TRAINING MANUAL H & C SERIES FIREARM COATINGS TRAINING VIDEOS AVAILABLE AT YOUTUBE.COM/NICTRAINING
|
|
|
- Camilla Morris
- 6 years ago
- Views:
Transcription

1 TRAINING MANUAL H & C SERIES FIREARM COATINGS TRAINING VIDEOS AVAILABLE AT YOUTUBE.COM/NICTRAINING










2 DIVISIONS OF NIC INDUSTRIES, INC. TURN UP THE HEAT WITH CERAKOTE HIGH TEMP. CERAKOTE IS ALSO THE INDUSTRY LEADER IN EXHAUST COATINGS. IF YOU CAN CERAKOTE, YOU CAN POWDER COAT. PRISMATIC POWDERS OFFERS THE WORLDS LARGEST SELECTION OF OVER 6500 CUSTOM POWDER COATING COLORS. GET THE LATEST NEWS, UPDATES, VIDEOS, OFFERS, & MORE 1
3 PLEASE READ Cerakote Firearm Coatings are designed for professionals and should be applied by NIC-trained applicators and coating professionals with proper training and equipment. This training manual is intended to be used as a supplemental guide for certified and professional applicators ONLY. It is critical to follow all instructions in this manual. If for any reason you are not willing to, or cannot follow the steps in this manual, do not attempt to coat any product using Cerakote, or any other NIC product. If you have any questions, please contact NIC Industries. Thank you Cerakote Firearm Coatings A Division of NIC Industries, INC
4 NOTES 3


5 Phase 1: Disassemble Disassemble: Completely disassemble the firearm. Detail strip your firearm. If you are unfamiliar with this level of disassembly have a certified gunsmith perform the disassembly and reassembly. Take a photograph of all the parts received. Make note of the substrate type on each piece (i.e: Steel, Aluminum, plastic, composite, polymer, etc.) 4

6 Phase 2: degrease Degrease: Soak each metal part for minutes in a non-water based degreaser such as Brake- Kleen (NIC Part # SE-174) or acetone. Spraying or wiping is not sufficient; soaking is required. Using a small tank with a wire basket makes degreasing quick and easy. Place the screws, pins and other small parts in a smaller container so they are not lost during the soaking process. Allow parts to air dry after soaking. From this point on it is critical to avoid touching the parts with your bare hands. Use powder-free latex style gloves to handle the parts. Tip: In most cases it is not necessary or recommended to soak plastic and polymer parts in a solvent based degreaser as to avoid damaging the part. Thoroughly wiping plastic and polymer parts with a compatible degreaser, such as Wax & Grease Remover, is sufficient. 5
 non-metal parts such as: wood, fiberglass, plastic or polymer.")


7 Phase 3: surface-prep Surface Prep: Begin by plugging the bore at both the chamber and the muzzle end of the barrel prior to blasting. Grit blast the parts with #100 to #120 grit aluminum oxide or garnet sand at 80 to 100 psi. Lightly blast (30-40 psi) non-metal parts such as: wood, fiberglass, plastic or polymer. For anodized aluminum parts, set the blasting pressure to psi. Strive for an even blast pattern over the surface of the part. CAUTION: TIP: If the part s surface is still shiny after blasting, you haven t blasted enough. If you use too coarse of grit, the microscopic valleys on the part s surface will be too deep for the 1.0 mil (.001 ) coating to completely fill while covering the corresponding peaks sufficiently to assure a satisfactory coating. Don t use sand that has been previously used to clean dirty, greasy or oily parts. Doing so will contaminate your parts. Anodized parts, such as AR-15 uppers and lowers, do require blasting, however, it is not necessary to completely remove the anodized finish. Anodized parts that have been sufficiently blasted should have a dull, matte appearance. If you use #120 grit, be sure the grit does not wear out as you are using it. #120 is pretty fine at the start, and will wear to an ineffective dust. DO NOT use any type of round blasting media such as glass beads or steel shot. Round media will dimple the surface rather than etching it, and will not yield a sufficient blast profile for optimum coating adhesion. DO NOT hand sand parts as this will not yield a sufficient profile for optimal coating adhesion. 6


8 Phase 4: racking/masking Racking: Hang or otherwise fixture your parts so that you can access all the surfaces of each part with your HVLP gun. A variety of metal hooks in multiple sizes are ideal for racking larger parts, while thin wire or alligator clips are ideal for fixturing screws, pins and other small parts. *REMEMBER TO ALWAYS WEAR POWDER-FREE, LATEX-STYLE GLOVES. Correct Racking Techniques Properly racked lower receiver Properly racked small components 7





9 Phase 4: masking & racking supplies Recommended Masking & Racking Supplies: The following products can be purchased at Cerakote Plug Kit: High Quality Plug Set loaded with over 300 of the most common plug sizes. NIC part # SE-220 Kit Features: -Most complete starter kit on the market - Plugs can withstand continuous temperatures of 600*F (315*C) - Great for Cerakote masking High Heat Tape: Used for masking areas where coating is not desired. Available in 1/4 to 4 NIC part # SE-121 through SE-127 Cerakote Coating Hook Kit: Exclusive Hook Kit loaded with the most common hook sizes. NIC part # SE-175 Cerakote Shake-N-Blast Canister: Metal Shake-N-Blast Canister is perfect for blasting small parts without worry of losing any components. NIC part # SE-221 Kit Features: -Most complete firearm coating hook kit on the market -Reusable Industrial Coating Hooks -Multiple Styles, Lengths and Gauges for all coating scenarios -Hand picked sizes from the Cerakote Instructors to work on all firearm types 8

10 Phase 5: gas-out Gas-Out: After parts are racked, heat metal parts in the oven at 300 degrees Fahrenheit (F) for 60 minutes. Gassing out will evaporate any remaining moisture and solvents and bring any remaining oils to the surface. Remove the parts from the oven and allow them to cool. If no oil has been brought to the surface, proceed to Phase six. See Oil? If you see any oil residue or other indications that oil was brought to the surface of the part, re-clean the part by soaking it in the degrease tank and gassing out for an additional thirty minutes. This step will need to be repeated until no oil residue is visible after gas out. When the parts are free of oil, re-blast to remove any residue from the surface and proceed to phase six. An example of oil still on the part after gassing out. This part will have to be re-cleaned and reheated. CAUTION: Plastic and polymer parts should be gassed-out at a lower temperature, generally between degrees Fahrenheit (F). If you are unsure as to the temperature stability of your parts, contact the manufacturer prior to gassing-out and curing non-metallic parts. 9 Note; there are alternative degreasing methods that may be more appropriate for your situation. Contact a Technical Advisor to discuss other suitable degreasing methods.
11 Selecting the right series for the application Selecting The Right Cerakote Series for the Application. Cerakote H-Series: H-Series is the most durable of the standard Cerakote product and provides the best performance in hardness, wear, scratch resistance, adhesion and corrosion resistance. Cerakote can withstand temperatures up to 500 degrees F and is available in over 90 colors. H-Series is a thermal cure finish and therefore should not be applied to items or substrates which cannot be cured at the required temperatures. (See cure schedule table, Page 18.) Cerakote C-Series: C-Series should ONLY be used for very high-temp applications up to 1200 degrees F, such as suppressors and machine gun barrels. C-Series should NOT be mixed with H-Series Catalyst or Coatings. C-Series is available in a wide range of colors to match the overall finish requirement of the firearm or weapons system. C-Series is used to coat scopes and other optics, as well as fiberglass, polymer and other substrates which cannot be thermally cured. (See application guide on Page 25.) Please review product specific Technical Data Sheets found at Cerakote.com 10

