Optimization of Toluene-Benzene Reactor
|
|
|
- Cleopatra Ray
- 5 years ago
- Views:
Transcription
1 Optimization of Toluene-Benzene Reactor Aaron Vigil & Eric Vasko 10/28/2013 1
2 Introduction The production of benzene is an important process for the petrochemical industry. This chemical process will use toluene and hydrogen at elevated temperatures to react and form benzene and methane. At high temperatures, there is a side reaction that is undesirable which takes benzene and forms diphenyl and hydrogen. These reactions can be observed below. Despite the low rate of formation of diphenyl, the undesired products play a significant role in the economics of the system. The goal of this project is to achieve a 99.97% molar purity of benzene in the product stream and to produce and sell enough of the product to make a reasonable profit. This process will use an adiabatic plug flow reactor (PFR) to create the conditions necessary for a successful reaction. The rate law for the expression is as follows: A list of conversions and selectivities were given in the problem statement ranging from 50% to 85% and 99% to 93% respectively. Using the base-case economics given the optimum conversion and corresponding selectivity were found to be 60% and 98.5% respectively. This what the basis for all further calculations and design work. Summary The final design of this process was much larger than the initial estimates called for. The added process equipment to the original design were a compressor, additional flash drum, and additional distillation column. The desired purity of benzene could not be achieved without the additional separation equipment. The first step in solving this problem was to do mass balances around the different components to get the necessary sizes and capacities. The table below shows the comparison of the hand calculations and ASPEN results. 2

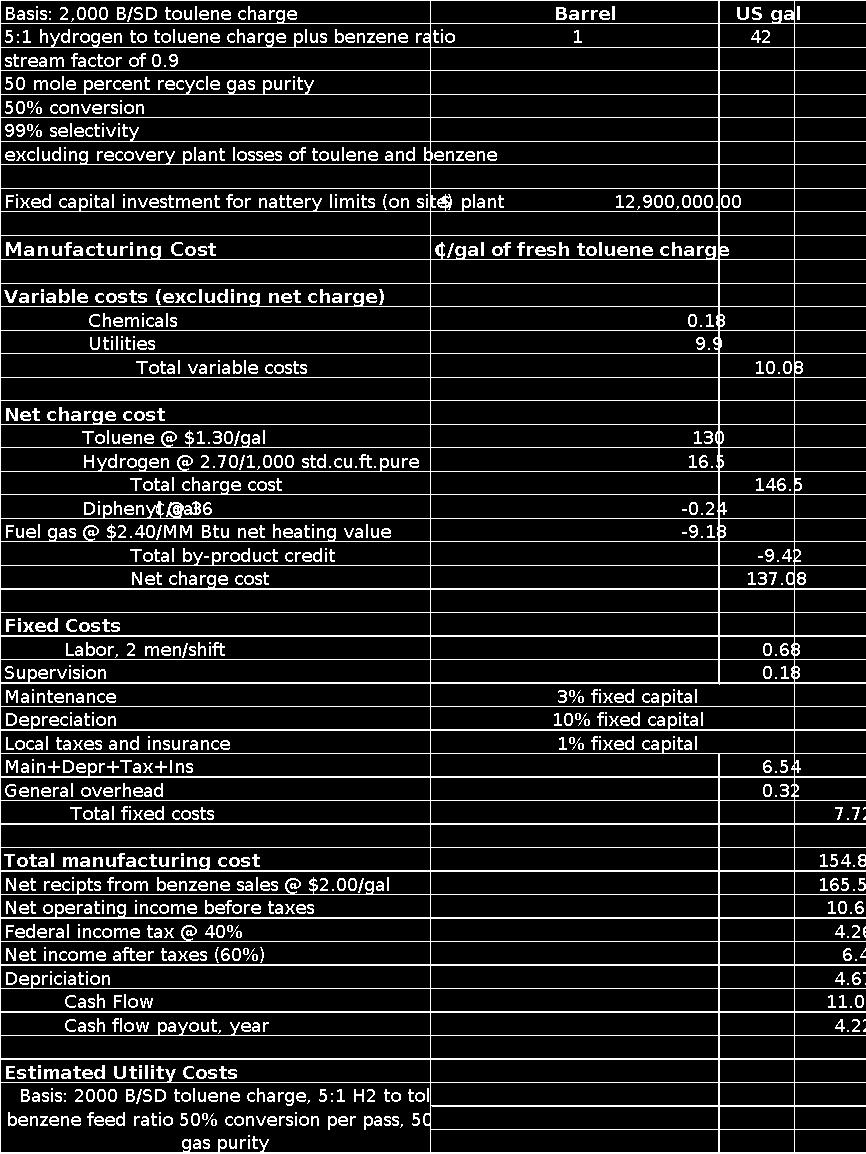
3 Table 1: Calculations for the capacities of the necessary equipment needed for the chemical process. These are the ASPEN results when the process was fully optimized and a product purity of 99.99% was achieved, exceeding the minim required for the process. Discussion Background The goal of this design was to create a viable and economic process plant for the hydrodealkylation of toluene to benzene. This is a highly valued process in today s modern chemical industry, and optimizing a process such as this can save and earn a company tens or hundreds of thousands of dollars. The base selling price for benzene range was given from $1.70 and $2.20 per gallon. We assumed that the PFR had a feed supply of 2,000 barrels per day of toluene and that there are 42 U.S. gallons in a barrel. Table A-1 located in the appendix section displays the preliminary economics for the initial process design. This table was used to create a base-case scenario so that the equipment could be properly sized and equipment cost determined. Optimization Once the base case had been modeled in Aspen, the process was optimized to obtain a pure product. The first task was to obtain a stronger separation of toluene and benzene. The initial design separated benzene from toluene in a distillation column at 450 psig. However, this leads to an azeotrope at higher temperatures as shown in Figure 1 below. This creates an undesirably high concentration of benzene in the bottoms and decreases product yield. Figure 2 shows that at lower pressures the separation is more favorable and no azeotrope is formed. This allows for a smaller distillation column and for a more complete separation of toluene and benzene. The cost of pressurizing the recycle stream is far outweighed by the savings in the column. Therefore, the distillation columns were operated at one atmosphere. 3
 or a loss of benzene in the methane waste stream.")

4 Figure 1: Txy for 450 psig Figure 2: Txy for 1 atm The next problem faced was the unfavorably high concentration of methane in the benzene product stream. Distillation of methane from benzene results in either an extreme cold temperature distillation (-200 C) or a loss of benzene in the methane waste stream. A second flash tank at one atmosphere was designed to further separate methane from the benzene stream. At this point a distillation column was used to finish the separation by producing a liquid benzene stream and a vapor methane stream. The reduced quantity of methane allowed the benzene vapor concentration to be large enough to raise the temperature without losing an appreciable amount of product. A final molar purity of 99.99% benzene was achieved. PFD & Description For the base case scenario shown in the process flow diagram below, Figure 3, the process equipment consisted of a fired heater, plug flow reactor (PFR), three heat exchangers, a flash drum, a recycle compressor, and two distillation columns. The fired heater was to run at 1150 F to prepare the feed streams for the upcoming reaction that takes place in the PFR. This was the only specification from the problem statement for this stage of the process. The next step in the design was to size the PFR. The PFR had design constraints which were that the maximum outlet of the reactor could not exceed 1300 F, there would be a 6 inch layer of insulation which would reduce the steel to 900 F, and the quench stream would reduce the effluent stream to 1150 F before it would enter the first heat exchanger. The heat exchangers were to be sized to fit the necessary flow and temperature to produce high pressure steam, low pressure steam, and hot water. The flash drum that needed to be installed had operating conditions of 100 F and 450 PSIG and the maximum vapor velocity was calculated using the equation: The installed distillation columns were said to run optimally at an R value of 1.3*R min, have a tray efficiency of 60%, contain at least a purity of 99.97% benzene and 0.03% toluene in the product stream, and a limit of 4% benzene in the recycle stream was allowable. For the initial hand calculations a perfect 4
5 separation was assumed. An isentropic compressor with 75% efficiency was used in any vapor compression. Equipment Design Figure 3: Original process flow diagram for the base-case scenario. Before an ASPEN simulation could be completed, hand calculations were required to provide an initial process flow diagram and estimate of stream values and equipment parameters. The equipment was sized in the order of how the process took place (i.e. starting with the fired heater and ending with the last distillation column). Table 2 shows the costs that were calculated using the sizes from the hand calculations. These calculations can be looked at more closely in the hand calculation portion of the appendix. 5

