ph 03 97486950 Fax 03 97485965 Email hopstop@hoppers.com.au Web www.hoppers.com.au 2 THE INFORMATION CONTAINED
Conveyor Belt Maintenance
 Conveyor Belt Maintenance Conveyor belt maintenance not only includes proper care of the belt itself but also includes care and maintenance of the frame and accessories. The first step in the process is
Conveyor Belt Maintenance Conveyor belt maintenance not only includes proper care of the belt itself but also includes care and maintenance of the frame and accessories. The first step in the process is
Module 6: Air Foundation Brakes
 Air Brakes Terms and Definitions Basic Components That Make Up Air Foundation Brakes Types of Air Foundation Brakes Parts of a Cam Foundation Brake Parts of a Wedge Foundation Brake Parts of a Disc Foundation
Air Brakes Terms and Definitions Basic Components That Make Up Air Foundation Brakes Types of Air Foundation Brakes Parts of a Cam Foundation Brake Parts of a Wedge Foundation Brake Parts of a Disc Foundation
 DRUM BRAKE RIMS Periodic inspection of drum brake rims is necessary to determine indications of uneven or excessive wear. In general, brake rim failures other that regular wear are caused by brake linings
DRUM BRAKE RIMS Periodic inspection of drum brake rims is necessary to determine indications of uneven or excessive wear. In general, brake rim failures other that regular wear are caused by brake linings
Pin-guided clutch with three flyweights
 S-Type Pin-guided clutch with three flyweights Construction and mode of operation 2 5 4 3 3 1 1 5 2 6 4 = Hub = Flyweights = Cylindrical pin = Tension spring = Lining = Clutch drum / Cover disc Low noise
S-Type Pin-guided clutch with three flyweights Construction and mode of operation 2 5 4 3 3 1 1 5 2 6 4 = Hub = Flyweights = Cylindrical pin = Tension spring = Lining = Clutch drum / Cover disc Low noise
Chapter B-3. Chapter 3. Actuators and output devices. Festo Didactic TP101
 155 Chapter 3 Actuators and output devices Festo Didactic TP101 156 An actuator is an output device for the conversion of supply energy into useful work. The output signal is controlled by the control
155 Chapter 3 Actuators and output devices Festo Didactic TP101 156 An actuator is an output device for the conversion of supply energy into useful work. The output signal is controlled by the control
Welded Steel Conveyor Pulleys
 ANSI / CEMA B105.1-2009 A REVISION OF ANSI/CEMA B105.1-2003 (Approved May 19, 2009) CEMA Standard B105.1 Specifications for Welded Steel Conveyor Pulleys With Compression Type Hubs Conveyor Equipment Manufacturers
ANSI / CEMA B105.1-2009 A REVISION OF ANSI/CEMA B105.1-2003 (Approved May 19, 2009) CEMA Standard B105.1 Specifications for Welded Steel Conveyor Pulleys With Compression Type Hubs Conveyor Equipment Manufacturers
Driver Driven. InputSpeed. Gears
 Gears Gears are toothed wheels designed to transmit rotary motion and power from one part of a mechanism to another. They are fitted to shafts with special devices called keys (or splines) that ensure
Gears Gears are toothed wheels designed to transmit rotary motion and power from one part of a mechanism to another. They are fitted to shafts with special devices called keys (or splines) that ensure
Application Of Belt Winder For Conveyor Replacements In Coal Handling Plants Of Thermal Power Stations
 Application Of Belt Winder For Conveyor Replacements In Coal Handling Plants Of Thermal Power Stations By: Makarand Joshi Email: makarandj@hotmail.com 1.0 Abstract: - Conveyors are seen on virtually all
Application Of Belt Winder For Conveyor Replacements In Coal Handling Plants Of Thermal Power Stations By: Makarand Joshi Email: makarandj@hotmail.com 1.0 Abstract: - Conveyors are seen on virtually all
CAUTION MAINTENANCE INFORMATION CONNECTING AND DISCONNECTING CHAIN
 CONNECTING AND DISCONNECTING CHAIN Introduction Chains are manufactured with connectors, either pins or rivets of various constructions depending upon the chain type, i.e., offset or straight sidebar,