 Pot life for mixed Cerakote is approximately two hours in an open or closed container.")
 Pour the desired quantity of Cerakote into a glass graduated cylinder. 2.) Add the catalyst. Use table 1 pg.")
 Pour mixed coating through a disposable automotive type paint filter, or a reusable filter shown (NIC Part #")
12 Phase 6: coating prep Coating Preparation: Prepare the Cerakote for application. Begin by vigorously shaking the bottle until the coating is completely mixed, then shake some more for good measure. Determine how much Cerakote you intend to use before mixing (see table 1 pg. 12) Pot life for mixed Cerakote is approximately two hours in an open or closed container. Consequently, mix only what you intend to use, to avoid wasted coating. (see usage chart pg. 12) 1.) Pour the desired quantity of Cerakote into a glass graduated cylinder. 2.) Add the catalyst. Use table 1 pg. 12 to determine Cerakote to catalyst ratio for finish type. 3.) Mix thoroughly. 4.) Pour mixed coating through a disposable automotive type paint filter, or a reusable filter shown (NIC Part # SE-139) Do not mix Cerakote and catalyst in plastic containers as this will compromise the integrity of the coating 11
13 Phase 6: coating prep Coating Preparation Continued: NOTE: If the proportions of Cerakote to Catalyst are incorrect, or the combination of Product and Catalyst are not thoroughly mixed, the quality and performance of the coating will be adversely affected. Table 1 Cerakote / Catalyst Ratio Matte Finish Satin Finish Semi Gloss 24:1 18:1 12:1 Do not exceed the recommended Cerakote to Catalyst mix ratios. Table 2 (18:1 Ratio) Cerakote / Catalyst Ratio Usage Chart Firearm Pistol Rifle Cerakote ml/cc Hardener ml/cc 2 4 **Read and follow the instructions that come with the color(s) you are using. Some Product to Catalyst ratios are different depending on the color used. ***Please Note: Some H-Series coatings require a specific catalyst and mix ratio. Please refer to the product specific technical data sheets at Cerakote.com prior to coating preparation. Clean all containers and equipment with acetone. A squeeze bottle and bottle brush are helpful tools for cleaning. 12
14 Phase 7: Spraying Spraying CAUTION: Spray in a well-ventilated, well-lit spray booth, wear a respirator, protective gloves and safety glasses. Refer to the SDS for additional safety and handling information Final Checklist Before Spraying: Plug or mask off all parts that are not to be coated. Remember Cerakote is applied at which is very thin, most areas do not require masking, however, if you are unsure, contact Cerakote for assistance. Ensure all parts to be coated are hung securely to avoid contact during the application process Do not coat springs as it is not recommended to heat springs during the curing process. Plug the bore to prevent overspray inside the bore. During the application process, ensure that the coating is properly agitated. Due to the high level of solids, Cerakote settles quickly and should be agitated frequently. Do not begin the spraying process unless you are able to complete the curing or flash process directly after spraying. Letting parts sit uncured or unflashed for extended periods of time will reduce the performance of the finished product. PRACTICE: Practice spraying on a piece of paper to adjust the spray pattern and to practice your spraying technique. Spray with the gun 3 to 5 inches away from the paper and adjust the spray pattern to between 2 and 3 inches wide. A particularly good excercise is to spray and cure a few machine screws and matching nuts. You should be able to screw the nut onto the machine screw without difficulty. If you can t, you may be spraying too heavily. 13
 or NIC Part # SE-147B (50 ml) Depending on coating volume.")

15 Phase 7: mixing & Spraying supplies Recommended Mixing & Spraying Supplies We recommend the following products for the best results during the coating prep and application process: Graduated Cylinder: NIC Part # SE-147A (100 ml) or NIC Part # SE-147B (50 ml) Depending on coating volume. NIC suggests using a glass 100M/L graduated cylinder for accurate ratio measurements of Cerakote to catalyst. IWATA LPH-80: NIC Part # SE-138 HVLP gun with spray characteristics: Features adjustable spray pattern from round to full fan shape. A stainless-steel nozzle, paint passage and heat tempered needle ensure long- lasting, peak performance spraying. Uses the reliable and easy-to-service cartridgestyle air-valve set, which can be serviced outside the gun and easily placed back into the gun body. 4 oz. (110 ml) stainlesssteel gravity cup is center-mounted and rotates, allowing for spraying. 14


16 Phase 7: spraying Spraying Continued: Blow off parts with dry compressed air to make sure there is no trapped media in holes or pockets. Sand left behind will cause surface defects. Start spraying in the most difficult area of each part, then progress and finish to the easier areas. This should help avoid runs and thin spots psi is recommended for proper application. CAUTION: The most common application mistake is dry spray. Dry spray has a rough, sandpaper like appearance and is typically caused by spraying too far away from the part, too wide of a spray pattern, not enough material coming out of the gun or too much air pressure. If you experience dry spray, ensure you are no further away than 3 to 5 inches away from the part, reduce your spray pattern to between 2 and 3 inches wide, check that your air pressure is no higher than 20 to 25 psi, and finally adjust your fluid control to ensure you have adequete coating material being applied to wet out the part in one pass. 15


17 Phase 7: spraying Spraying Continued: When spraying, strive for even coverage (you are seeking a half thousandth to 1 thousandth inch coating thickness). Spray with sufficient volume so that the Cerakote does not dry spray, which is when the coating dries in the air before reaching the part. When spraying, the part should appear wet but not so wet that it wants to run. Cerakote will still be wet to the touch until it is oven cured. If you touch any coated parts before curing, the coating will be smudged and will need to be refinished. To achieve the recommended film thickness, one to two wet coats are recommended. TIP: Do not spray with a too wide pattern (i.e. 4-6 pattern). Doing so may cause dry spray or a rough finish. Spray with a 2-3 horizontal fan 3-5 away from the part. Insufficient volume of coating being applied with the 2 pattern will result in dry spray or a rough texture. Example of wetting out the part 16

18 Phase 7: spraying Spraying Continued: After each part is coated, set it aside for about five to ten minutes. Cerakote will still be wet to the touch until it is oven cured. If you touch any coated parts before curing, the coating will smudge and will have to be refinished. MISTAKES If a mistake is made during spraying (such as a run), do not attempt to wipe down the part and re-spray. Rather, remove the wet coating with Brake-Kleen or acetone, allow to dry, then re-blast the part. Finally, blow off the part and re-spray. Cleaning Up: Clean your tools with acetone. Contact Cerakote with questions regarding cleaning solvent compatibility. Discard any unused mixed Cerakote according to local and state regulations. 17 Do not return any unused mix to the bottle. Pouring catalyzed Cerakote back into the original bottle will render the remaining coating useless.
19 Phase 8: curing Oven Cure: Carefully move each part into the oven and cure at 250 degrees (F) for two hours. If you must hurry the process, curing for 1 hour at 300 degrees (F) is an alternative cure schedule. If the part(s) being coated are heat sensitive, 150 to 180 degrees (F) for two hours will adequately cure plastic, polymer, wood and composite parts. After curing is completed, remove the parts from the oven and allow the parts to cool. Once parts are cool enough to handle, the firearm can be reassembled. CAUTION If you are unsure as to the temperature stability of your parts, contact the manufacturer prior to oven cure. Cure Schedule Table For MOST** H-Series Coatings Material Metal (Standard) Metal* (Quick Cure) Metal** (Flash, when using stencils) Plastic or Polymer Temperature 250 Degrees F 300 Degrees F 180 Degrees F Degrees F Time 2 Hours 1 Hour 15 Minutes 2 Hours Wood 150 Degrees F 2 Hours *Please refer to the individual Product Technical Data Sheets available at Cerakote.com for product specific cure temperatures. TIP: Flashing parts allows for partial curing at degrees (F) for 15 minutes. This technique is used when applying and removing stencils. **Note: When flashing parts for camouflage or stencils, all parts must be fully cured within 24 hours from the initial flash. 18

20 training program Cerakote Firearm Coating Training Program NIC Industries offers the only one-on-one training program for Cerakote Firearm Coating. With individual training, our instructors speak with the customers prior to the training course to custom design each class to meet the specific needs of each customer. Customers can apply any of NIC s industry leading firearm coatings on their own parts, or parts supplied by NIC. Courses are taught at NIC s training facility in White City, Oregon, or onsite*. While every class is custom tailored to meet each customer s needs, below are topics typically covered in most courses. Metal Prep Out-gassing Racking Techniques Coating selection for various applications Training Topics Problem solving and troubleshooting defects Proper equipment and operation Re-works Cost analysis Basic to advanced ceramic application Marketing Proper curing techniques and schedules *Contact NIC for further information about on-site training at Class Location NIC Industries, Inc. is located at 7050 Sixth Street, White City, OR, White City is located in Southern Oregon approximately 5 miles from Medford, Oregon, and approximately 280 miles from Portland, Oregon. Transportation Rogue Valley International Airport (MFR) is located 6 miles from NIC and provides daily flights from several major west coast airports. All major rental car companies are located at the Rogue Valley International Airport. Lodging NIC has negotiated discounted rates with several hotels in close proximity to our facility. Information can be found at 19