6 Table 2: This table shows the calculated costs for the base-case scenario. An issue for the equipment design was the first distillation column. The sheer size of the column was too large to calculate an actual cost. This column would never be feasible in a real life application. The reason the column was so large was the formation of an azeotrope at 450 psig. This problem was corrected by later lowering the pressure of the distillation column. For the modified equipment, the specifications can be seen in Appendix B. The hand calculations proved to be a good start for inputs required for the ASPEN simulation to run properly. The required heat duty for the fired heater came out to be E+7 BTU/hr. It sent the mixed stream out at 1150 F and psig. The PFR s limitation was that the outlet temperature could not exceed 1300 F in which case ASPEN calculated the outlet temperature and pressure to be F and psig respectively. Since this temperature did not exceed the limit the process was safe to continue forward. The first heat exchanger used high pressure water to cool the quenched stream down to F from F. The energy used to cool the stream produced high pressure steam to be used elsewhere in the process/plant. The second heat exchanger took the exiting stream from the first heat exchanger and cooled it to F. This exchanger was cooled by water and produced low pressure steam which may serve other purposes in the plant. The last heat exchanger cooled the outlet stream of the first heat exchanger down to 100 F which is optimal feed temperature for the flash drum. The first flash drum had two design constraints; the operating temperature and pressure were to be 100 F and 450psig respectively. The heat duty required for the flash separation was 20,942.4 BTU/hr. The size of this drum was calculated using the required heat duty and thickness of the unit. This flash drum produced a separation of a distillate and bottoms stream. The top stream was purged and split to be recycled back into the feed. The top compositions of the materials are as follows; benzene: 0.004, toluene: 8.54E-4, methanol: 0.431, hydrogen: and diphenyl: trace amount. The bottoms stream molar compositions are as follows; benzene: 0.576, toluene: 0.384, methanol: 0.033, hydrogen: trace 6
7 amount and diphenyl:.004. Distillation column 1 (B17 with reference to the modified PFD) was corrected and resized to have a 36 stages instead of the 108 initially calculated. The distillate rate was chosen to be kmol/hr, the reflux ratio to be 10, and the operating pressure to be 1 atmosphere. The column produced a distillate stream which had a benzene composition of This stream goes on to another flash drum and distillation column to achieve the final purity. The bottoms had a toluene composition of ; this stream would also be further distilled and recycled into the initial feed stream. The distillate stream, S1 (modified PFD), was fed into a second flash drum (flash drum 2). Flash drum 2 operated at 1 atmosphere and 86 F to produce a bottom-stream (S9) benzene composition of The distillate stream (S10) was purged off and harvested as fuel gas due to the high methane concentration. The benzene and toluene loss from this stream are minute in comparison with the bottoms stream. The bottoms stream (S9) was fed to a final distillation column where a purity of 99.99% was reached. This column (B4) operated with 3 stages, a distillate rate of 0.3 kmol/hr, and a reflux ratio of 2. This column would further separate the methanol and remaining hydrogen from the benzene. The benzene flow leaving this column was kmol/hr. The distillate stream was also used as fuel gas due to the high methane concentration. The bottoms stream of the first distillation column (B17) was further purified so that toluene could be recycled back into the toluene feed stream (Tol. Dist.). This column (B18) produced a toluene recycle stream that had a purity of and a flow of kmol/hr. This column was fairly small with 5 stages, a distillate rate of 60kmol/hr, and a reflux ratio of 0.3. This stream was fed into a compressor to turn the distillate vapor back into a liquid. The compressor (Toluene Comp.) took the recycle stream up to psig and F. This compressor had horsepower rating of hp ( kW). For a more detailed look of the equipment see Appendix B which has each individual stream table for the specified equipment. ASPEN Summary The reactor was modeled using RSTOIC because the conversion and selectivity were known for the process. Simple heat exchangers were used to model shell and tube heat exchangers with the given overall heat transfer coefficients. The flash tank was designed at the given parameters. The light stream separator was designed to purge 13.6% of the stream as determined by hand calculations. The remaining light recycle stream was split evenly to two compressors. The compressors were modeled as isentropic with an efficiency of 75%. The two compressed streams were combined and then mixed with the fresh hydrogen stream before entering the fired heater. The bottom stream from the flash tank was split to form the quench stream. The initial quench stream value, based on hand calculations, was optimized to produce a combined stream temperature of 1150 F by diverting 41.6 kmol/hr back into the system. The remaining stream was fed to the first distillation column. The initial design was based on a McCabe Thiele diagram for the separation of benzene from toluene. After the pressure was changed to one atmosphere a sensitivity analysis was 7
8 conducted to determine the ideal number of stages and feed locations. The distillate was fed to a flash tank operating at 86 F to remove a very pure methane stream while minimizing benzene yield loss. The remaining liquid stream was fed to a distillation column with three stages to finalize the separation of benzene and methane. The distillate stream was left as a vapor to reduce the heat duty of condensing the cold methane stream. The toluene stream from the first distillation column was fed to a third distillation column to remove the diphenyl. Only five stages were necessary to achieve the desired separation and the toluene distillate was left as a vapor to reduce heat duty. This toluene stream was compressed to 500 psia in another isentropic condenser at 75% efficiency before being mixed with the fresh toluene feed. This stream was fed to the fired heater and then the reactor. It should be noted that despite both streams entering the fired heater together the streams would be separate in reality to prevent the reaction from occurring outside the reactor. 8
9 Modified PFD Figure 4: Modified process flow diagram from ASPEN simulation. The modified process flow diagram did not change much with optimization but does have some significant differences when compared to the base-case process flow diagram. The modified PFD adds two compressors, a flash drum, and a distillation column. This equipment was all necessary in order to achieve the desired conversion. Comparison of ASPEN & Hand Calculations When looking at the difference between the hand calculations and ASPEN results, the biggest concern was the first distillation column. In the hand calculations the McCabe-Thiele plot proved that with the desired separation the minimum stages required were 108 (see Appendix D for the plots). This column was optimized in ASPEN and only required 36 stages. This significantly decreased the overall cost of the plant by cutting the column size down so greatly. Another difference between the hand calculation and ASPEN simulation was that the ASPEN simulation required a third distillation column, another flash drum, and 2 compressors. The two compressors were required to allow for regular maintenance without sacrificing production. The second flash drum removed most of the remaining methanol from the product stream. The third distillation column was also needed in order to achieve a high enough purity for the final product. 9
10 Safety Considerations The nature of this process poses several serious risks. All of the components are extremely flammable and form vapors at relatively low temperatures. Extreme caution would need to be taken to prevent leaks and sparks from occurring. All maintenance, especially hot work, would require extreme precaution. A robust fire suppression system could prevent small sparks or fires from developing into larger fires or even an explosion. The vapor leaving the flash tank is purged and contained as fuel. This process creates another potential point for leaks or explosions and should be designed with safety in mind. The plant operates at a very high pressure, over thirty atmospheres. This creates a risk for explosions and ruptures, especially in the reactor at high temperature. The reactor is insulated with refractory bricks and designed with a thick steel shell to prevent ruptures and explosion from occurring. The heat exchangers are designed with the high pressure stream tube-side. While high pressure steam is produced in one exchanger it poses a very low risk compared to the flammable gases produced by the reactor. The liquid leaving the flash tank is depressurized to one atmosphere. At this point it poses a much lower threat. However, the vapor leaving the flash tank is still at high pressure and is compressed to even higher pressures. The dual compressor design allows for regular maintenance on both compressors to prevent an equipment failure that could create hazardous conditions. Toluene and diphenyl are mildly toxic. Toluene vapors can cause serious health risks if inhaled in large quantities but do not pose a threat at minor levels. Benzene however, is a known carcinogen and long term exposure has been linked to leukemia. Therefore it is extremely important that the product packaging and shipping process eliminates any operator exposure. Conclusions The preliminary process design showed that the process operated under a small profit margin assuming complete separations. Rigorous Aspen analysis shows that the equipment cost required to achieve separation is greater than initial estimates, but the benzene yield was increased. With the new process the cash flow payback period is 2.32 years, as shown in appendix E. The additional separation of methane from benzene was the primary source of the additional costs. However, with the additional equipment additions the required separation was achieved. The plant shows strong profitability and is considered a strong investment. References [1] Peters, Max Stone., and Klaus D. Timmerhaus. Plant Design and Economics for Chemical Engineers. New York: McGraw-Hill, Print. [2] Seader, J. D., Ernest J. Henley, and D. K. Roper. Seperation Process Principles Chemical and Biochemical Operations. 3rd ed. N.p.: RDC, Print. [3] Green, Don W. Perry's Chemical Engineers' Handbook. New York: McGraw-Hill, Print. List of Assumptions 10
11 A perfect separation was assumed in the hand calculations for the distillation columns Cost of piping, valves, and pumps is negligible relative to major equipment Heat capacity of quench stream is negligible (hand calculations) Isothermal reactor for reactor sizing (hand calculations) Toluene and Hydrogen feed streams come in at the same conditions as the recycle streams. No frictional losses or pressure drop in the system except where specified. 11
12 Appendix Appendix A: Preliminary economics Table 1: Preliminary Economics 12
13 13