CONNECTING AND DISCONNECTING CHAIN Introduction Chains are manufactured with connectors, either pins or rivets of various constructions depending upon the chain type, i.e., offset or straight sidebar,
Sandvik Prisec HSI Crushers
 Sandvik Prisec HSI Crushers 2 CI511 Primary Crusher One versatile crusher with two configurations The Prisec Horizontal Shaft Impactor (HSI) range of crushers have been developed in response to our customer
Sandvik Prisec HSI Crushers 2 CI511 Primary Crusher One versatile crusher with two configurations The Prisec Horizontal Shaft Impactor (HSI) range of crushers have been developed in response to our customer
Belt Tracking. Kinder and Co. Pty. Ltd. Copyright ABN Introduction. History and Developments. Rule zero
 By: Marc Selby (Sales Engineer) Introduction Tracking (Training) is defined as the procedure required to make the conveyor belt run True under all operating conditions. A conveyor belt must run True to
By: Marc Selby (Sales Engineer) Introduction Tracking (Training) is defined as the procedure required to make the conveyor belt run True under all operating conditions. A conveyor belt must run True to
Stress Analysis in Pulley of Stacker-Reclaimer by Using Fem Vs Analytical
 Stress Analysis in Pulley of Stacker-Reclaimer by Using Fem Vs Analytical X. Oscar fenn Daniel 1, A. Hussain lal 2 PG. Scholar, Department of Mechanical Engineering,, JJ College of Engineering and Technology,
Stress Analysis in Pulley of Stacker-Reclaimer by Using Fem Vs Analytical X. Oscar fenn Daniel 1, A. Hussain lal 2 PG. Scholar, Department of Mechanical Engineering,, JJ College of Engineering and Technology,
CONVEYOR SYSTEM COMMISSIONING, MAINTENANCE AND FAILURE ANALYSIS USING BLACK BOX TECHNIQUES. By A. J. Surtees Conveyor Watch (Pty) Ltd
 Ltd") CONVEYOR SYSTEM COMMISSIONING, MAINTENANCE AND FAILURE ANALYSIS USING BLACK BOX TECHNIQUES By A. J. Surtees Conveyor Watch (Pty) Ltd SYNOPSIS This paper discusses the history and developments of sophisticated
CONVEYOR SYSTEM COMMISSIONING, MAINTENANCE AND FAILURE ANALYSIS USING BLACK BOX TECHNIQUES By A. J. Surtees Conveyor Watch (Pty) Ltd SYNOPSIS This paper discusses the history and developments of sophisticated
Conveyor chain catalogue
 Conveyor chain catalogue www.renold.com Table of Contents Section - Conveyor Products and Dimensions Conveyor chain introduction....................................................................5-7 BS
Conveyor chain catalogue www.renold.com Table of Contents Section - Conveyor Products and Dimensions Conveyor chain introduction....................................................................5-7 BS
MODULAR CONVEYOR SOLUTIONS. The conveyor of choice...for tomorrow
 MODULAR CONVEYOR SOLUTIONS The conveyor of choice......for tomorrow 2 Modular conveyors Our modular approach puts an end to expensive, bespoke conveyor installations that not only cost you valuable time,
MODULAR CONVEYOR SOLUTIONS The conveyor of choice......for tomorrow 2 Modular conveyors Our modular approach puts an end to expensive, bespoke conveyor installations that not only cost you valuable time,
The Cement Industry. How can Kinetrol help your business? Cement Manufacturing Process. Pneumatic Vehicle Unloading. Silo Discharge.
 The Cement Industry How can Kinetrol help your business? In today's working environment, especially in the Cement Industry, it is essential that all economic and safety issues are addressed. Poor quality
The Cement Industry How can Kinetrol help your business? In today's working environment, especially in the Cement Industry, it is essential that all economic and safety issues are addressed. Poor quality
Dust Control Suppression method overview. Presented by GFM Engineering Solutions
 Dust Control Suppression method overview Presented by GFM Engineering Solutions Basic Principles of Dust Suppression Water spray does not suppress airborne dust. Atomised Water particles attract dust.
Dust Control Suppression method overview Presented by GFM Engineering Solutions Basic Principles of Dust Suppression Water spray does not suppress airborne dust. Atomised Water particles attract dust.