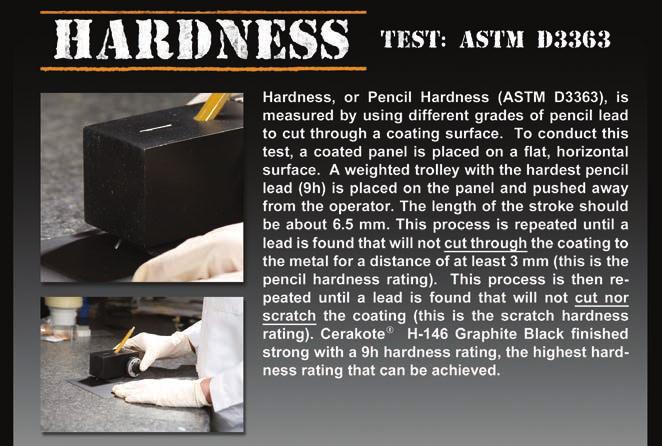
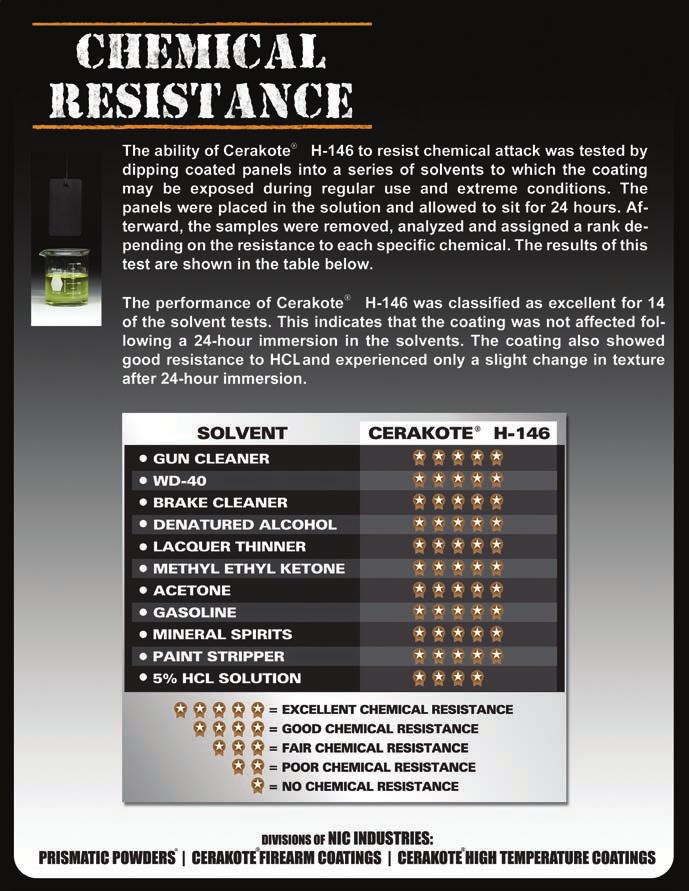
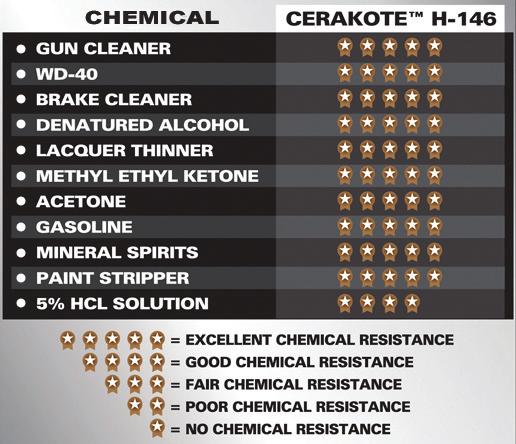
21 technical information H-Series CERAKOTE Firearm Coatings The unique formulation used for Cerakote firearm coating enhances a number of physical performance properties including: abrasion/wear resistance, corrosion resistance, chemical resistance, impact strength, and hardness. Each of these properties is rigorously tested to guarantee that Cerakote products remain at the forefront of the firearm coatings market. For this study, the performance properties of Cerakote H-146 Graphite Black were compared to the products of two firearm coatings competitors, denoted as C1 and C2. Each coating was evaluated on nine important aspects including performance and cost. These results are summarized in table 1, shown below, and a more extensive description is given in the following paragraphs. Table 1. Performance comparison of Cerakote H-146 to competitor firearm coatings, C1 and C2. Specification Cerakote C1 C2 Taber Abrasion Testing (ASTM D4060) Wear cycles per mil: 6000 Wear cycles per mil: 597 Wear cycles per mil: 418 Corrosion Testing (ASTM B117) Corrorsion-free at: 1000 hours Onset of Corrosion: 100 hours Onset of Corrosion: 45 hours Pencil Hardness (ASTM D3363) 9h 9h 7h Adhesion Cross-Cut Tape (ASTM D3359) 5b 5b 5b Mandrel Bend (ASTM D522) 32% 32% 32% Impact (ASTM D2794) 160 inch-lbs 160 inch-lbs 140 inch-lbs Chemical Resistance Excellent Excellent Good Theoretical Coverage (ft 2 /gal at 1 mil thickness) * 321 Cost ($/ft 2 ) $0.62/ft 2 $0.65/ft 2 $0.99/ft 2 VOC Compliance VOC compliant in all Non Compliant Non Compliant 50 states *Theoretical coverage if applied according to manufacturers specifications of 0.5 mil. See all the test results at 20

22 technical information 21
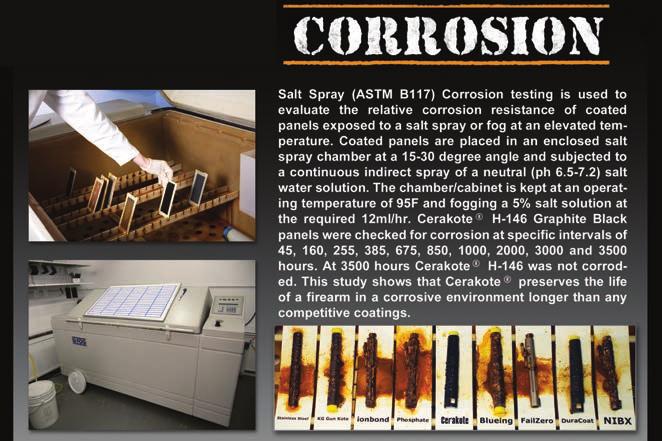
23 technical information TEST: ASTM B117 22
24 technical information 23