14 Stream Tables: Initial conditions Appendix B: PFD s with ASPEN calculations 14

15 Figure B1: Fired Heater 15

16 Figure B2: PFR 16

17 Figure B3: Heat Exchanger 1 17

18 Figure B4: Heat Exchanger 2 18

19 Figure B5: Heat Exchanger 3 19

20 Figure B6: Flash Drum 1 20

21 Figure B7: Flash Drum 2 21

22 Figure B8: Distillation Column 1(B17) 22

23 Figure B9: Distillation Column 2 23

24 Figure B10: Distillation Column 3 24

25 Figure B11: Centrifugal Pump 1 25

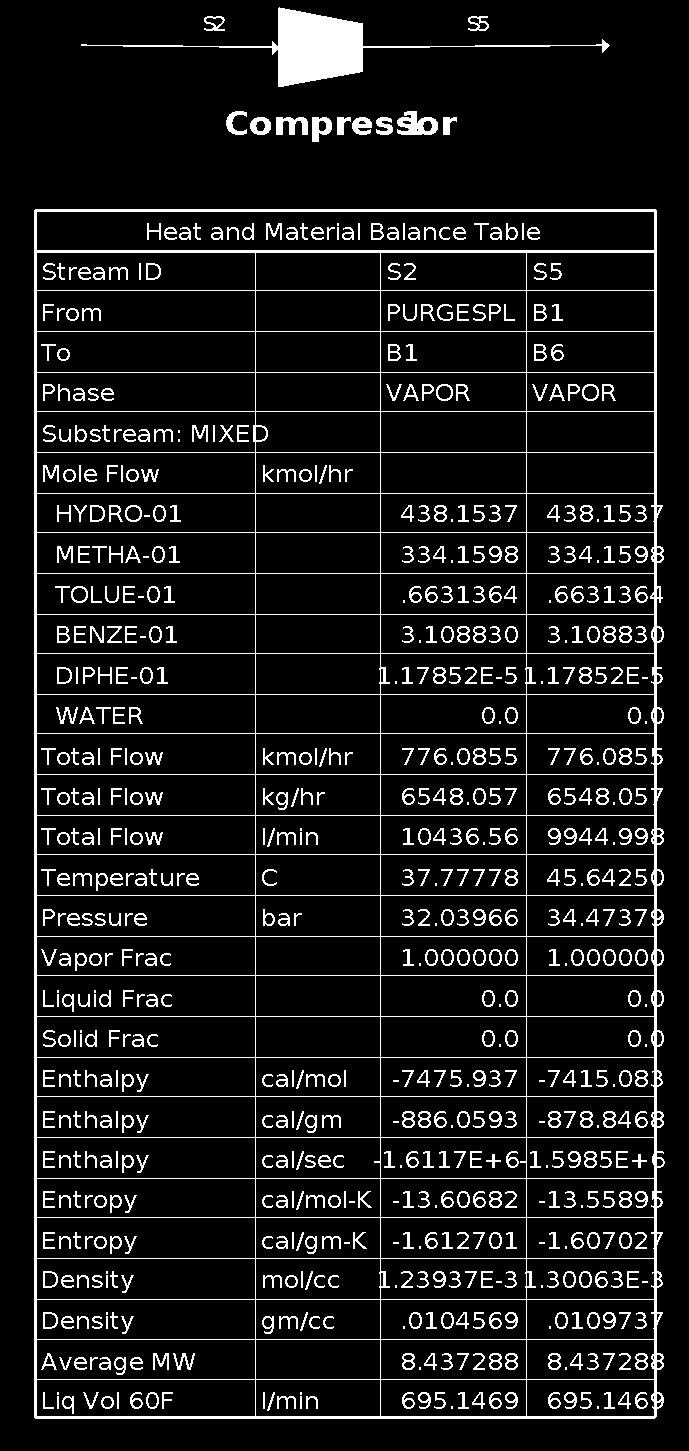
26 Figure B12: Compressor 1 26

27 Figure B13: Compressor 2 27

28 Figure B14: Toluene Recycle Compressor 28
29 Appendix C: Hand Calculations Flash Drum Tank Thickness - Distillation Column (Sieve Trays) - (Peters and Timmerhaus, Table 12-10) (Peters and Timmerhaus, pg 780) - (Seader, Henley, and Roper pg 227) Heat Exchanger Reactor - 29
30 Appendix D: McCabe-Thiele Plots 30
31 Appendix E: Economics of Final and Initial Design Table 2: Toluene Demethylation (Preliminary Economics) Given Calculated Item Unit $/unit /gal of fresh toluene charge Fixed Capital Investment $11,563,278 Manufacturing Cost N/A N/A N/A N/A Chemicals N/A N/A Utilies N/A N/A Total Variable Costs N/A N/A Toluene gal Hydrogen 1000std.cu.f t Total Charge Cost N/A N/A Diphenyl gal Fuel Gas MM Btu Total by-product credit N/A N/A Net Charge Cost N/A N/A Fixed Costs N/A N/A N/A N/A Labor, two men/shift N/A N/A 0.68 Supervision N/A N/A 0.18 Maintenance N/A N/A
32 Depreciation N/A N/A 3.77 Local taxes and insurance N/A N/A 0.38 Main+Depr+Tax+ins N/A N/A 5.28 General Overhead N/A N/A 0.32 Total fixed Costs N/A N/A 6.46 Total Manufacturing Cost N/A N/A Net Receipts from Benzene Sales gal Net Operating Income Before Taxes N/A N/A Federal Income 40% N/A N/A Net Income After Taxes N/A N/A Depreciation N/A N/A Cash Flow N/A N/A Cash Flow Payout, year
33 Table 3: Toluene Demethylation (Final Economics) Given Calculated Item Unit $/unit /gal of fresh toluene charge Fixed Capital Investment $10,757,311 Manufacturing Cost N/A N/A N/A N/A Chemicals N/A N/A Utilies N/A N/A Total Variable Costs N/A N/A Toluene gal Hydrogen 1000std.cu.ft Total Charge Cost N/A N/A Diphenyl gal Fuel Gas MM Btu Total by-product credit N/A N/A Net Charge Cost N/A N/A Fixed Costs N/A N/A N/A N/A Labor, two men/shift N/A N/A 0.68 Supervision N/A N/A 0.18 Maintenance N/A N/A 1.05 Depreciation N/A N/A 3.51 Local taxes and insurance N/A N/A