Q&A Session for Advanced Linear Bearings and Guides 201 : Troubleshooting for Design Engineers
 Q&A Session for Advanced Linear Bearings and Guides 201 : Troubleshooting for Design Engineers Date: April 22, 2009 Q: We are currently looking into using Self Lubricating Bushings in a high-load Off-
Q&A Session for Advanced Linear Bearings and Guides 201 : Troubleshooting for Design Engineers Date: April 22, 2009 Q: We are currently looking into using Self Lubricating Bushings in a high-load Off-
c) same tread pattern type (mixed asymmetric, directional, normal highway, traction, winter tyre tread (Figure 7-1-2).
 same tread pattern type (mixed asymmetric, directional, normal highway, traction, winter tyre tread (Figure 7-1-2).") Correct as at 23rd April 2014. It may be superseded at any time. Extract taken: from NZTA Vehicle Portal > VIRMs > In-service certification (WoF and CoF) > General trailers > Tyres, wheels and hubs > Tyres
Correct as at 23rd April 2014. It may be superseded at any time. Extract taken: from NZTA Vehicle Portal > VIRMs > In-service certification (WoF and CoF) > General trailers > Tyres, wheels and hubs > Tyres
A Quick reference guide to the installation of Uniflex. Oldham Seals Group. Uniflex installation Guide
 A Quick reference guide to the installation of Uniflex. Oldham Seals Group Uniflex installation Guide Uniflex Guide From Oldham Seals Group Introduction: Uniflex systems provide a means of remote Valve
A Quick reference guide to the installation of Uniflex. Oldham Seals Group Uniflex installation Guide Uniflex Guide From Oldham Seals Group Introduction: Uniflex systems provide a means of remote Valve
Timing Belt Design Hints A guide to Timing Belt drives
 Timing Belt Design Hints A guide to Timing Belt drives Properties This table is provided to assist in specifying an Optibelt drive element for a particular drive application. Ambient temperature Maximum/minimum
Timing Belt Design Hints A guide to Timing Belt drives Properties This table is provided to assist in specifying an Optibelt drive element for a particular drive application. Ambient temperature Maximum/minimum
Clarifying Drives. How to Design and Manufacture the Perfect Sedimentation Drive A GLV COMPANY
 Clarifying Drives How to Design and Manufacture the Perfect Sedimentation Drive A GLV COMPANY Introduction to Sedimentation Drives The manufacture of sedimentation drives for water and wastewater treatment
Clarifying Drives How to Design and Manufacture the Perfect Sedimentation Drive A GLV COMPANY Introduction to Sedimentation Drives The manufacture of sedimentation drives for water and wastewater treatment
Belt Tracking Manual. K-Trough Trainer. 1 P age. Issue:
 K-HD Polyurethane Guide Roller K-Self Centring Idler K-MTD Disc Tracker K-Trough Trainer 1 P age Section 1: Rule Zero and Set-Up 1.1 Identify areas along the conveyor, which are suffering from misalignment.
K-HD Polyurethane Guide Roller K-Self Centring Idler K-MTD Disc Tracker K-Trough Trainer 1 P age Section 1: Rule Zero and Set-Up 1.1 Identify areas along the conveyor, which are suffering from misalignment.
MSI BELT SCALE APPLICATION GUIDELINES
 MSI BELT SCALE APPLICATION GUIDELINES Instruction Manual PL-264 January 2001 33452640 Rev. 1.2 Safety Guidelines Warning notices must be observed to ensure personal safety as well as that of others, and
MSI BELT SCALE APPLICATION GUIDELINES Instruction Manual PL-264 January 2001 33452640 Rev. 1.2 Safety Guidelines Warning notices must be observed to ensure personal safety as well as that of others, and
Improving predictive maintenance with oil condition monitoring.
 Improving predictive maintenance with oil condition monitoring. Contents 1. Introduction 2. The Big Five 3. Pros and cons 4. The perfect match? 5. Two is better than one 6. Gearboxes, for example 7. What
Improving predictive maintenance with oil condition monitoring. Contents 1. Introduction 2. The Big Five 3. Pros and cons 4. The perfect match? 5. Two is better than one 6. Gearboxes, for example 7. What
Moments. It doesn t fall because of the presence of a counter balance weight on the right-hand side. The boom is therefore balanced.