25 technical information 24
26 C-Series application guide 25 C-Series Ambient Cure Ceramic Firearm Coatings Preparation of substrate is crucial for maximum adhesion and performance of this material 1.) Completely disassemble the firearm. Detail strip your firearm. If you are unfamiliar with this level of disassembly, have a certified gunsmith perform the disassembly and reassembly. If pins or parts are left in, they can produce runs and ruin the finish. Take a photograph of all the parts received. Make note of the substrate type on each piece (i.e. Steel, Aluminum, plastic, composite, polymer, etc.) 2.) Soak each part for minutes in a non-water based degreaser such as Brake-Kleen or acetone. Spraying is not sufficient; soaking is required. Allow parts to air dry after soaking. From this point on it is critical to avoid touching the parts with your bare hands. Use powder-free latex style gloves to handle the parts. In most cases it is not necessary or recommended to soak plastic and polymer parts in a solvent based degreaser as to avoid damaging the part. Thoroughly wiping plastic and polymer parts with a compatible degreasing solvent is sufficient. 3.) Begin surface preparation by plugging the bore at both the chamber and the muzzle end of the barrel prior to blasting. Grit blast the parts with #100 to #120 grit aluminum oxide or garnet sand at 80 to 100 psi. Strive for an even blast pattern over the surface of the parts. Lightly blast (30-40 psi) non-metal parts such as: wood, fiberglass, plastic and polymer. Hard anodizing does not need to be removed if it withstands 3-5 seconds of blasting at normal blast pressure ( psi) in one location without coming off the part. TIPS: If the part s surface is still shiny after blasting, you haven t blasted enough. If you use too coarse of grit, the microscopic valleys on the part s surface will be too deep for the 1.0 mil (.001 ) coating to completely fill while covering the corresponding peaks sufficiently to assure a satisfactory coating. Don t use sand that has been previously used to clean dirty, greasy, or oily parts. Doing so will contaminate your parts. When blasting hard anodizing or delicate substrates such as plastics, polymers, wood, fiberglass, be sure to be 8-10 away and lightly etch the part only to remove the sheen and to avoid an over aggressive blast profile. If you use #120 grit, be sure the grit does not wear out as you are using it. #120 is pretty fine at the start and will wear to an ineffective dust. DO NOT use any type of round blasting media such as glass beads or steel shot. Round media will dimple the surface rather than etching it, and will not yield a sufficient blast profile for optimum coating adhesion. 4.) Hang parts to allow for best view and application access. This can be done by using support wires or hooks. Make sure to place parts in such a way that they will not bump into each other. Do not touch parts with bare skin. Alligator clips or 30-gauge wire are recommended for small parts such as screws and springs. 5.) After parts are racked, heat metal parts in the oven at 300 degrees Fahrenheit (F) for 60 minutes to drive off any remaining solvents or contaminants. Remove the parts from the oven and allow them to cool. If you see any oil residue or other indication that oil was driven out of the part, re-clean by soaking in the degrease tank and reheat for an additional thirty minutes. Any contamination from this point onward will result in a less than satisfactory finish. Be careful, and take your time. If further degreasing is required, repeat as necessary until no oil residue is visible. CAUTION: Plastic and polymer parts should be gassed-out at a lower temperature. Gassing-out non-metallic parts can be done at the same temperature they are cured at. Refer to the cure schedule table on pg. 18 for these temperatures. If you are unsure as to the temperature stability of your parts, contact the manufacturer prior to gassing-out and curing non-metallic parts.
27 C-Series application guide 6.) Shake the C-Series product until the coating is completely mixed and no solids remain in the bottom of the container. Failure to completely disperse the product will result in poor chemical ratios and product failure. DO NOT MIX WITH H-SERIES CATALYST OR COATINGS. 7.) Blow off the substrate with a high-pressure air nozzle to remove any blasting dust left on the surface. Wear safety goggles or face shield for your protection. Work in a well-ventilated area. If ventilation is not available, wear a respirator - see MSDS for additional information. 8.) Recommended spray equipment is an HVLP gun with a metal cup and point-8 millimeter tip. The use of a small spray tip pattern will aid in coating hard to reach areas without excessive build up in surrounding areas. Electrostatic application may also be an option. Material does not need to be thinned. Use as received. 9.) A single application of product at 20 psi is recommended for a 0.5 to 1.0 mil film thickness. Work from the most difficult surface out to the easiest. This will aid in reducing runs or excessive build up. 10.) Allow to air-dry. Parts will be tack free after approximately 35 minutes. Until this point the coating is still wet, so take care to not bump or touch the parts. Parts will be partially cured after 24 hours and fully cured 5 days after application. 11.) Finished goods may be shipped after 24 hours when the coating is partially cured. 12.) Clean tools and equipment with acetone or Cerakote cleaning solvent. Please contact a Cerakote technician with questions on proper use and/or application. Onsite or offsite training courses are available for further instruction. Consult your MSDS for proper handling, disposal, and precautions while using this product. contact information Need Help? At any point during the Cerakote application you have a question, please contact Cerakote Firearm Coatings at: NIC Industries, Inc Sixth Street White City, OR Phone: Toll Free: info@nicindustries.com Web: You can also view training videos online at: Follow us on Social Media: Pinterest: Cerakote Coatings Subscibe to Cerakote s Newsletter via to receive Cerakote news, information, and specials. *Visit to Download Applicaton Guides 26