34 Main+Depr+Tax+ins N/A N/A 4.91 General Overhead N/A N/A 0.32 Total fixed Costs N/A N/A 6.09 Total Manufacturing Cost N/A N/A Net Receipts from Benzene Sales gal Net Operating Income Before Taxes N/A N/A Federal Income 40% N/A N/A Net Income After Taxes N/A N/A Depreciation N/A N/A Cash Flow N/A N/A Cash Flow Payout, year Figure E3: Cash flow pay back versus conversion for the process Table E1: Final Stream table from Aspen 34
35 35
Production of Dimethyl Ether
 Production of Dimethyl Ether Background A feasibility study on the production of 99.5 wt% dimethyl ether (DME) is to be performed. The plant is capable of producing 50,000 metric tons of DME per year via
Production of Dimethyl Ether Background A feasibility study on the production of 99.5 wt% dimethyl ether (DME) is to be performed. The plant is capable of producing 50,000 metric tons of DME per year via
Key-words: Plant-wide Control, Valve Positioning Control, Through-put Maximization
 Valve Positioning Control for Process Through-put Maximization Sanjay K Jha and Nitin Kaistha * Department of Chemical Engineering Indian Institute of Technology, Kanpur 208016 (INDIA) Abstract The application
Valve Positioning Control for Process Through-put Maximization Sanjay K Jha and Nitin Kaistha * Department of Chemical Engineering Indian Institute of Technology, Kanpur 208016 (INDIA) Abstract The application
Methanol distribution in amine systems and its impact on plant performance Abstract: Methanol in gas treating Methanol impact on downstream units
 Abstract: Presented at the AIChE Spring 2015 meeting in Austin, TX, USA Methanol distribution in amine systems and its impact on plant performance Anand Govindarajan*, Nathan A. Hatcher, and Ralph H. Weiland
Abstract: Presented at the AIChE Spring 2015 meeting in Austin, TX, USA Methanol distribution in amine systems and its impact on plant performance Anand Govindarajan*, Nathan A. Hatcher, and Ralph H. Weiland
COMPARISON OF TOTAL ENERGY CONSUMPTION NECESSARY FOR SUBCRITICAL AND SUBCRITICAL SYNTHESIS OF BIODIESEL. S. Glisic 1, 2*, D.
 COMPARISON OF TOTAL ENERGY CONSUMPTION NECESSARY FOR SUBCRITICAL AND SUBCRITICAL SYNTHESIS OF BIODIESEL S. Glisic 1, 2*, D. Skala 1, 2 1 Faculty of Technology and Metallurgy, University of Belgrade, Karnegijeva
COMPARISON OF TOTAL ENERGY CONSUMPTION NECESSARY FOR SUBCRITICAL AND SUBCRITICAL SYNTHESIS OF BIODIESEL S. Glisic 1, 2*, D. Skala 1, 2 1 Faculty of Technology and Metallurgy, University of Belgrade, Karnegijeva
PEP Review HIGH-PURITY ISOBUTYLENE PRODUCTION BY MTBE CRACKING By Sumod Kalakkunnath (December 2012)
") PEP Review 2012-06 HIGH-PURITY ISOBUTYLENE PRODUCTION BY MTBE CRACKING By Sumod Kalakkunnath (December 2012) ABSTRACT This Review presents a technoeconomic evaluation of an isobutylene from methyl tertiary
PEP Review 2012-06 HIGH-PURITY ISOBUTYLENE PRODUCTION BY MTBE CRACKING By Sumod Kalakkunnath (December 2012) ABSTRACT This Review presents a technoeconomic evaluation of an isobutylene from methyl tertiary
Small GTL A New Midstream Opportunity
 Small GTL A New Midstream Opportunity March 4, 2014 Mark Agee VP Business Development Some Definitions: In this presentation, GTL (Gas-To-Liquids) refers to the conversion of natural gas into hydrocarbon
Small GTL A New Midstream Opportunity March 4, 2014 Mark Agee VP Business Development Some Definitions: In this presentation, GTL (Gas-To-Liquids) refers to the conversion of natural gas into hydrocarbon
CHALLENGES IN DESIGNING SYNTHESIS CONVERTERS FOR VERY LARGE METHANOL PRODUCTION CAPACITY
 CHALLENGES IN DESIGNING SYNTHESIS CONVERTERS FOR VERY LARGE METHANOL PRODUCTION CAPACITY By E. Filippi METHANOL CASALE S.A., Lugano, Switzerland presented at the 5th Iran Petrochemical Forum Tehran, Iran
CHALLENGES IN DESIGNING SYNTHESIS CONVERTERS FOR VERY LARGE METHANOL PRODUCTION CAPACITY By E. Filippi METHANOL CASALE S.A., Lugano, Switzerland presented at the 5th Iran Petrochemical Forum Tehran, Iran
Dimethyl Ether Production Material Balances
 Dimethyl Ether Production Material Balances Dimethyl ether (DME) is used primarily as a propellant. It is miscible with most organic solvents and has high solubility with water. Recently, the use of DME
Dimethyl Ether Production Material Balances Dimethyl ether (DME) is used primarily as a propellant. It is miscible with most organic solvents and has high solubility with water. Recently, the use of DME
Methanol Casale's Presence in Russia: 13 years of Successes in the Methanol Industry
 Methanol Casale's Presence in Russia: 13 years of Successes in the Methanol Industry By M. Badano METHANOL CASALE S.A. Lugano, Switzerland For presentation at the METHANOL CONFERENCE 2007 Shokino, Tula
Methanol Casale's Presence in Russia: 13 years of Successes in the Methanol Industry By M. Badano METHANOL CASALE S.A. Lugano, Switzerland For presentation at the METHANOL CONFERENCE 2007 Shokino, Tula
Dr. Jim Henry, P.E. Professor of Engineering University of Tennessee at Chattanooga 615 McCallie Avenue Chattanooga, TN Dr.
 Aubrey Gunter Green Team - Distillation College of Engineering and Computer Science University of Tennessee at Chattanooga 615 McCallie Avenue Chattanooga, TN 37421 To: Dr. Jim Henry, P.E. Professor of
Aubrey Gunter Green Team - Distillation College of Engineering and Computer Science University of Tennessee at Chattanooga 615 McCallie Avenue Chattanooga, TN 37421 To: Dr. Jim Henry, P.E. Professor of
Atmospheric Crude Tower with Aspen HYSYS V8.0
 Atmospheric Crude Tower with Aspen HYSYS V8.0 1. Lesson Objectives Assign petroleum assay to stream Configure column pre-heater Configure crude tower 2. Prerequisites Aspen HYSYS V8.0 Introduction to distillation
Atmospheric Crude Tower with Aspen HYSYS V8.0 1. Lesson Objectives Assign petroleum assay to stream Configure column pre-heater Configure crude tower 2. Prerequisites Aspen HYSYS V8.0 Introduction to distillation
Operational Model for C3 Feedstock Optimization on a Polypropylene Production Facility
 Operational Model for C3 Feedstock Optimization on a Polypropylene Production Facility Pablo A. Marchetti, Ignacio E. Grossmann Department of Chemical Engineering Carnegie Mellon University marchet@andrew.cmu.edu
Operational Model for C3 Feedstock Optimization on a Polypropylene Production Facility Pablo A. Marchetti, Ignacio E. Grossmann Department of Chemical Engineering Carnegie Mellon University marchet@andrew.cmu.edu
GTC TECHNOLOGY WHITE PAPER
 GTC TECHNOLOGY WHITE PAPER Refining/Petrochemical Integration FCC Gasoline to Petrochemicals Refining/Petrochemical Integration - FCC Gasoline to Petrochemicals Introduction The global trend in motor fuel
GTC TECHNOLOGY WHITE PAPER Refining/Petrochemical Integration FCC Gasoline to Petrochemicals Refining/Petrochemical Integration - FCC Gasoline to Petrochemicals Introduction The global trend in motor fuel
Catalytic Reforming for Aromatics Production. Topsoe Catalysis Forum Munkerupgaard, Denmark August 27 28, 2015 Greg Marshall GAM Engineering LLC 1
 Catalytic Reforming for Aromatics Production Topsoe Catalysis Forum Munkerupgaard, Denmark August 27 28, 2015 Greg Marshall GAM Engineering LLC GAM Engineering LLC 1 REFINERY CONFIURATION LPG NAPHTHA HYDROTREATING
Catalytic Reforming for Aromatics Production Topsoe Catalysis Forum Munkerupgaard, Denmark August 27 28, 2015 Greg Marshall GAM Engineering LLC GAM Engineering LLC 1 REFINERY CONFIURATION LPG NAPHTHA HYDROTREATING
BTX Extractive Distillation Capacity Increased by Enhanced Packing Distributors
 BTX Extractive Distillation Capacity Increased by Enhanced Packing Distributors Karl Kolmetz kkolmetz@yahoo.com Jeff Gray jeffngray@hotmail.com Mel Chua Sulzer Chemtech Raghu Desai Sulzer Chemtech AIChE
BTX Extractive Distillation Capacity Increased by Enhanced Packing Distributors Karl Kolmetz kkolmetz@yahoo.com Jeff Gray jeffngray@hotmail.com Mel Chua Sulzer Chemtech Raghu Desai Sulzer Chemtech AIChE
PROCESS ECONOMICS PROGRAM
 PROCESS ECONOMICS PROGRAM Abstract Process Economics Program Report No. 29C SRI INTERNATIONAL Menlo Park, California 94025 ETHYLENE PLANT CONVERSION (July 1985) This report deals with the technology and
PROCESS ECONOMICS PROGRAM Abstract Process Economics Program Report No. 29C SRI INTERNATIONAL Menlo Park, California 94025 ETHYLENE PLANT CONVERSION (July 1985) This report deals with the technology and
PEP Review HIGH-PURITY ISOBUTYLENE FROM T-BUTANOL BY LYONDELLBASELL PROCESS By Sumod Kalakkunnath (February 2013)
") PEP Review 2013-06 HIGH-PURITY ISOBUTYLENE FROM T-BUTANOL BY LYONDELLBASELL PROCESS By Sumod Kalakkunnath (February 2013) ABSTRACT This Review presents a technoeconomic evaluation of an isobutylene from
PEP Review 2013-06 HIGH-PURITY ISOBUTYLENE FROM T-BUTANOL BY LYONDELLBASELL PROCESS By Sumod Kalakkunnath (February 2013) ABSTRACT This Review presents a technoeconomic evaluation of an isobutylene from
Refining/Petrochemical Integration-A New Paradigm
 Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Stephen Stanley Jose de Barros Fred Gardner Lummus Technology 1 st Indian Oil Petrochemical Conclave March 16, 2012 New Delhi
 Increasing Petrochemicals Project Earnings by Upgrading Steam Cracker C4s and C5s Stephen Stanley Jose de Barros Fred Gardner Lummus Technology 1 st Indian Oil Petrochemical Conclave March 16, 2012 New
Increasing Petrochemicals Project Earnings by Upgrading Steam Cracker C4s and C5s Stephen Stanley Jose de Barros Fred Gardner Lummus Technology 1 st Indian Oil Petrochemical Conclave March 16, 2012 New
CONTENTS 1 INTRODUCTION SUMMARY 2-1 TECHNICAL ASPECTS 2-1 ECONOMIC ASPECTS 2-2