 Moments The crane in the image below looks unstable, as though it should topple over. There appears to be too much of the boom on the left-hand side of the tower. It doesn t fall because of the presence
Moments The crane in the image below looks unstable, as though it should topple over. There appears to be too much of the boom on the left-hand side of the tower. It doesn t fall because of the presence
LECTURE-23: Basic concept of Hydro-Static Transmission (HST) Systems
 Systems") MODULE-6 : HYDROSTATIC TRANSMISSION SYSTEMS LECTURE-23: Basic concept of Hydro-Static Transmission (HST) Systems 1. INTRODUCTION The need for large power transmissions in tight space and their control
MODULE-6 : HYDROSTATIC TRANSMISSION SYSTEMS LECTURE-23: Basic concept of Hydro-Static Transmission (HST) Systems 1. INTRODUCTION The need for large power transmissions in tight space and their control
FLEXOWELL DELIVERING MAJOR USER BENEFITS... WITH OVER 60,000 INSTALLATIONS WORLD-WIDE
 DELIVERING MAJOR USER BENEFITS... FLEXOWELL The true world leader in flexible sidewall conveying technology, FLEXOWELL is a full-service supplier of conveyor belts and systems for higher productivity in
DELIVERING MAJOR USER BENEFITS... FLEXOWELL The true world leader in flexible sidewall conveying technology, FLEXOWELL is a full-service supplier of conveyor belts and systems for higher productivity in
Installation Tensioning Procedure
 Contents PARTICULARS Introduction PIX X treme HTD Belts Construction Features Designation Pitch range Length range Pulley Dimensions Length tolerances Width tolerances PIX X treme Classical Belts Construction
Contents PARTICULARS Introduction PIX X treme HTD Belts Construction Features Designation Pitch range Length range Pulley Dimensions Length tolerances Width tolerances PIX X treme Classical Belts Construction
Proven Performance Quality Product Flexibility in Design On-time Delivery
 Belt Cleaners Since 2007 TS Global has specialised in the manufacture of a comprehensive range of high quality conveyor accessories and polyurethane components. Our engineering and manufacturing expertise
Belt Cleaners Since 2007 TS Global has specialised in the manufacture of a comprehensive range of high quality conveyor accessories and polyurethane components. Our engineering and manufacturing expertise
1) Project Description: -
 Project Description: -") 1) Project Description: - Bulk material, will be transported to the Stockpile area by the clients conveyor system and then discharged direct to a stockpile with a height of up to typically 15.0 m. (Client
1) Project Description: - Bulk material, will be transported to the Stockpile area by the clients conveyor system and then discharged direct to a stockpile with a height of up to typically 15.0 m. (Client
Conveyor Structure. Turn Key Projects: Engineering, Manufacturing, Installation. Belt Drives & Terminal Groups
 Conveyor Structure Turn Key Projects: Engineering, Manufacturing, Installation Belt Drives & Terminal Groups TECHNICAL INFO PIONEER STYLE CATENARY STYLE IMPACT STRUCTURE RETRO-FIT TERMINAL GROUPS TURN
Conveyor Structure Turn Key Projects: Engineering, Manufacturing, Installation Belt Drives & Terminal Groups TECHNICAL INFO PIONEER STYLE CATENARY STYLE IMPACT STRUCTURE RETRO-FIT TERMINAL GROUPS TURN
Simple Gears and Transmission
 Simple Gears and Transmission Simple Gears and Transmission page: of 4 How can transmissions be designed so that they provide the force, speed and direction required and how efficient will the design be?
Simple Gears and Transmission Simple Gears and Transmission page: of 4 How can transmissions be designed so that they provide the force, speed and direction required and how efficient will the design be?