28 V Cerakote Firearm Coatings A Division of NIC Industries, INC
c/ Required pre-requisite procedure(s): PREP Rev.01 Pre-painted or Primed Aluminum cleaning Procedure
: PREP Rev.01 Pre-painted or Primed Aluminum cleaning Procedure") a/title : Application Process for D200 on Pre-painted or Primed Aluminum b/ Description : This document explains the process of applying AquaSurTech D200 to pre-painted or primed aluminum using HVLP or
a/title : Application Process for D200 on Pre-painted or Primed Aluminum b/ Description : This document explains the process of applying AquaSurTech D200 to pre-painted or primed aluminum using HVLP or
SMART TRUCK BED LINER - TINTABLE
 SMART Truck Bed Liner (SMT93) is a durable K polyurethane coating that provides surfaces with a protective barrier. SMART Black Truck Bed Liner (SMT930) is also available. One Kit of SMART Bed Liner includes:
SMART Truck Bed Liner (SMT93) is a durable K polyurethane coating that provides surfaces with a protective barrier. SMART Black Truck Bed Liner (SMT930) is also available. One Kit of SMART Bed Liner includes:
METAL BLACKENING SYSTEM
 Item #15357 METAL BLACKENING SYSTEM INSTRUCTIONS The Eastwood Metal Blackening System replicates the factory Black Oxide coating found on many automotive bolts and fasteners as well as numerous small parts.
Item #15357 METAL BLACKENING SYSTEM INSTRUCTIONS The Eastwood Metal Blackening System replicates the factory Black Oxide coating found on many automotive bolts and fasteners as well as numerous small parts.
SMART TRUCK BED LINER - BLACK
 SMART Truck Bed Liner (SMT930) is a durable K polyurethane coating that provides surfaces with a protective barrier. SMART Tintable Truck Bed Liner (SMT93) is also available. One Kit of SMART Bed Liner
SMART Truck Bed Liner (SMT930) is a durable K polyurethane coating that provides surfaces with a protective barrier. SMART Tintable Truck Bed Liner (SMT93) is also available. One Kit of SMART Bed Liner
Rust Bullet Automotive FAQ s
 Rust Bullet Automotive FAQ s 1. What is the difference between Rust Bullet Standard (Gold Label) and Rust Bullet Automotive (Silver Label)? Both Rust Bullet Standard and Rust Bullet Automotive are industrial
Rust Bullet Automotive FAQ s 1. What is the difference between Rust Bullet Standard (Gold Label) and Rust Bullet Automotive (Silver Label)? Both Rust Bullet Standard and Rust Bullet Automotive are industrial
CORROSION PROTECTION CORROSION PROTECTION FEATURING RUST MORT RUST SEAL RUST TRAP RUST SHIELD RUST PREVENTER CAVITY WAX UNDERCOATINGS COMPARISON CHART
 CP 0317 CORROSION PROTECTION CORROSION PROTECTION FEATURING RUST MORT RUST SEAL RUST TRAP RUST SHIELD RUST PREVENTER CAVITY WAX UNDERCOATINGS COMPARISON CHART RUST MORT WHEN TO USE IT: For the conversion
CP 0317 CORROSION PROTECTION CORROSION PROTECTION FEATURING RUST MORT RUST SEAL RUST TRAP RUST SHIELD RUST PREVENTER CAVITY WAX UNDERCOATINGS COMPARISON CHART RUST MORT WHEN TO USE IT: For the conversion
RF41 Finish Application
 Uniform Procedures For Collision Repair RF41 Finish Application 1. Description This procedure describes methods for applying paint finishes. Inspection and evaluation requirements are also included. 2.
Uniform Procedures For Collision Repair RF41 Finish Application 1. Description This procedure describes methods for applying paint finishes. Inspection and evaluation requirements are also included. 2.
Application Guide. ATL composites Pty Ltd Tel (+61) Fax (+61)
 Fax (+61)") Repairing, Fairing and Priming : Use these Duratec Products to repair, fair and prime marine composites: Duratec Vinyl Ester Fairing Putty (1810-013 Untinted) Duratec Vinyl Ester Fairing Primer (1799-051
Repairing, Fairing and Priming : Use these Duratec Products to repair, fair and prime marine composites: Duratec Vinyl Ester Fairing Putty (1810-013 Untinted) Duratec Vinyl Ester Fairing Primer (1799-051
OEM APPROVED AND USED
 OEM APPROVED AND USED Pro Form's Pliogrip Truck Line epoxy and urethane adhesives are part of a complete system designed for the most demanding bonding applications in the truck refinish industry. www.proformproducts.com
OEM APPROVED AND USED Pro Form's Pliogrip Truck Line epoxy and urethane adhesives are part of a complete system designed for the most demanding bonding applications in the truck refinish industry. www.proformproducts.com
.6 Liter (20 oz.) Touch Up Spray Gun 126-A
 Touch Up Spray Gun 126-A") .6 Liter (20 oz.) Touch Up Spray Gun 126-A Usage Instructions & Parts List www.fibreglast.com 1.800.821.3283 385 Carr Drive Brookville, OH 45309 Operating Instructions & Suggestions This is a heavy duty
.6 Liter (20 oz.) Touch Up Spray Gun 126-A Usage Instructions & Parts List www.fibreglast.com 1.800.821.3283 385 Carr Drive Brookville, OH 45309 Operating Instructions & Suggestions This is a heavy duty
HOW - TO SCRATCH & DENT REPAIRS
 HOW - TO SCRATCH & DENT REPAIRS Tool And Material Checklist Wax and Grease Remover Sandpaper Assortment and Sanding Block Tack Cloth and Lint-free Cloths Glazing Putty Rubber Contour Squeegee Body Filler
HOW - TO SCRATCH & DENT REPAIRS Tool And Material Checklist Wax and Grease Remover Sandpaper Assortment and Sanding Block Tack Cloth and Lint-free Cloths Glazing Putty Rubber Contour Squeegee Body Filler
ATD-6810 SPRAY GUN W/CUP INSTRUCTION MANUAL
 ATD-6810 SPRAY GUN W/CUP INSTRUCTION MANUAL Read this Instruction Manual carefully and understand it completely, basic precaution should be strictly followed to prevent the damage to the tool and injury
ATD-6810 SPRAY GUN W/CUP INSTRUCTION MANUAL Read this Instruction Manual carefully and understand it completely, basic precaution should be strictly followed to prevent the damage to the tool and injury
January 2007 Product Information D8080
 GLOBAL REFINISH SYSTEM January 2007 Product Information D8080 D8080 UV Cured Primer Surfacer D8403 Surface Degreaser for UV Primer PRODUCT DESCRIPTION D8080 UV Cured Primer Surfacer is a unique UV cured
GLOBAL REFINISH SYSTEM January 2007 Product Information D8080 D8080 UV Cured Primer Surfacer D8403 Surface Degreaser for UV Primer PRODUCT DESCRIPTION D8080 UV Cured Primer Surfacer is a unique UV cured
RF81 Finish Defects. Copyright 1999 Inter-Industry Conference On Auto Collision Repair v.4.0
 Uniform Procedures For Collision Repair UPCR RF81 Finish Defects Copyright 1999 Inter-Industry Conference On Auto Collision Repair v.4.0 1. Description This procedure describes methods for correcting finish
Uniform Procedures For Collision Repair UPCR RF81 Finish Defects Copyright 1999 Inter-Industry Conference On Auto Collision Repair v.4.0 1. Description This procedure describes methods for correcting finish
NAVSEA REVIEWED ASTM F-718. Part A: MS-200 / MS209R D. Gray / MS207R Green / MS205R Red / MS201R White / MS203R Yellow / MS218H Part B
 ASTM F-718 ITW Engineered Polymers, American Safety Technologies (AST) MS-200 Acrylic Epoxy Color Topping PRODUCT DESIGNATIONS Part A: MS-200 / MS209R D. Gray / MS207R Green / MS205R Red / MS201R White
ASTM F-718 ITW Engineered Polymers, American Safety Technologies (AST) MS-200 Acrylic Epoxy Color Topping PRODUCT DESIGNATIONS Part A: MS-200 / MS209R D. Gray / MS207R Green / MS205R Red / MS201R White
Gel Coat Cup Gun 120-A
 Gel Coat Cup Gun 120-A Usage Instructions & Parts List www.fibreglast.com 1.800.821.3283 385 Carr Drive Brookville, OH 45309 Operating Instructions & Suggestions Your model 120-A spray gun is quick and
Gel Coat Cup Gun 120-A Usage Instructions & Parts List www.fibreglast.com 1.800.821.3283 385 Carr Drive Brookville, OH 45309 Operating Instructions & Suggestions Your model 120-A spray gun is quick and
AUTOBASE PLUS SOLID, METALLIC AND PEARL COLORS (HP REDUCERS)
") Page 1 of 5 DESCRIPTION: Autobase Plus basecoat provides excellent coverage, metallic control and sprayability when used to duplicate OEM solid, metallic and pearl color effects. Autobase Plus must be