 CONTENTS GLOSSARY xxiii 1 INTRODUCTION 1-1 2 SUMMARY 2-1 TECHNICAL ASPECTS 2-1 ECONOMIC ASPECTS 2-2 3 INDUSTRY STATUS 3-1 TRENDS IN TRANSPORTATION FUEL DEMAND 3-3 TRENDS IN ENVIRONMENTAL REGULATION 3-3
CONTENTS GLOSSARY xxiii 1 INTRODUCTION 1-1 2 SUMMARY 2-1 TECHNICAL ASPECTS 2-1 ECONOMIC ASPECTS 2-2 3 INDUSTRY STATUS 3-1 TRENDS IN TRANSPORTATION FUEL DEMAND 3-3 TRENDS IN ENVIRONMENTAL REGULATION 3-3
Evaluation of phase separator number in hydrodesulfurization (HDS) unit
 unit") IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Evaluation of phase separator number in hydrodesulfurization (HDS) unit To cite this article: A D Jayanti and A Indarto 2016 IOP
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Evaluation of phase separator number in hydrodesulfurization (HDS) unit To cite this article: A D Jayanti and A Indarto 2016 IOP
Increased recovery of straight-run
 Maximising diesel recovery from crude The CDU/DU process flow scheme is reviewed, including equipment design and operating fundamentals used to maximise straight-run diesel recovery. Factors important
Maximising diesel recovery from crude The CDU/DU process flow scheme is reviewed, including equipment design and operating fundamentals used to maximise straight-run diesel recovery. Factors important
Abstract Process Economics Program Report 43D MEGA METHANOL PLANTS (December 2003)
") Abstract Process Economics Program Report 43D MEGA METHANOL PLANTS (December 2003) World scale, grass roots methanol plants currently have production capacities as high as 3,000 metric tons per day. A
Abstract Process Economics Program Report 43D MEGA METHANOL PLANTS (December 2003) World scale, grass roots methanol plants currently have production capacities as high as 3,000 metric tons per day. A
Refining/Petrochemical Integration-A New Paradigm Joseph C. Gentry, Director - Global Licensing Engineered to Innovate
 Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Optimal Model-Based Production Planning for Refinery Operation
 Optimal Model-Based Production Planning for Refinery Operation Abdulrahman Alattas Advisor: Ignacio Grossmann Chemical Engineering Department Carnegie Mellon University EWO Meeting September 2008 1 Outline
Optimal Model-Based Production Planning for Refinery Operation Abdulrahman Alattas Advisor: Ignacio Grossmann Chemical Engineering Department Carnegie Mellon University EWO Meeting September 2008 1 Outline
As the global energy sector
 Improved distillation efficiency Dividing wall technology applied to a xylenes separation project delivered superior energy efficiency compared to a two- arrangement MANISH BHARGAVA, ROOMI KALITA and JOSEPH
Improved distillation efficiency Dividing wall technology applied to a xylenes separation project delivered superior energy efficiency compared to a two- arrangement MANISH BHARGAVA, ROOMI KALITA and JOSEPH
Acrolein from propylene and oxygen from air [ ]
![Acrolein from propylene and oxygen from air [ ]](/thumbs/87/96044310.jpg "Acrolein from propylene and oxygen from air [ ]") Acrolein from propylene and oxygen from air [107-02-8] CONTENTS OF FACTORY GATE TO FACTORY GATE LIFE CYCLE INVENTORY SUMMARY Chemistry... 2 Process Summary... 3 Summary of LCI Information... 5 Process
Acrolein from propylene and oxygen from air [107-02-8] CONTENTS OF FACTORY GATE TO FACTORY GATE LIFE CYCLE INVENTORY SUMMARY Chemistry... 2 Process Summary... 3 Summary of LCI Information... 5 Process
Crude Distillation Chapter 4
 Crude Distillation Chapter 4 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization
Crude Distillation Chapter 4 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization
ETHYLENE-PROPYLENE PROCESS ECONOMICS PROGRAM. Report No. 29A. Supplement A. by SHIGEYOSHI TAKAOKA With contributions by KIICHIRO OHYA.
 Report No. 29A ETHYLENE-PROPYLENE Supplement A by SHIGEYOSHI TAKAOKA With contributions by KIICHIRO OHYA March 1971 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I I MENLO
Report No. 29A ETHYLENE-PROPYLENE Supplement A by SHIGEYOSHI TAKAOKA With contributions by KIICHIRO OHYA March 1971 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I I MENLO
When should an Electric Adjustable Speed Drive be used instead of a Gas or Steam Turbine? Paul Blaiklock, Manish Verma, Stephan Bondy
 When should an Electric Adjustable Speed Drive be used instead of a Gas or Steam Turbine? Paul Blaiklock, Manish Verma, Stephan Bondy TMEIC Corporation Roanoke, VA, and Houston, TX 2/8/2013 When should
When should an Electric Adjustable Speed Drive be used instead of a Gas or Steam Turbine? Paul Blaiklock, Manish Verma, Stephan Bondy TMEIC Corporation Roanoke, VA, and Houston, TX 2/8/2013 When should
Sensitivity analysis and determination of optimum temperature of furnace for commercial visbreaking unit
 ISSN : 0974-7443 Sensitivity analysis and determination of optimum temperature of furnace for commercial visbreaking unit S.Reza Seif Mohaddecy*, Sepehr Sadighi Catalytic Reaction Engineering Department,
ISSN : 0974-7443 Sensitivity analysis and determination of optimum temperature of furnace for commercial visbreaking unit S.Reza Seif Mohaddecy*, Sepehr Sadighi Catalytic Reaction Engineering Department,
Synthesis of Optimal Batch Distillation Sequences
 Presented at the World Batch Forum North American Conference Woodcliff Lake, NJ April 7-10, 2002 107 S. Southgate Drive Chandler, Arizona 85226-3222 480-893-8803 Fax 480-893-7775 E-mail: info@wbf.org www.wbf.org
Presented at the World Batch Forum North American Conference Woodcliff Lake, NJ April 7-10, 2002 107 S. Southgate Drive Chandler, Arizona 85226-3222 480-893-8803 Fax 480-893-7775 E-mail: info@wbf.org www.wbf.org
Optimal Model-Based Production Planning for Refinery Operation
 Optimal Model-Based Production Planning for Refinery Operation Abdulrahman Alattas Advisor: Ignacio Grossmann Chemical Engineering Department Carnegie Mellon University EWO Meeting March 2009 1 Outline
Optimal Model-Based Production Planning for Refinery Operation Abdulrahman Alattas Advisor: Ignacio Grossmann Chemical Engineering Department Carnegie Mellon University EWO Meeting March 2009 1 Outline
Unit 7. Vaccum Distillation of Crude
 Unit 7. Vaccum Distillation of Crude Assistant teacher Belinskaya Nataliya Segeevna 2015 Introduction To extract more distillates from the atmospheric residue, the bottom from the atmospheric crude distillation
Unit 7. Vaccum Distillation of Crude Assistant teacher Belinskaya Nataliya Segeevna 2015 Introduction To extract more distillates from the atmospheric residue, the bottom from the atmospheric crude distillation
IHS CHEMICAL PEP Report 29J. Steam Cracking of Crude Oil. Steam Cracking of Crude Oil. PEP Report 29J. Gajendra Khare Principal Analyst
 ` IHS CHEMICAL PEP Report 29J Steam Cracking of Crude Oil December 2015 ihs.com PEP Report 29J Steam Cracking of Crude Oil Gajendra Khare Principal Analyst Michael Arné Sr. Principal Analyst PEP Report
` IHS CHEMICAL PEP Report 29J Steam Cracking of Crude Oil December 2015 ihs.com PEP Report 29J Steam Cracking of Crude Oil Gajendra Khare Principal Analyst Michael Arné Sr. Principal Analyst PEP Report
2013 THERMAL ENGINEERING-I
 SET - 1 II B. Tech II Semester, Regular Examinations, April/May 2013 THERMAL ENGINEERING-I (Com. to ME, AME) Time: 3 hours Max. Marks: 75 Answer any FIVE Questions All Questions carry Equal Marks ~~~~~~~~~~~~~~~~~~~~~~~~
SET - 1 II B. Tech II Semester, Regular Examinations, April/May 2013 THERMAL ENGINEERING-I (Com. to ME, AME) Time: 3 hours Max. Marks: 75 Answer any FIVE Questions All Questions carry Equal Marks ~~~~~~~~~~~~~~~~~~~~~~~~
On-Line Process Analyzers: Potential Uses and Applications
 On-Line Process Analyzers: Potential Uses and Applications INTRODUCTION The purpose of this report is to provide ideas for application of Precision Scientific process analyzers in petroleum refineries.
On-Line Process Analyzers: Potential Uses and Applications INTRODUCTION The purpose of this report is to provide ideas for application of Precision Scientific process analyzers in petroleum refineries.
Cordova Psychrophiles Bio-Digester. Benefit-Cost and Sensitivity Analysis
 Cordova Psychrophiles Bio-Digester Benefit-Cost and Sensitivity Analysis December 2012 Prepared by: Sohrab Pathan, Alejandra Villalobos Meléndez and Ginny Fay Institute of Social and Economic Research
Cordova Psychrophiles Bio-Digester Benefit-Cost and Sensitivity Analysis December 2012 Prepared by: Sohrab Pathan, Alejandra Villalobos Meléndez and Ginny Fay Institute of Social and Economic Research
Energy costs are the largest
 Improving the distillation energy network Energy-efficient design applied to the refit of a distillation unit was achieved through optimisation between the distillation column and heat network system SOUN
Improving the distillation energy network Energy-efficient design applied to the refit of a distillation unit was achieved through optimisation between the distillation column and heat network system SOUN
Value Maximisation solutions for distilleries -Combiferm & Evaporative Distillation Technologies. Praj Industries Ltd
 Value Maximisation solutions for distilleries -Combiferm & Evaporative Distillation Technologies Fermentation Yeast Fermentation Mode of Operation Feedstock Composition 2 Understanding Microbiology-Yeast
Value Maximisation solutions for distilleries -Combiferm & Evaporative Distillation Technologies Fermentation Yeast Fermentation Mode of Operation Feedstock Composition 2 Understanding Microbiology-Yeast
Process Instrumentation ERT 213 Process Flow Diagram (PFD)
") Process Instrumentation ERT 213 Process Flow Diagram (PFD) Miss Hanna Ilyani Zulhaimi Outline Process diagram/flowsheeting Block Flow Diagram Process Flow Diagram Introduction to Microsoft Visio Learning