TABLE OF CONTENTS PART 7 - MACHINERY AND MACHINERY GUARDING
 TABLE OF CONTENTS PART 7 - MACHINERY AND MACHINERY GUARDING Page DEFINITIONS...7-1 SAFEGUARDS...7-1 GUARDING...7-2 PULLEYS, BELTS AND BELT-SHIFTERS...7-3 CONTROLS...7-3 FLYWHEELS...7-3 GRINDING WHEELS...7-3
TABLE OF CONTENTS PART 7 - MACHINERY AND MACHINERY GUARDING Page DEFINITIONS...7-1 SAFEGUARDS...7-1 GUARDING...7-2 PULLEYS, BELTS AND BELT-SHIFTERS...7-3 CONTROLS...7-3 FLYWHEELS...7-3 GRINDING WHEELS...7-3
Mechanical Equipment - Course 230.1
 Mechanical Equipment - Course 230.1 BELT DRIVES A conunon method of transmitting power is a combination of belts and pulleys, There are many types of belts and pulleys used for the transmission of power
Mechanical Equipment - Course 230.1 BELT DRIVES A conunon method of transmitting power is a combination of belts and pulleys, There are many types of belts and pulleys used for the transmission of power
Copyright Notice. Small Motor, Gearmotor and Control Handbook Copyright Bodine Electric Company. All rights reserved.
 Copyright Notice Small Motor, Gearmotor and Control Handbook Copyright 1993-2003 Bodine Electric Company. All rights reserved. Unauthorized duplication, distribution, or modification of this publication,
Copyright Notice Small Motor, Gearmotor and Control Handbook Copyright 1993-2003 Bodine Electric Company. All rights reserved. Unauthorized duplication, distribution, or modification of this publication,
Continuously Variable Transmission
 Continuously Variable Transmission TECHNICAL FIELD The present invention relates to a transmission, and more particularly, a continuously variable transmission capable of a continuous and constant variation
Continuously Variable Transmission TECHNICAL FIELD The present invention relates to a transmission, and more particularly, a continuously variable transmission capable of a continuous and constant variation
Effortless Water Lifting Bucket Elevator Biswa Bihari Rath 1, Nabnit Panigrahi 2
 Effortless Water Lifting Bucket Elevator Biswa Bihari Rath 1, Nabnit Panigrahi 2 1 Assistant Professor, Gandhi Institute For Technology, Bhubaneswar, Odisha India 2 Dean Research, Gandhi Institute For
Effortless Water Lifting Bucket Elevator Biswa Bihari Rath 1, Nabnit Panigrahi 2 1 Assistant Professor, Gandhi Institute For Technology, Bhubaneswar, Odisha India 2 Dean Research, Gandhi Institute For
11 Maintenance of Handrail Section
 11 Maintenance of Handrail Section V-Type Handrail Q 409 603 11 Maintenance of Handrail Section 11.1 V-Type Handrail Q 409 603 1 Description and Mode of Operation The handrail is provided with a multilayered,
11 Maintenance of Handrail Section V-Type Handrail Q 409 603 11 Maintenance of Handrail Section 11.1 V-Type Handrail Q 409 603 1 Description and Mode of Operation The handrail is provided with a multilayered,
DIAMOND ROLLER CHAIN. For Agricultural and Construction Equipment
 DIAMOND ROLLER CHAIN For Agricultural and Construction Equipment FABRICATION While roller chain would appear to be a simple product, the number of components in a ten foot section of 40 pitch chain totals
DIAMOND ROLLER CHAIN For Agricultural and Construction Equipment FABRICATION While roller chain would appear to be a simple product, the number of components in a ten foot section of 40 pitch chain totals
Specifications For MEYER UTG GEAR STAINLESS STEEL. General: Comply Exception
 MEYER UTG GEAR STAINLESS STEEL General: This under tailgate shall be of the bottom opening design. The entire unit shall rigidly mount to the side of the dump box with single pin quick detachable hardware.
MEYER UTG GEAR STAINLESS STEEL General: This under tailgate shall be of the bottom opening design. The entire unit shall rigidly mount to the side of the dump box with single pin quick detachable hardware.