Page 1 of 5 DESCRIPTION: Autobase Plus basecoat provides excellent coverage, metallic control and sprayability when used to duplicate OEM solid, metallic and pearl color effects. Autobase Plus must be
Flight Compartment. 1. General
 CIRRUS AIRPLANE MAINTENANCE MANUAL Flight Compartment CHAPTER 56-10: FLIGHT COMPARTMENT GENERAL 56-10: FLIGHT COMPARTMENT 1. General The windshield is manufactured of acrylic and is adhesive bonded to
CIRRUS AIRPLANE MAINTENANCE MANUAL Flight Compartment CHAPTER 56-10: FLIGHT COMPARTMENT GENERAL 56-10: FLIGHT COMPARTMENT 1. General The windshield is manufactured of acrylic and is adhesive bonded to
(a) Short-term storage of tubeless wheel assemblies may be stored with the wheel o- ring packing installed between the two halves.
 Short-term storage of tubeless wheel assemblies may be stored with the wheel o- ring packing installed between the two halves.") Manual AWBCMM0001-7.2/USA Section 300 External Design (2) Wheels Stored Without Tires Installed (a) Short-term storage of tubeless wheel assemblies may be stored with the wheel o- ring packing installed
Manual AWBCMM0001-7.2/USA Section 300 External Design (2) Wheels Stored Without Tires Installed (a) Short-term storage of tubeless wheel assemblies may be stored with the wheel o- ring packing installed
TUFCOTE 1.9 HG-D HIGH GLOSS WATERBORNE ACRYLIC DTM (formerly DuPont 72P )
") TUFCOTE 1.9 HG-D (formerly DuPont 72P ) Tufcote 1.9 HG-D is a high gloss, single-package, VOC conforming product (1.9 lbs./gal.) based on waterborne acrylic technology. The resulting coating delivers good
TUFCOTE 1.9 HG-D (formerly DuPont 72P ) Tufcote 1.9 HG-D is a high gloss, single-package, VOC conforming product (1.9 lbs./gal.) based on waterborne acrylic technology. The resulting coating delivers good
NAVSEA REVIEWED ASTM F-718. MS-440G LR, Low Radar Signature Epoxy Nonskid Deck Coating
 ASTM F-718 ITW Engineered Polymers, American Safety Technologies MS-440G LR, Low Radar Signature Epoxy Nonskid Deck Coating PRODUCT DESIGNATIONS Part A: Dark Gray MS434R Part B: MS432H MIL-PRF-24667 If
ASTM F-718 ITW Engineered Polymers, American Safety Technologies MS-440G LR, Low Radar Signature Epoxy Nonskid Deck Coating PRODUCT DESIGNATIONS Part A: Dark Gray MS434R Part B: MS432H MIL-PRF-24667 If
Application and Repair of Autobase Plus Red 3-Stage Colors
 Description Sikkens Autobase Plus Ready Mix (RM) Groundcoat and Midcoat are a unique color package that requires a specialized blend of pigments and toners designed to provide a color match for FA12:RR.
Description Sikkens Autobase Plus Ready Mix (RM) Groundcoat and Midcoat are a unique color package that requires a specialized blend of pigments and toners designed to provide a color match for FA12:RR.
Imron 3.5 HG-C High Gloss Polyurethane Clear
 Imron 3.5 HG-C High Gloss Polyurethane Clear GENERAL DESCRIPTION A high gloss, two-package, 3.5 lbs./gal VOC conforming aliphatic polyurethane enamel clear based on unique Axalta resin technology, producing
Imron 3.5 HG-C High Gloss Polyurethane Clear GENERAL DESCRIPTION A high gloss, two-package, 3.5 lbs./gal VOC conforming aliphatic polyurethane enamel clear based on unique Axalta resin technology, producing
Surface Preparation and Application of Ronass Pipe Shield 1319
 Surface Preparation and Application of Ronass Pipe Shield 1319 RONASS TECHNICAL SUPPORT TEAM WWW.RONASS.COM SUPPORT@RONASS.COM PROTECTIVE COATINGS MARINE COATINGS DECORATIVE COATINGS Introduction Ronass
Surface Preparation and Application of Ronass Pipe Shield 1319 RONASS TECHNICAL SUPPORT TEAM WWW.RONASS.COM SUPPORT@RONASS.COM PROTECTIVE COATINGS MARINE COATINGS DECORATIVE COATINGS Introduction Ronass
44GN098 Water Reducible High Performance Epoxy Primer
 TECHNICAL DATA SHEET Product Description Components is a chrome-free, water reducible, chemically cured, two-component epoxy polyamide primer. Corrosion inhibiting Chemical and solvent resistant Resistant
TECHNICAL DATA SHEET Product Description Components is a chrome-free, water reducible, chemically cured, two-component epoxy polyamide primer. Corrosion inhibiting Chemical and solvent resistant Resistant
SU470LV / SUA470LV OC-35
 A Universal Ancillary Brand OC-35 ONECHOICE is a 1K adhesion promoter for use within all North American markets and is recommended for use under PPG and NEXA AUTOCOLOR branded undercoats and topcoats.
A Universal Ancillary Brand OC-35 ONECHOICE is a 1K adhesion promoter for use within all North American markets and is recommended for use under PPG and NEXA AUTOCOLOR branded undercoats and topcoats.
Application Guide DISTRIBUTED BY:
 DISTRIBUTED BY: Application Guide Meguiar s International Headquarters: Suite 6-7, 20/F Marina House, 68 Hing Man Street, Shaukeiwan, Hong Kong Phone: 852-2967-0202 Fax: 852-2967-6968 MV-81 MV-82 MV-83
DISTRIBUTED BY: Application Guide Meguiar s International Headquarters: Suite 6-7, 20/F Marina House, 68 Hing Man Street, Shaukeiwan, Hong Kong Phone: 852-2967-0202 Fax: 852-2967-6968 MV-81 MV-82 MV-83
Toyota Hydrobase Application
 Toyota Hydrobase Application Basecoat and Fade-out process 1, CLEANING After sanding the surfacer clean the fade-out area with Toyota Hydro Cleaner Dry thoroughly. 2, SANDING The leading edge of the fade-out
Toyota Hydrobase Application Basecoat and Fade-out process 1, CLEANING After sanding the surfacer clean the fade-out area with Toyota Hydro Cleaner Dry thoroughly. 2, SANDING The leading edge of the fade-out
As a high performance anti-graffiti clear-coat or top-coat, as needed over any properly substrate where:
 AG800 ANTI-GRAFFITI CLEAR NORTHSTAR Superior Performance Transportation Anti-Graffiti Clear Coat Description: AG800 is a premium, high solids clear coat that offers outstanding chemical resistance, gloss
AG800 ANTI-GRAFFITI CLEAR NORTHSTAR Superior Performance Transportation Anti-Graffiti Clear Coat Description: AG800 is a premium, high solids clear coat that offers outstanding chemical resistance, gloss
Mix ratio of can kits (by volume): 44GN036 (base component) 44GN036CAT (catalyst component) Reducer (Distilled or Deionized water)
: 44GN036 (base component) 44GN036CAT (catalyst component) Reducer (Distilled or Deionized water)") TECHNICAL DATA SHEET Product Description is a chromated, water reducible, chemically cured, low density epoxy primer. Available in can kits for spray application or in Touch-up Kit for brushing/touch up
TECHNICAL DATA SHEET Product Description is a chromated, water reducible, chemically cured, low density epoxy primer. Available in can kits for spray application or in Touch-up Kit for brushing/touch up
TUFCOTE 3.3 PR HIGH SOLIDS FAST DRY ALKYD PRIMER (formerly DuPont 681 FD )
") TUFCOTE 3.3 PR (formerly DuPont 681 FD ) Tufcote 3.3 PR is an phenolic modified medium oil, lead and chromate free, single-package, VOC conforming primer (3.3 lbs./gal.) based on DuPont alkyd technology.
TUFCOTE 3.3 PR (formerly DuPont 681 FD ) Tufcote 3.3 PR is an phenolic modified medium oil, lead and chromate free, single-package, VOC conforming primer (3.3 lbs./gal.) based on DuPont alkyd technology.
Frequently Asked Questions for Automotive Applications
 Frequently Asked Questions for Automotive Applications Rust Bullet Automotive 1. What is the difference between Rust Bullet Standard formula (Gold Label) and Rust Bullet Automotive formula (Silver Label)?
Frequently Asked Questions for Automotive Applications Rust Bullet Automotive 1. What is the difference between Rust Bullet Standard formula (Gold Label) and Rust Bullet Automotive formula (Silver Label)?
Turbo Plus P488/P486-line. P486- Turbo Plus colour mixes and ready mixed colours. P Turbo Plus Extra Slow MS hardener
 FOR PROFESSIONAL USE ONLY Date of issue : September 2002 Turbo Plus P488/P486-line Products P486- Turbo Plus colour mixes and ready mixed colours P488- Turbo Plus mixing basics P273-083 Turbo Plus Adjuster