Process Instrumentation ERT 213 Process Flow Diagram (PFD) Miss Hanna Ilyani Zulhaimi Outline Process diagram/flowsheeting Block Flow Diagram Process Flow Diagram Introduction to Microsoft Visio Learning
clean Efforts to minimise air pollution have already led to significant reduction of sulfur in motor fuels in the US, Canada, Keeping it
 Maurice Korpelshoek, CDTECH, The Netherlands, and Kerry Rock and Rajesh Samarth, CDTECH, USA, discuss sulfur reduction in FCC gasoline without octane loss. Keeping it clean without affecting quality Efforts
Maurice Korpelshoek, CDTECH, The Netherlands, and Kerry Rock and Rajesh Samarth, CDTECH, USA, discuss sulfur reduction in FCC gasoline without octane loss. Keeping it clean without affecting quality Efforts
Meeting product specifications
 Optimisation of a diesel hydrotreating unit A model based on operating data is used to meet sulphur product specifications at lower DHT reactor temperatures with longer catalyst life Jose Bird Valero Energy
Optimisation of a diesel hydrotreating unit A model based on operating data is used to meet sulphur product specifications at lower DHT reactor temperatures with longer catalyst life Jose Bird Valero Energy
Selection of Column Internals - Coker Unit
 Moving Ahead Selection of Column Internals - Coker Unit Sulzer Chemtech August 4, 2009 Presenter: Nina Prohorenko-Johnson Coker Main Fractionator Quench Feed: Bottom of Barrel GAS LPG GASOLINE COKE DRUMS
Moving Ahead Selection of Column Internals - Coker Unit Sulzer Chemtech August 4, 2009 Presenter: Nina Prohorenko-Johnson Coker Main Fractionator Quench Feed: Bottom of Barrel GAS LPG GASOLINE COKE DRUMS
Abstract Process Economics Program Report No. 203 ALKANE DEHYDROGENATION AND AROMATIZATION (September 1992)
") Abstract Process Economics Program Report No. 203 ALKANE DEHYDROGENATION AND AROMATIZATION (September 1992) Propylene, isobutene, and BTX (benzene, toluene, and xylenes) have traditionally been recovered
Abstract Process Economics Program Report No. 203 ALKANE DEHYDROGENATION AND AROMATIZATION (September 1992) Propylene, isobutene, and BTX (benzene, toluene, and xylenes) have traditionally been recovered
Process description Johnson Matthey s DAVY methanation system comprises a series of reaction vessels charged with our CRG catalysts.
 Flowsheet: Methanation Process description Johnson Matthey s DAVY methanation system comprises a series of reaction vessels charged with our CRG catalysts. The process is split between two stages: bulk
Flowsheet: Methanation Process description Johnson Matthey s DAVY methanation system comprises a series of reaction vessels charged with our CRG catalysts. The process is split between two stages: bulk
1. INTRODUCTION 3 2. COST COMPONENTS 17
 CONTENTS - i TABLE OF CONTENTS PART I BACKGROUND 1. INTRODUCTION 3 1.1. JUSTIFICATION OF MACHINERY 4 1.2. MANAGERIAL APPROACH 5 1.3. MACHINERY MANAGEMENT 5 1.4. THE MECHANICAL SIDE 6 1.5. AN ECONOMICAL
CONTENTS - i TABLE OF CONTENTS PART I BACKGROUND 1. INTRODUCTION 3 1.1. JUSTIFICATION OF MACHINERY 4 1.2. MANAGERIAL APPROACH 5 1.3. MACHINERY MANAGEMENT 5 1.4. THE MECHANICAL SIDE 6 1.5. AN ECONOMICAL
OPTIMAL BATCH DISTILLATION SEQUENCES USING ASPEN PLUS
 OPTIMAL BATCH DISTILLATION SEQUENCES USING ASPEN PLUS Bradley H. Cook, Matthew J. Engel, and Anthony J. Zehnder Air Products and Chemicals, Inc. 7201 Hamilton Blvd. Allentown, PA 18195-1501 Craig S. Landis
OPTIMAL BATCH DISTILLATION SEQUENCES USING ASPEN PLUS Bradley H. Cook, Matthew J. Engel, and Anthony J. Zehnder Air Products and Chemicals, Inc. 7201 Hamilton Blvd. Allentown, PA 18195-1501 Craig S. Landis
Acomprehensive analysis was necessary to
 10 ppm Sulfur Gasoline Opportunity Analysis Delphine Largeteau Senior Technologist - Mktg. Associate Jay Ross Senior Technology and Mktg. Manager Larry Wisdom Marketing Executive Acomprehensive analysis
10 ppm Sulfur Gasoline Opportunity Analysis Delphine Largeteau Senior Technologist - Mktg. Associate Jay Ross Senior Technology and Mktg. Manager Larry Wisdom Marketing Executive Acomprehensive analysis
Optimal Model-Based Production Planning for Refinery Operation
 Optimal Model-Based Production Planning for Refinery Operation Abdulrahman Alattas Ignacio Grossmann Chemical Engineering Department Carnegie Mellon University EWO Meeting March 2008 1 Introduction Refinery
Optimal Model-Based Production Planning for Refinery Operation Abdulrahman Alattas Ignacio Grossmann Chemical Engineering Department Carnegie Mellon University EWO Meeting March 2008 1 Introduction Refinery
ADVANCED DISTILLATION
 ADVANCED DISTILLATION Dividing Wall Columns in Petrochemical Industry Taking Advanced Distillation into the Modern Era Manish Bhargava - Director Advanced Distillation GTC Technology K Shreya BPCL Mumbai
ADVANCED DISTILLATION Dividing Wall Columns in Petrochemical Industry Taking Advanced Distillation into the Modern Era Manish Bhargava - Director Advanced Distillation GTC Technology K Shreya BPCL Mumbai
Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES
 Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES 1 Physical and chemical processes Physical Thermal Chemical Catalytic Distillation Solvent extraction Propane deasphalting Solvent dewaxing
Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES 1 Physical and chemical processes Physical Thermal Chemical Catalytic Distillation Solvent extraction Propane deasphalting Solvent dewaxing
Simulation and Optimization of H 2 S Expulsion from Crude Oil with the Use of Equilibrium Model
 2011 International Conference on Chemistry and Chemical Process IPCBEE vol.10 (2011) (2011) IACSIT Press, Singapore Simulation and Optimization of H 2 S Expulsion from Crude Oil with the Use of Equilibrium
2011 International Conference on Chemistry and Chemical Process IPCBEE vol.10 (2011) (2011) IACSIT Press, Singapore Simulation and Optimization of H 2 S Expulsion from Crude Oil with the Use of Equilibrium
PEP Review METHYL TERTIARY BUTYL ETHER PRODUCTION FROM STEAM CRACKER C 4 STREAM By Syed N. Naqvi (December 2012)
") PEP Review 2012-07 METHYL TERTIARY BUTYL ETHER PRODUCTION FROM STEAM CRACKER C 4 STREAM By Syed N. Naqvi (December 2012) ABSTRACT This Review presents a technoeconomic evaluation of a methyl tertiary butyl
PEP Review 2012-07 METHYL TERTIARY BUTYL ETHER PRODUCTION FROM STEAM CRACKER C 4 STREAM By Syed N. Naqvi (December 2012) ABSTRACT This Review presents a technoeconomic evaluation of a methyl tertiary butyl
APC Implementation Case Study Vacuum Gasoil Cloud Point Model Predictive Controller 1
 1 1. Introduction In the refining processes, the bottoms of the crude distillation unit (CDU) are typically sent to a vacuum distillation unit (VDU) in order to further improve recovery of gasoil and separate
1 1. Introduction In the refining processes, the bottoms of the crude distillation unit (CDU) are typically sent to a vacuum distillation unit (VDU) in order to further improve recovery of gasoil and separate
ProSimTechs PROCESS SIMULATION TECHNICS
 PROCESS SIMULATION TECHNICS Rigorous Process Simulation Services for the Vegetable oils & Fats refining industry (Degumming - Neutralising Bleaching Deodorising/Physical Refining) Deodorising and Physical
PROCESS SIMULATION TECHNICS Rigorous Process Simulation Services for the Vegetable oils & Fats refining industry (Degumming - Neutralising Bleaching Deodorising/Physical Refining) Deodorising and Physical
Report No. 35 BUTADIENE. March A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I PARK, CALIFORNIA
 Report No. 35 BUTADIENE by GEORGE E. HADDELAND March 1968 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I MENLO PARK, CALIFORNIA CONTENTS 1 INTRODUCTION.......................
Report No. 35 BUTADIENE by GEORGE E. HADDELAND March 1968 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I MENLO PARK, CALIFORNIA CONTENTS 1 INTRODUCTION.......................
The Green Initiative: A Sustainable Waste-Oil Solution
 The Green Initiative: A Sustainable Waste-Oil Solution Anson Clawson Rob Simmons Steven Srivastava Senior Engineering Design Project December 8, 2009 The Green Team Anson Clawson Engineering Management
The Green Initiative: A Sustainable Waste-Oil Solution Anson Clawson Rob Simmons Steven Srivastava Senior Engineering Design Project December 8, 2009 The Green Team Anson Clawson Engineering Management
Chapter 8 Production of Power from Heat
 Chapter 8 Production of Power from Heat Different sources of power, such as solar energy (from sun), kinetic energy from atmospheric winds and potential energy from tides. The most important source of
Chapter 8 Production of Power from Heat Different sources of power, such as solar energy (from sun), kinetic energy from atmospheric winds and potential energy from tides. The most important source of
Optimization of Packed Tower Inlet Design by CFD Analysis. Dana Laird Koch-Glitsch, Inc.
 39e Optimization of Packed Tower Inlet Design by CFD Analysis Dana Laird Koch-Glitsch, Inc. Brian Albert ExxonMobil Research and Engineering (formerly with Koch-Glitsch, Inc.) Carol Schnepper John Zink
39e Optimization of Packed Tower Inlet Design by CFD Analysis Dana Laird Koch-Glitsch, Inc. Brian Albert ExxonMobil Research and Engineering (formerly with Koch-Glitsch, Inc.) Carol Schnepper John Zink
Process Economics Program
 IHS Chemical Process Economics Program Report 291 Aromatics from Light Hydrocarbons By Syed Naqvi November 2014 ihs.com/chemical IHS Chemical agrees to assign professionally qualified personnel to the