Linear Shaft Motors in Parallel Applications
 Linear Shaft Motors in Parallel Applications Nippon Pulse s Linear Shaft Motor (LSM) has been successfully used in parallel motor applications. Parallel applications are ones in which there are two or
Linear Shaft Motors in Parallel Applications Nippon Pulse s Linear Shaft Motor (LSM) has been successfully used in parallel motor applications. Parallel applications are ones in which there are two or
Southeast Crush & Screen LLC # Fax #
 Southeast Crush & Screen LLC #615-289-9890 Fax # 931-540-0048 www.secrushandscreen.com Transportation Dimensions 14375 [47'-2"] 4140 [13'-7"] Feeding Height 3400 [11'-2"] Transport Height 3330 [10'-11"]
Southeast Crush & Screen LLC #615-289-9890 Fax # 931-540-0048 www.secrushandscreen.com Transportation Dimensions 14375 [47'-2"] 4140 [13'-7"] Feeding Height 3400 [11'-2"] Transport Height 3330 [10'-11"]
Trellex Pulley and Roller Lagging. Conveyor Components
 Trellex Pulley and Roller Lagging Conveyor Components www.metsominerals.com Trellex Traclag universal pulley lagging for use on a variety of pulleys Increased friction Reliable operation Running a conveyor
Trellex Pulley and Roller Lagging Conveyor Components www.metsominerals.com Trellex Traclag universal pulley lagging for use on a variety of pulleys Increased friction Reliable operation Running a conveyor
Debswana Best Practice Guideline. Belt Alignment Using Self Aligning Idlers
 Debswana Best Practice Guideline Mechanical: Belt Alignment Using Self Aligning Idlers ISSUE 0 21 February 2008 Page 1 of 7 CONTENTS PAGE 1 INTRODUCTION 3 2 SCOPE 3 3 REQUIREMENTS 3 APPENDIX A : RECORD
Debswana Best Practice Guideline Mechanical: Belt Alignment Using Self Aligning Idlers ISSUE 0 21 February 2008 Page 1 of 7 CONTENTS PAGE 1 INTRODUCTION 3 2 SCOPE 3 3 REQUIREMENTS 3 APPENDIX A : RECORD
REMAWELL. REMA TIP TOP Sidewall Conveyor Belts
 REMA TIP TOP Sidewall Conveyor Belts REMAWELL Industrie Chemische Beständigkeitsliste Chemical resistance chart Tableau de résistance chimique Tabla de resistencia quimica Industrie Service and maintenance
REMA TIP TOP Sidewall Conveyor Belts REMAWELL Industrie Chemische Beständigkeitsliste Chemical resistance chart Tableau de résistance chimique Tabla de resistencia quimica Industrie Service and maintenance
A GUIDE TO CLEAN AND EFFICIENT OPERATION COAL-STOKER-FIRED BOILERS
 A GUIDE TO CLEAN AND EFFICIENT OPERATION OF COAL-STOKER-FIRED BOILERS 2002 American Boiler Manufacturers Association 4001 North 9th Street, Suite 226 Arlington, VA 22203-1900 Copyright 2002 American Boiler
A GUIDE TO CLEAN AND EFFICIENT OPERATION OF COAL-STOKER-FIRED BOILERS 2002 American Boiler Manufacturers Association 4001 North 9th Street, Suite 226 Arlington, VA 22203-1900 Copyright 2002 American Boiler
LEXSTEEL FLEXSTEEL FLEX LFLEXSTE EEL FLEXSTEEL FLEXSTEE LEXSTEEL EELFLEXS STEELFLE
 LEXSTEEL LEXSTEEL FLEXSTEEL FLEX LFLEXSTE EEL FLEXSTEEL FLEXSTEE LEXSTEEL EELFLEXS LEXSTEEL FLEXSTEEL FLEX STEELFLE L E X EL L S E X F L E X S T E E L C O N V E Y O R B E L T BELT CONSTRUCTION Flexsteel
LEXSTEEL LEXSTEEL FLEXSTEEL FLEX LFLEXSTE EEL FLEXSTEEL FLEXSTEE LEXSTEEL EELFLEXS LEXSTEEL FLEXSTEEL FLEX STEELFLE L E X EL L S E X F L E X S T E E L C O N V E Y O R B E L T BELT CONSTRUCTION Flexsteel
White Paper. Phone: Fax: Advance Lifts, Inc. All rights reserved.