FOR PROFESSIONAL USE ONLY Date of issue : September 2002 Turbo Plus P488/P486-line Products P486- Turbo Plus colour mixes and ready mixed colours P488- Turbo Plus mixing basics P273-083 Turbo Plus Adjuster
DESCRIPTION AND OPERATION
 FLIGHT COMPARTMENT 1. DESCRIPTION AND OPERATION The windshield is manufactured of acrylic and is adhesive bonded to the fuselage. Replacement is accomplished by removing the interior trim around the windshield,
FLIGHT COMPARTMENT 1. DESCRIPTION AND OPERATION The windshield is manufactured of acrylic and is adhesive bonded to the fuselage. Replacement is accomplished by removing the interior trim around the windshield,
Removing Rust During Restoration
 Removing Rust During Restoration This Chevelle SS 396 has a deep rust problem on its decklid. This can be removed by acid dipping this body panel wiith a homemade solution and the proper technique. When
Removing Rust During Restoration This Chevelle SS 396 has a deep rust problem on its decklid. This can be removed by acid dipping this body panel wiith a homemade solution and the proper technique. When
NAVSEA REVIEWED ASTM F-718. Chesterton ARC 855N, Ceramic Filled Epoxy Coating
 ASTM F-718 ARC Composite Technology Chesterton ARC 855N, Ceramic Filled Epoxy Coating MIL-PRF-32171 If this product is to be applied as part of a coating system, all components of the system must be as
ASTM F-718 ARC Composite Technology Chesterton ARC 855N, Ceramic Filled Epoxy Coating MIL-PRF-32171 If this product is to be applied as part of a coating system, all components of the system must be as
GENERAL INFORMATION 1 A IMPORTANT INFORMATION
 GENERAL INFORMATION 1 A 23253 IMPORTANT INFORMATION Table of Contents Page How To Use This Manual.................. 1A-1 Page Numbering...................... 1A-1 Introduction..............................
GENERAL INFORMATION 1 A 23253 IMPORTANT INFORMATION Table of Contents Page How To Use This Manual.................. 1A-1 Page Numbering...................... 1A-1 Introduction..............................
OWNER'S MANUAL RED LINE EZ50
 OWNER'S MANUAL RED LINE EZ50 electrostatic powder coating gun Congratulations on your purchase of the RED LINE EZ50 electrostatic powder EZ50 coating gun. You could be a serious hobbyist or a first time
OWNER'S MANUAL RED LINE EZ50 electrostatic powder coating gun Congratulations on your purchase of the RED LINE EZ50 electrostatic powder EZ50 coating gun. You could be a serious hobbyist or a first time
MGFHVLP. Instructions/Parts. Mini Gravity Feed System E. Part No Includes MGFHVLP Mini Gravity Feed Spray Gun and MGC 125 Gravity Cup.
 Instructions/Parts MGFHVLP Mini Gravity Feed System FOR PRODUCT INFORMATION CALL: 1-800-742-7731 309989E For gravity feed spraying of automotive colors and clears. Ideal for touch-up and detail work. Important
Instructions/Parts MGFHVLP Mini Gravity Feed System FOR PRODUCT INFORMATION CALL: 1-800-742-7731 309989E For gravity feed spraying of automotive colors and clears. Ideal for touch-up and detail work. Important
Model No. SP Low Volume Low Pressure (LVLP) Gravity Feed Spray Gun
 Gravity Feed Spray Gun") Model No. SP-33000 Low Volume Low Pressure (LVLP) Gravity Feed Spray Gun - 1 - TABLE OF CONTENTS: 1. Description 2. Specification and Technical Data 3. Important Safety Instruction 4. Instructions for
Model No. SP-33000 Low Volume Low Pressure (LVLP) Gravity Feed Spray Gun - 1 - TABLE OF CONTENTS: 1. Description 2. Specification and Technical Data 3. Important Safety Instruction 4. Instructions for
Introduction to P1: About P1 Coatings and How to Prepare and Spray. United States - 4 December Jeff Bergmann -
 Introduction to P1: About P1 Coatings and How to Prepare and Spray United States - 4 December 2017 - Jeff Bergmann - jeff@eyecandycustomz.com INTRODUCTION AND APPLICATION GUIDE 1 Company Background Based
Introduction to P1: About P1 Coatings and How to Prepare and Spray United States - 4 December 2017 - Jeff Bergmann - jeff@eyecandycustomz.com INTRODUCTION AND APPLICATION GUIDE 1 Company Background Based
(Autobase Plus Metallic) 1x1 Increase distance and apply a metallic orientation coat if necessary.
 1x1 Increase distance and apply a metallic orientation coat if necessary.") Description Autobase Plus basecoat provides excellent coverage, metallic control and sprayability when used to duplicate OEM solid, metallic and pearl color effects. Autobase Plus must be used in conjunction
Description Autobase Plus basecoat provides excellent coverage, metallic control and sprayability when used to duplicate OEM solid, metallic and pearl color effects. Autobase Plus must be used in conjunction
LR8123 Anti-Fret Primer. Corrosion inhibiting properties Rapid drying Anti-fret
 Anti-Fret Primer TECHNICAL DATA SHEET Product Description Components is a two pack, anti-fret primer based on an etch primer with the addition of molybdenum disulphide. is designed to prevent fretting
Anti-Fret Primer TECHNICAL DATA SHEET Product Description Components is a two pack, anti-fret primer based on an etch primer with the addition of molybdenum disulphide. is designed to prevent fretting
Restoring Corrosion Protection Following Repair
 SECTION 501-35: Body Repairs 2009 Mustang Workshop Manual GENERAL PROCEDURES Procedure revision date: 09/05/2008 Restoring Corrosion Protection Following Repair Special Tool(s) Rust Inhibitor Installation
SECTION 501-35: Body Repairs 2009 Mustang Workshop Manual GENERAL PROCEDURES Procedure revision date: 09/05/2008 Restoring Corrosion Protection Following Repair Special Tool(s) Rust Inhibitor Installation
USE and MAINTENANCE INSTRUCTION MANUAL W-300 W-300 WB LPH-300 GRAVITY. SPRAY GUN Series. en it fr es pt de se
 USE and MAINTENANCE INSTRUCTION MANUAL W-300 W-300 WB LPH-300 GRAVITY SPRAY GUN Series en it fr es pt de se TECHNICAL DATA High T.E.C. series Nozzle_Needle set Combination W-300 WB W-300 W-300-081G 0.8
USE and MAINTENANCE INSTRUCTION MANUAL W-300 W-300 WB LPH-300 GRAVITY SPRAY GUN Series en it fr es pt de se TECHNICAL DATA High T.E.C. series Nozzle_Needle set Combination W-300 WB W-300 W-300-081G 0.8
USE and MAINTENANCE INSTRUCTION MANUAL AZ3 HTE2 AZ3 HTE2 HVLP GRAVITY. SPRAY GUN Series. en it fr es pt de se
 USE and MAINTENANCE INSTRUCTION MANUAL AZ3 HTE2 AZ3 HTE2 HVLP GRAVITY SPRAY GUN Series en it fr es pt de se TECHNICAL DATA Technical AZ3 HTE2 AZ3 HTE2 HVLP 1.0 80 180 1.3 10-15HTE 140 200 240 1.5 2.0 160
USE and MAINTENANCE INSTRUCTION MANUAL AZ3 HTE2 AZ3 HTE2 HVLP GRAVITY SPRAY GUN Series en it fr es pt de se TECHNICAL DATA Technical AZ3 HTE2 AZ3 HTE2 HVLP 1.0 80 180 1.3 10-15HTE 140 200 240 1.5 2.0 160
Ensure the boat is completely out of the water and that you are in compliance with local environmental regulations prior to starting.
 Wipe New Marine Application Guide Wipe New Marine represents a fundamental change in boat appearance and protection technology. Our advanced formulations offer unprecedented levels of corrosion and UV
Wipe New Marine Application Guide Wipe New Marine represents a fundamental change in boat appearance and protection technology. Our advanced formulations offer unprecedented levels of corrosion and UV
Top Side Door Door Model Work Area Height Door Options Opening Opening Gun Options Weight
 FLOOR MODEL STEEL CABINETS 40403 40413 Standard Features for All Models 100 CFM dust collector included with all steel cabinets HD 14 gauge steel - welded seams Full width top door Optional additional
FLOOR MODEL STEEL CABINETS 40403 40413 Standard Features for All Models 100 CFM dust collector included with all steel cabinets HD 14 gauge steel - welded seams Full width top door Optional additional
Airless Spray Gun INSTRUCTIONS DP psi (345 bar) Maximum Working Pressure
 Maximum Working Pressure") INSTRUCTIONS DP-6376 Airless Spray Gun 5000 psi (345 bar) Maximum Working Pressure INSTRUCTIONS This manual contains important warnings and information. READ AND KEEP FOR REFERENCE. Table of Contents Warnings......................................