IHS Chemical Process Economics Program Report 291 Aromatics from Light Hydrocarbons By Syed Naqvi November 2014 ihs.com/chemical IHS Chemical agrees to assign professionally qualified personnel to the
Abstract Process Economics Program Report No. 158A OCTANE IMPROVERS FOR GASOLINE (February 1992)
") Abstract Process Economics Program Report No. 158A OCTANE IMPROVERS FOR GASOLINE (February 1992) Lead phaseout in the United States has brought about a strong interest in oxygenated octane improvers for
Abstract Process Economics Program Report No. 158A OCTANE IMPROVERS FOR GASOLINE (February 1992) Lead phaseout in the United States has brought about a strong interest in oxygenated octane improvers for
Rarely Acknowledged Energy Benefits of Sulphur Recovery. Sulphur 2016 London, UK November 9, 2016
 Rarely Acknowledged Energy Benefits of Sulphur Recovery Sulphur 2016 London, UK November 9, 2016 AGENDA AGENDA INTRODUCTION CRUDE OIL PRICE $140 $130 $120 $110 Crude Oil Price (US Dollars per Barrel) $100
Rarely Acknowledged Energy Benefits of Sulphur Recovery Sulphur 2016 London, UK November 9, 2016 AGENDA AGENDA INTRODUCTION CRUDE OIL PRICE $140 $130 $120 $110 Crude Oil Price (US Dollars per Barrel) $100
Abstract Process Economics Program Report 21F NEW GENERATION OXO ALCOHOLS (October 2012)
") Abstract Process Economics Program Report 21F NEW GENERATION OXO ALCOHOLS (October 2012) This report follows a series of Process Economics Program reports on the topic of oxo alcohols. The last report
Abstract Process Economics Program Report 21F NEW GENERATION OXO ALCOHOLS (October 2012) This report follows a series of Process Economics Program reports on the topic of oxo alcohols. The last report
Reliable. Efficient. Economical. Distillation Technology ENGINEERING - EQUIPMENT - TURNKEY SYSTEMS
 TM Economical Efficient Reliable Distillation Technology ENGINEERING - EQUIPMENT - TURNKEY SYSTEMS DISTILLATION TECHNOLOGY Distillation is by far the most important separation process in the petroleum
TM Economical Efficient Reliable Distillation Technology ENGINEERING - EQUIPMENT - TURNKEY SYSTEMS DISTILLATION TECHNOLOGY Distillation is by far the most important separation process in the petroleum
AROMATIC AMINES PROCESS ECONOMICS PROGRAM. Report No. 76Al Interim. by YEN-CHEN. July A private report by the MENLO PARK, CALIFORNIA
 Report No. 76Al Interim AROMATIC AMINES by YEN-CHEN YEN July 1975 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I MENLO PARK, CALIFORNIA CONTENTS 1 INTRODUCTION........................
Report No. 76Al Interim AROMATIC AMINES by YEN-CHEN YEN July 1975 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I MENLO PARK, CALIFORNIA CONTENTS 1 INTRODUCTION........................
Roger Adams Chemical 600 S. Mathews Urbana, IL REF: Methanol Recovery via Distillation Rotation 1 Assignment Memo
 Roger Adams Chemical 600 S. Mathews Urbana, IL 61801 DATE: 06-October-2005 TO: Marina Miletic, Head Engineering Manager Scott Slifka, Lab Supervisor FROM: Vincent Ho, Process Engineer Mark Butzow, Process
Roger Adams Chemical 600 S. Mathews Urbana, IL 61801 DATE: 06-October-2005 TO: Marina Miletic, Head Engineering Manager Scott Slifka, Lab Supervisor FROM: Vincent Ho, Process Engineer Mark Butzow, Process
METHANOL RECOVERY: BASICS, FINE TUNING, AND ENERGY BALANCE ISSUES. Dickinson College Biodiesel Shop Carlisle, PA
 METHANOL RECOVERY: BASICS, FINE TUNING, AND ENERGY BALANCE ISSUES Dickinson College Biodiesel Shop Carlisle, PA What is methanol recovery? Biodiesel and Glycerin contain surplus methanol Methanol can be
METHANOL RECOVERY: BASICS, FINE TUNING, AND ENERGY BALANCE ISSUES Dickinson College Biodiesel Shop Carlisle, PA What is methanol recovery? Biodiesel and Glycerin contain surplus methanol Methanol can be
Fouling tendency is a critical
 Balanced distillation equipment design Fouling resistance and efficiency requirements for distillation equipment are balanced and optimised for reliable unit performance SOUN HO LEE GTC Technology Fouling
Balanced distillation equipment design Fouling resistance and efficiency requirements for distillation equipment are balanced and optimised for reliable unit performance SOUN HO LEE GTC Technology Fouling
SS GEN-02 Business Focus with Simulation
 Slide 1 SS GEN-02 Business Focus with Simulation Dr. Martin A. Turk social.invensys.com @InvensysOpsMgmt / #SoftwareRevolution /InvensysVideos /InvensysOpsMgmt 2013 Invensys. All Rights Reserved. The names,
Slide 1 SS GEN-02 Business Focus with Simulation Dr. Martin A. Turk social.invensys.com @InvensysOpsMgmt / #SoftwareRevolution /InvensysVideos /InvensysOpsMgmt 2013 Invensys. All Rights Reserved. The names,
Production of Biodiesel from Waste Oil via Catalytic Distillation
 Production of Biodiesel from Waste Oil via Catalytic Distillation Zhiwen Qi, Yuanqing Liu, Blaise Pinaud, Peter Rehbein Flora T.T. Ng*, Garry L. Rempel Department of Chemical Engineering, University of
Production of Biodiesel from Waste Oil via Catalytic Distillation Zhiwen Qi, Yuanqing Liu, Blaise Pinaud, Peter Rehbein Flora T.T. Ng*, Garry L. Rempel Department of Chemical Engineering, University of
Mini refinery feasibility study
 Mini refinery feasibility study Introduction The first part of any study into a mini-refinery application is an initial assessment of its economic feasibility. This requires an understanding of what a
Mini refinery feasibility study Introduction The first part of any study into a mini-refinery application is an initial assessment of its economic feasibility. This requires an understanding of what a
UOP Unicracking TM Process Innovations in Hydrocracking Technology
 Kevin Whitehead UOP Unicracking TM Process Innovations in Hydrocracking Technology 15 February 2016 Egypt Downstream Summit & Exhibition 2016 Cairo 2016 UOP LLC. A Honeywell Company All rights reserved.
Kevin Whitehead UOP Unicracking TM Process Innovations in Hydrocracking Technology 15 February 2016 Egypt Downstream Summit & Exhibition 2016 Cairo 2016 UOP LLC. A Honeywell Company All rights reserved.
HEAT PUMPS Advanced Distillation - GT-HIDS (Heat Integrated Differential Separation)
") HEAT PUMPS Advanced Distillation - GT-HIDS (Heat Integrated Differential Separation) Joseph C. Gentry, GTC Technology Vice President Technology & Engineering ERTC - Lisbon 15 November 2016 What is HIDS?
HEAT PUMPS Advanced Distillation - GT-HIDS (Heat Integrated Differential Separation) Joseph C. Gentry, GTC Technology Vice President Technology & Engineering ERTC - Lisbon 15 November 2016 What is HIDS?
Comparing Total Mine Airflow Requirements using a comprehensive new approach vs. traditional method(s)
") Comparing Total Mine Airflow Requirements using a comprehensive new approach vs. traditional method(s) J. Daniel Stinnette, PE Overview In an effort to improve overall air quality, the U.S. EPA mandated
Comparing Total Mine Airflow Requirements using a comprehensive new approach vs. traditional method(s) J. Daniel Stinnette, PE Overview In an effort to improve overall air quality, the U.S. EPA mandated
Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners
 Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners European Coking.com Conference Sept. 30 - Oct. 2, 2008 Alex Broerse Lummus Technology a CB&I company Overview Introduction
Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners European Coking.com Conference Sept. 30 - Oct. 2, 2008 Alex Broerse Lummus Technology a CB&I company Overview Introduction
Internal Combustion Engines
 Emissions & Air Pollution Lecture 3 1 Outline In this lecture we will discuss emission control strategies: Fuel modifications Engine technology Exhaust gas aftertreatment We will become particularly familiar
Emissions & Air Pollution Lecture 3 1 Outline In this lecture we will discuss emission control strategies: Fuel modifications Engine technology Exhaust gas aftertreatment We will become particularly familiar
A Theoretical Study in Maximizing Crude Unit Kerosene
 A Theoretical Study in Maximizing Crude Unit Kerosene Introduction W. Doug McDaniel, MPEC, Inc., Feb. 26, 2014, Ver. 1 (email address: wdmcdaniel@mpec-inc.com) Not long ago I was asked how low the D-86
A Theoretical Study in Maximizing Crude Unit Kerosene Introduction W. Doug McDaniel, MPEC, Inc., Feb. 26, 2014, Ver. 1 (email address: wdmcdaniel@mpec-inc.com) Not long ago I was asked how low the D-86
PEP Review ON-PURPOSE BUTADIENE PRODUCTION By Richard Nielsen with a Contribution by Russell Heinen (June 2011)
") PEP Review 2011-05 ON-PURPOSE BUTADIENE PRODUCTION By Richard Nielsen with a Contribution by Russell Heinen (June 2011) ABSTRACT 1,3-Butadiene is currently almost entirely produced as a by-product of ethylene
PEP Review 2011-05 ON-PURPOSE BUTADIENE PRODUCTION By Richard Nielsen with a Contribution by Russell Heinen (June 2011) ABSTRACT 1,3-Butadiene is currently almost entirely produced as a by-product of ethylene
Enhance Naphtha Value and Gasoline Reformer Performance Using UOP s MaxEne TM Process
 Enhance Naphtha Value and Gasoline Reformer Performance Using UOP s MaxEne TM Process Mark Turowicz UOP IPL, A Honeywell Company 1st IndianOil Petrochemical Conclave March 16, 2012 Gurgaon, India 2011
Enhance Naphtha Value and Gasoline Reformer Performance Using UOP s MaxEne TM Process Mark Turowicz UOP IPL, A Honeywell Company 1st IndianOil Petrochemical Conclave March 16, 2012 Gurgaon, India 2011
Welcome Welcome... 1
 Welcome Welcome... 1 Presentation Structure Our presentation is split into three sections going through the market, operations and financials 2 3 As it has been indicated previously, it is now much clear
Welcome Welcome... 1 Presentation Structure Our presentation is split into three sections going through the market, operations and financials 2 3 As it has been indicated previously, it is now much clear