 White Paper TURNTABLE AppLicATioN GUidE This section covers the full range of turntables manufactured by Advance Lifts. The basic information necessary to select an appropriate turntable for an application
White Paper TURNTABLE AppLicATioN GUidE This section covers the full range of turntables manufactured by Advance Lifts. The basic information necessary to select an appropriate turntable for an application
Unit No.03 Front axle, Steering system, Rear axle, Wheel & Tyres
 Unit No.03 Front axle, Steering system, Rear axle, Wheel & Tyres Prepared by, Prof. Santosh Kailas Chandole ME (Design Engineering) BE (Automobile Engineering) Steering system STEERING REQUIREMNTS: It
Unit No.03 Front axle, Steering system, Rear axle, Wheel & Tyres Prepared by, Prof. Santosh Kailas Chandole ME (Design Engineering) BE (Automobile Engineering) Steering system STEERING REQUIREMNTS: It
Conveyor Solutions. Trellex FLEXOPIPE
 EN Trellex FLEXOPIPE 2 Trellex FLEXOPIPE flexible, unique, ecological! Conveyor belt systems of enclosed material transport are an excellent solution to various conveying problems. Metso is Europe s leading
EN Trellex FLEXOPIPE 2 Trellex FLEXOPIPE flexible, unique, ecological! Conveyor belt systems of enclosed material transport are an excellent solution to various conveying problems. Metso is Europe s leading
SECTION 1. Saunders HC4 Bio-Block Design
 SECTION 1 Saunders HC4 Bio-Block Design 1.1 Bio-Block Philosophy 1.2 Bio-Block Design Principles 1.3 Bio-Block Design Criteria 1.4 Glossary of terms 1.5 Virtual Reality Modelling Language (VRML) tool 1.6
SECTION 1 Saunders HC4 Bio-Block Design 1.1 Bio-Block Philosophy 1.2 Bio-Block Design Principles 1.3 Bio-Block Design Criteria 1.4 Glossary of terms 1.5 Virtual Reality Modelling Language (VRML) tool 1.6
Railway Technical Web Pages
 Railway Technical Web Pages Archive Page Vehicle Suspension Systems Introduction Almost all railway vehicles use bogies (trucks in US parlance) to carry and guide the body along the track. Bogie suspension
Railway Technical Web Pages Archive Page Vehicle Suspension Systems Introduction Almost all railway vehicles use bogies (trucks in US parlance) to carry and guide the body along the track. Bogie suspension
Introduction to TRAM TOTAL RESTRAINT ACCESS MODULE (TRAM) An innovative personal fall protection system
 An innovative personal fall protection system") Introduction to TRAM TOTAL RESTRAINT ACCESS MODULE (TRAM) An innovative personal fall protection system An ideal system of mobility and restraint is achieved through the movement of the TRAM, which provides
Introduction to TRAM TOTAL RESTRAINT ACCESS MODULE (TRAM) An innovative personal fall protection system An ideal system of mobility and restraint is achieved through the movement of the TRAM, which provides
RE / STAR Tolerance Rings STAR Ball Knobs, Knob and Lever Type Handles
 RE 2 970/.99 STAR Tolerance Rings STAR Ball Knobs, Knob and Lever Type Handles STAR Tolerance Rings Product Overview Tolerance rings are made of hard, embossed spring steel strip and belong to the class
RE 2 970/.99 STAR Tolerance Rings STAR Ball Knobs, Knob and Lever Type Handles STAR Tolerance Rings Product Overview Tolerance rings are made of hard, embossed spring steel strip and belong to the class
Zhejiang Double Arrow Rubber Co., Ltd.