IMPROVED HIGH PERFORMANCE TRAYS
 Distillation Absorption 2010 A.B. de Haan, H. Kooijman and A. Górak (Editors) All rights reserved by authors as per DA2010 copyright notice IMPROVED HIGH PERFORMANCE TRAYS Stefan Hirsch 1 and Mark Pilling
Distillation Absorption 2010 A.B. de Haan, H. Kooijman and A. Górak (Editors) All rights reserved by authors as per DA2010 copyright notice IMPROVED HIGH PERFORMANCE TRAYS Stefan Hirsch 1 and Mark Pilling
Unit 1. Naphtha Catalytic Reforming. Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna
 Unit 1. Naphtha Catalytic Reforming Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Introduction Catalytic reforming of heavy naphtha and isomerization of light naphtha constitute
Unit 1. Naphtha Catalytic Reforming Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Introduction Catalytic reforming of heavy naphtha and isomerization of light naphtha constitute
CRUDE OIL QUALITY ASSOCIATION CONFERENCE 2013 Dallas, TX, USA
 CRUDE OIL QUALITY ASSOCIATION CONFERENCE 2013 Dallas, TX, USA USE OF PETRO-SIM TM AS A TOOL TO ENCHANCE DECISION MAKING M. Scott Green 2013 KBC Advanced PROPRIETARY Technologies plc. INFORMATION All Rights
CRUDE OIL QUALITY ASSOCIATION CONFERENCE 2013 Dallas, TX, USA USE OF PETRO-SIM TM AS A TOOL TO ENCHANCE DECISION MAKING M. Scott Green 2013 KBC Advanced PROPRIETARY Technologies plc. INFORMATION All Rights
FEATURE ARTICLE. Advanced Function Analyzers: Real-time Measurement of Particulate Matter Using Flame Ionization Detectors. Hirokazu Fukushima
 FEATURE ARTICLE FEATURE ARTICLE Advanced Function Analyzers: Real-time Measurement of Particulate Matter Using Flame Ionization Detectors Advanced Function Analyzers: Real-time Measurement of Particulate
FEATURE ARTICLE FEATURE ARTICLE Advanced Function Analyzers: Real-time Measurement of Particulate Matter Using Flame Ionization Detectors Advanced Function Analyzers: Real-time Measurement of Particulate
ACRYLICACID AND ACRYLIC ESTERS
 Report No. 6A ACRYLICACID AND ACRYLIC ESTERS Supplement A by RICHARD G. DENNEY April 1967 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I MENLO PARK, CALIFORNIA CONTENTS
Report No. 6A ACRYLICACID AND ACRYLIC ESTERS Supplement A by RICHARD G. DENNEY April 1967 A private report by the PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE I MENLO PARK, CALIFORNIA CONTENTS
Boost you Xylene Loop Performance with OPARIS TM. Authors : F. Alario*, J. Rault** * IFP Kinetic and Catalysis Division ** Axens Technology Division
 Boost you Xylene Loop Performance with OPARIS TM Authors : F. Alario*, J. Rault** * IFP Kinetic and Catalysis Division ** Axens Technology Division Introduction Axens ParamaX suite provides the petrochemical
Boost you Xylene Loop Performance with OPARIS TM Authors : F. Alario*, J. Rault** * IFP Kinetic and Catalysis Division ** Axens Technology Division Introduction Axens ParamaX suite provides the petrochemical
L_Series. L_500 Liquid Ring Compressors
 L_Series L_500 Liquid Ring Compressors L_500 Compression of process gases In 2002 The Nash Engineering Company in the USA and elmo vacuum technology GmbH, a Siemens subsidiary in Germany, united to form
L_Series L_500 Liquid Ring Compressors L_500 Compression of process gases In 2002 The Nash Engineering Company in the USA and elmo vacuum technology GmbH, a Siemens subsidiary in Germany, united to form
TULSION BIODIESEL PRODUCTION: WET VS. DRY WHICH METHOD SHOULD YOU USE?
 TULSION BIODIESEL PRODUCTION: WET VS. DRY WHICH METHOD SHOULD YOU USE? T-45 BD & T-45 BD Macro Background: Biodiesel fuel, a proven alternative to petroleum diesel, is commonly made via a transesterification
TULSION BIODIESEL PRODUCTION: WET VS. DRY WHICH METHOD SHOULD YOU USE? T-45 BD & T-45 BD Macro Background: Biodiesel fuel, a proven alternative to petroleum diesel, is commonly made via a transesterification
Presentation to Investors Q results ROYAL DSM HEALTH NUTRITION MATERIALS
 Presentation to Investors Q3 2016 results ROYAL DSM HEALTH NUTRITION MATERIALS Safe harbor statement This presentation may contain forward-looking statements with respect to DSM s future (financial) performance
Presentation to Investors Q3 2016 results ROYAL DSM HEALTH NUTRITION MATERIALS Safe harbor statement This presentation may contain forward-looking statements with respect to DSM s future (financial) performance
(a) then mean effective pressure and the indicated power for each end ; (b) the total indicated power : [16]
![(a) then mean effective pressure and the indicated power for each end ; (b) the total indicated power : [16]](/thumbs/79/80273804.jpg "(a) then mean effective pressure and the indicated power for each end ; (b) the total indicated power : [16]") Code No: R05220304 Set No. 1 II B.Tech II Semester Regular Examinations, Apr/May 2007 THERMAL ENGINEERING-I ( Common to Mechanical Engineering and Automobile Engineering) Time: 3 hours Max Marks: 80 Answer
Code No: R05220304 Set No. 1 II B.Tech II Semester Regular Examinations, Apr/May 2007 THERMAL ENGINEERING-I ( Common to Mechanical Engineering and Automobile Engineering) Time: 3 hours Max Marks: 80 Answer
CFD Analysis and Comparison of Fluid Flow Through A Single Hole And Multi Hole Orifice Plate
 CFD Analysis and Comparison of Fluid Flow Through A Single Hole And Multi Hole Orifice Plate Malatesh Barki. 1, Ganesha T. 2, Dr. M. C. Math³ 1, 2, 3, Department of Thermal Power Engineering 1, 2, 3 VTU
CFD Analysis and Comparison of Fluid Flow Through A Single Hole And Multi Hole Orifice Plate Malatesh Barki. 1, Ganesha T. 2, Dr. M. C. Math³ 1, 2, 3, Department of Thermal Power Engineering 1, 2, 3 VTU
Executive Summary. Solid Waste Management Program Analysis and Recommendations for Silver City, New Mexico
 : Solid Waste Management Program Analysis and Recommendations for Silver City, New Mexico The (ES) presents the main observations, conclusions, and recommendations resulting from the evaluation of the
: Solid Waste Management Program Analysis and Recommendations for Silver City, New Mexico The (ES) presents the main observations, conclusions, and recommendations resulting from the evaluation of the
Handout Homework page 1 of 6. JEE 4360 Energy Alternatives Handout (HO) Homework Problems
 Homework Problems") Handout Homework page 1 of 6 JEE 4360 Energy Alternatives Handout (HO) Homework Problems These problems are due as stated on the syllabus. 1. Forecasting: Energy prices change regularly. Forecast the St.
Handout Homework page 1 of 6 JEE 4360 Energy Alternatives Handout (HO) Homework Problems These problems are due as stated on the syllabus. 1. Forecasting: Energy prices change regularly. Forecast the St.
Why Is My PV Module Rating Larger Than My Inverter Rating?
 TECHNICAL BRIEF Why Is My PV Rating Larger Than My Rating? PV module and inverter selection are two of the most important decisions in PV system design. Ensuring that these components will work together
TECHNICAL BRIEF Why Is My PV Rating Larger Than My Rating? PV module and inverter selection are two of the most important decisions in PV system design. Ensuring that these components will work together
Direct Injection Ethanol Boosted Gasoline Engines: Biofuel Leveraging For Cost Effective Reduction of Oil Dependence and CO 2 Emissions
 Direct Injection Ethanol Boosted Gasoline Engines: Biofuel Leveraging For Cost Effective Reduction of Oil Dependence and CO 2 Emissions D.R. Cohn* L. Bromberg* J.B. Heywood Massachusetts Institute of Technology
Direct Injection Ethanol Boosted Gasoline Engines: Biofuel Leveraging For Cost Effective Reduction of Oil Dependence and CO 2 Emissions D.R. Cohn* L. Bromberg* J.B. Heywood Massachusetts Institute of Technology
Effect of Compressor Inlet Temperature on Cycle Performance for a Supercritical Carbon Dioxide Brayton Cycle
 The 6th International Supercritical CO2 Power Cycles Symposium March 27-29, 2018, Pittsburgh, Pennsylvania Effect of Compressor Inlet Temperature on Cycle Performance for a Supercritical Carbon Dioxide
The 6th International Supercritical CO2 Power Cycles Symposium March 27-29, 2018, Pittsburgh, Pennsylvania Effect of Compressor Inlet Temperature on Cycle Performance for a Supercritical Carbon Dioxide
9M 2003 Financial Results (US GAAP)
") 9M Financial Results (US GAAP) January 2004 LUKOIL Group Crude Oil Production* mln tonnes 82 80 78 76 74 72 70 68 66 64 Crude oil production 3.2 5.5 3.9 76.8 70.3 71.3 2001 Production by subsidiaries Share
9M Financial Results (US GAAP) January 2004 LUKOIL Group Crude Oil Production* mln tonnes 82 80 78 76 74 72 70 68 66 64 Crude oil production 3.2 5.5 3.9 76.8 70.3 71.3 2001 Production by subsidiaries Share
CONTRIBUTION OF THE BIODIESEL INDUSTRY TO THE ECONOMY OF THE UNITED STATES
 CONTRIBUTION OF THE BIODIESEL INDUSTRY TO THE ECONOMY OF THE UNITED STATES Prepared for the National Biodiesel Board With Funding Support from the United Soybean Board 1 John M. Urbanchuk Director LECG,
CONTRIBUTION OF THE BIODIESEL INDUSTRY TO THE ECONOMY OF THE UNITED STATES Prepared for the National Biodiesel Board With Funding Support from the United Soybean Board 1 John M. Urbanchuk Director LECG,
Components of Hydronic Systems
 Valve and Actuator Manual 977 Hydronic System Basics Section Engineering Bulletin H111 Issue Date 0789 Components of Hydronic Systems The performance of a hydronic system depends upon many factors. Because
Valve and Actuator Manual 977 Hydronic System Basics Section Engineering Bulletin H111 Issue Date 0789 Components of Hydronic Systems The performance of a hydronic system depends upon many factors. Because