 TROUBLE SHOOTING Troubles Causes Countermeasures Conveyor frame or Check the affected area and structure crooked. adjust the straightness and levelness. Idler stuck with materials. Remove accumulation,
TROUBLE SHOOTING Troubles Causes Countermeasures Conveyor frame or Check the affected area and structure crooked. adjust the straightness and levelness. Idler stuck with materials. Remove accumulation,
Development of Seamless Shift for Formula One Car
 Development of Seamless Shift for Formula One Car Takashi YOSHIOKA* Katsumi KUBO* Takeshi UCHIYAMA* Ryo MATSUI* ABSTRACT Honda focused on gearbox development during its third Formula One era. The reduction
Development of Seamless Shift for Formula One Car Takashi YOSHIOKA* Katsumi KUBO* Takeshi UCHIYAMA* Ryo MATSUI* ABSTRACT Honda focused on gearbox development during its third Formula One era. The reduction
Bearings. Rolling-contact Bearings
 Bearings A bearing is a mechanical element that limits relative motion to only the desired motion and at the same time it reduces the frictional resistance to the desired motion. Depending on the design
Bearings A bearing is a mechanical element that limits relative motion to only the desired motion and at the same time it reduces the frictional resistance to the desired motion. Depending on the design
OPERATOR MANUAL Combo Belt Conveyor
 1 OPERATOR MANUAL Combo Belt Conveyor Document No. 11-01, Rev., 0816 2 WARNINGS THIS CONVEYOR IS DESIGNED FOR A SPECIFIC APPLICATION. CHECK FRAME AND METAL BELT FOR DAMAGE DURING SHIPMENT. READ THE MANUAL
1 OPERATOR MANUAL Combo Belt Conveyor Document No. 11-01, Rev., 0816 2 WARNINGS THIS CONVEYOR IS DESIGNED FOR A SPECIFIC APPLICATION. CHECK FRAME AND METAL BELT FOR DAMAGE DURING SHIPMENT. READ THE MANUAL
GatesFacts Technical Information Library Gates Compass Power Transmission CD-ROM version 1.2 The Gates Rubber Company Denver, Colorado USA
 MAKING THE RIGHT SHAFT CONNECTIONS Daniel Schwartz & Gary Porter Power Transmission Design August, 1996 Securing a belt pulley to a drive shaft often seems like such a routine task, that engineers and
MAKING THE RIGHT SHAFT CONNECTIONS Daniel Schwartz & Gary Porter Power Transmission Design August, 1996 Securing a belt pulley to a drive shaft often seems like such a routine task, that engineers and
Introducing Galil's New H-Bot Firmware
 March-16 Introducing Galil's New H-Bot Firmware There are many applications that require movement in planar space, or movement along two perpendicular axes. This two dimensional system can be fitted with
March-16 Introducing Galil's New H-Bot Firmware There are many applications that require movement in planar space, or movement along two perpendicular axes. This two dimensional system can be fitted with
AGE 222. Introduction to Farm Machinery Dr. O. U. Dairo. Farm Machinery and Power
 AGE 222 Introduction to Farm Machinery Dr. O. U. Dairo Farm Machinery and Power Equipment in the farm are classified as farm power and farm machinery Power provides pull/force required tom operate implements
AGE 222 Introduction to Farm Machinery Dr. O. U. Dairo Farm Machinery and Power Equipment in the farm are classified as farm power and farm machinery Power provides pull/force required tom operate implements
Chapter 11 Rolling Contact Bearings
 Chapter 11 Rolling Contact Bearings 1 2 Chapter Outline Bearing Types Bearing Life Bearing Load Life at Rated Reliability Bearing Survival: Reliability versus Life Relating Load, Life, and Reliability
Chapter 11 Rolling Contact Bearings 1 2 Chapter Outline Bearing Types Bearing Life Bearing Load Life at Rated Reliability Bearing Survival: Reliability versus Life Relating Load, Life, and Reliability
BEARINGS The lower bearing assemble is constructed to allow continuous operation when fully submerged in wastewater.
 GENERAL SPECIFICATION INTENT The equipment to be supplied by manufacturer includes the screw pumps, support for the drive unit, profile plates, motors, gearboxes, couplings, guards, upper and lower bearing
GENERAL SPECIFICATION INTENT The equipment to be supplied by manufacturer includes the screw pumps, support for the drive unit, profile plates, motors, gearboxes, couplings, guards, upper and lower bearing
NEW. Cone Clamping Elements Trantorque Keyless Locking Devices for very small diameters from 3 mm. E03.050e
 Cone Clamping Elements Trantorque Keyless Locking Devices for very small diameters from 3 mm NEW E03.050e Backlash free positioning Excellent concentricity Quick mounting by central clamping nut Issue
Cone Clamping Elements Trantorque Keyless Locking Devices for very small diameters from 3 mm NEW E03.050e Backlash free positioning Excellent concentricity Quick mounting by central clamping nut Issue
Power Transfer Training Seminar
 Power Transfer Training Seminar Power Transmission Dayco Offers a Full Line of Power Transmission Belting. Product Constructions: Wrapped, Raw-Edge, Synchronous, Poly-Rib, Double Angle, Urethane, Specialty
Power Transfer Training Seminar Power Transmission Dayco Offers a Full Line of Power Transmission Belting. Product Constructions: Wrapped, Raw-Edge, Synchronous, Poly-Rib, Double Angle, Urethane, Specialty