INSTRUCTIONS DP-6376 Airless Spray Gun 5000 psi (345 bar) Maximum Working Pressure INSTRUCTIONS This manual contains important warnings and information. READ AND KEEP FOR REFERENCE. Table of Contents Warnings......................................
Application and Production Guide for the WB Series EMI/RFI Shielding Coatings. [i]
![Application and Production Guide for the WB Series EMI/RFI Shielding Coatings. [i]](/thumbs/93/111131228.jpg "Application and Production Guide for the WB Series EMI/RFI Shielding Coatings. [i]") [i] Table of Contents Introduction... 1 Product Mixing... 2 Hand Mixing... 2 Paint Shaker Mixing... 2 High Lift Propeller Mixing... 2 Coating Dilution Ratios... 3 Substrate Preparation... 3 Cleaning...
[i] Table of Contents Introduction... 1 Product Mixing... 2 Hand Mixing... 2 Paint Shaker Mixing... 2 High Lift Propeller Mixing... 2 Coating Dilution Ratios... 3 Substrate Preparation... 3 Cleaning...
SUPERHONE Installation * Operation * Maintenance * Replacement Parts
 SUPERHONE Installation * Operation * Maintenance * Replacement Parts I.C.M., Inc. 10630 South Garfield Avenue South Gate, CA 90280-7395 Telephone: 562/869-3004 888/351-2570 Fax: 562/869-3005 Website: www.icm2000.com
SUPERHONE Installation * Operation * Maintenance * Replacement Parts I.C.M., Inc. 10630 South Garfield Avenue South Gate, CA 90280-7395 Telephone: 562/869-3004 888/351-2570 Fax: 562/869-3005 Website: www.icm2000.com
MAXMEYER VOC Low Gloss Clearcoats 0720, 0760
 PRODUCT DESCRIPTION The MaxMeyer VOC low gloss clearcoats are designed for use over AQUAMAX Extra waterborne basecoat and Paraglaze Basecoat. 0720 MaxMeyer VOC Matt Clearcoat and 0760 MaxMeyer VOC Semi-Gloss
PRODUCT DESCRIPTION The MaxMeyer VOC low gloss clearcoats are designed for use over AQUAMAX Extra waterborne basecoat and Paraglaze Basecoat. 0720 MaxMeyer VOC Matt Clearcoat and 0760 MaxMeyer VOC Semi-Gloss
T1-Titanium Non-HVLP Spray Gun
 T1-Titanium Non-HVLP Spray Gun THE SPRAY GUN PEOPLE FOR PRODUCT INFORMATION CALL: 1-800-742-7731 Important Safety Instructions Read all warnings and instructions in this manual. Save these instructions.
T1-Titanium Non-HVLP Spray Gun THE SPRAY GUN PEOPLE FOR PRODUCT INFORMATION CALL: 1-800-742-7731 Important Safety Instructions Read all warnings and instructions in this manual. Save these instructions.
NAVSEA REVIEWED ASTM F-718. Part A: 600D02 (Gray); 600D30 (Light Gray); and 600T04 (Buff) Part B: 610C02
; 600D30 (Light Gray); and 600T04 (Buff) Part B: 610C02") Randolph Products ASTM F-718 Randogrip Metal Primer PRODUCT DESIGNATIONS Part A: 600D02 (Gray); 600D30 (Light Gray); and 600T04 (Buff) Part B: 610C02 MIL-PRF-24667 If this product is to be applied as part
Randolph Products ASTM F-718 Randogrip Metal Primer PRODUCT DESIGNATIONS Part A: 600D02 (Gray); 600D30 (Light Gray); and 600T04 (Buff) Part B: 610C02 MIL-PRF-24667 If this product is to be applied as part
MACH 1A HVLP (MACH 1AV HVLP) Automatic Airspray Gun
 Automatic Airspray Gun") MACH 1A HVLP (MACH 1AV HVLP) Automatic Airspray Gun Your new Binks MACH 1A HVLP Automatic Spray Gun is exceptionally rugged in construction, and is built to stand up under hard, continuous use. However,
MACH 1A HVLP (MACH 1AV HVLP) Automatic Airspray Gun Your new Binks MACH 1A HVLP Automatic Spray Gun is exceptionally rugged in construction, and is built to stand up under hard, continuous use. However,
D Instructions/Parts. Siphon Feed Detail Spray Gun D
 Instructions/Parts D-5-55 Siphon Feed Detail Spray Gun FOR PRODUCT INFORMATION CALL: 1-800-742-7731 309991D Important Safety Instructions Read all warnings and instructions in this manual. Save these instructions.
Instructions/Parts D-5-55 Siphon Feed Detail Spray Gun FOR PRODUCT INFORMATION CALL: 1-800-742-7731 309991D Important Safety Instructions Read all warnings and instructions in this manual. Save these instructions.
PRESSURISED SANDBLASTER MODEL NO: CPSB100B PART NO: OPERATION & MAINTENANCE INSTRUCTIONS
 PRESSURISED SANDBLASTER MODEL NO: CPSB100B PART NO: 7640133 OPERATION & MAINTENANCE INSTRUCTIONS ORIGINAL INSTRUCTIONS GC0218 ISS1 INTRODUCTION Thank you for purchasing this CLARKE Pressurised Sandblaster.
PRESSURISED SANDBLASTER MODEL NO: CPSB100B PART NO: 7640133 OPERATION & MAINTENANCE INSTRUCTIONS ORIGINAL INSTRUCTIONS GC0218 ISS1 INTRODUCTION Thank you for purchasing this CLARKE Pressurised Sandblaster.
GRAVITY FEED SPRAY GUN & CUP SPECIFICATIONS. Operating Instructions Warning Information Parts Breakdown. Fluid Orifice mm. Air Inlet:...
 Operating Instructions Warning Information Parts Breakdown SPECIFICATIONS Fluid Orifice... 1.4mm Air Inlet:...1/4 NPT Rec. Max. Inlet Pressure:...50 PSI CFM:... 3.1 at 50 PSI Nozzle Pressure... 10 PSI
Operating Instructions Warning Information Parts Breakdown SPECIFICATIONS Fluid Orifice... 1.4mm Air Inlet:...1/4 NPT Rec. Max. Inlet Pressure:...50 PSI CFM:... 3.1 at 50 PSI Nozzle Pressure... 10 PSI
TAILGATE APPLIQUE SEPARATION TSB
 TAILGATE APPLIQUE SEPARATION TSB 11-4-11 FORD: 2009-2011 F-150 This article supersedes TSB 10-15-9 to update the 2. Apply masking tape over the tailgate badges vehicle model years, Service Procedure and
TAILGATE APPLIQUE SEPARATION TSB 11-4-11 FORD: 2009-2011 F-150 This article supersedes TSB 10-15-9 to update the 2. Apply masking tape over the tailgate badges vehicle model years, Service Procedure and
PRESSURISED SANDBLASTER MODEL NO: CPSB200B
 PRESSURISED SANDBLASTER MODEL NO: CPSB200B PART NO: 7640134 OPERATION & MAINTENANCE INSTRUCTIONS ORIGINAL INSTRUCTIONS GC0218 ISS 1 INTRODUCTION Thank you for purchasing this CLARKE Pressurised Sandblaster.
PRESSURISED SANDBLASTER MODEL NO: CPSB200B PART NO: 7640134 OPERATION & MAINTENANCE INSTRUCTIONS ORIGINAL INSTRUCTIONS GC0218 ISS 1 INTRODUCTION Thank you for purchasing this CLARKE Pressurised Sandblaster.
Pre-Installation. Surface Preparation TRAFFIC STRIPES, EPOXY RESIN
 3-11-2013 Traffic Stripes TRAFFIC STRIPES, EPOXY RESIN Pre-Installation Striping Plan The contractor is required to submit the striping plan 20 days prior to beginning striping operations to the RE for
3-11-2013 Traffic Stripes TRAFFIC STRIPES, EPOXY RESIN Pre-Installation Striping Plan The contractor is required to submit the striping plan 20 days prior to beginning striping operations to the RE for
PosiTest. Pull-Off Adhesion Tester. INSTRUCTION MANUAL v PosiTest AT-M (manual) PosiTest AT-A (automatic)
 PosiTest AT-A (automatic)") PosiTest Pull-Off Adhesion Tester INSTRUCTION MANUAL v. 4.0 PosiTest AT-M (manual) PosiTest AT-A (automatic) Introduction The portable, hand-operated PosiTest Pull-Off Adhesion Tester measures the force
PosiTest Pull-Off Adhesion Tester INSTRUCTION MANUAL v. 4.0 PosiTest AT-M (manual) PosiTest AT-A (automatic) Introduction The portable, hand-operated PosiTest Pull-Off Adhesion Tester measures the force
3M Abrasive Systems Random Orbital Abrasive Disc Portfolio. Sanding & Finishing. Solutions. see inside. Distributed by:
 3M Abrasive Systems Random Orbital Abrasive Disc Portfolio Sanding & Finishing Solutions! cs NsEivW e Dis Abra see inside Distributed by: The 3M Value The RIGHT Abrasives NEW Products NEW! Look for this
3M Abrasive Systems Random Orbital Abrasive Disc Portfolio Sanding & Finishing Solutions! cs NsEivW e Dis Abra see inside Distributed by: The 3M Value The RIGHT Abrasives NEW Products NEW! Look for this
Desoprime CF/CA7502E Chrome-Free Epoxy Primer
 TECHNICAL DATA SHEET Product Description is a chrome-free, epoxy primer designed for exterior aircraft application. possesses corrosion resistance similar to chromated primers when applied over DesoGel
TECHNICAL DATA SHEET Product Description is a chrome-free, epoxy primer designed for exterior aircraft application. possesses corrosion resistance similar to chromated primers when applied over DesoGel
Spray Guns. Trans-Tech, HVLP & Conventional Advanced Technologies for the optimal mix of performance, ergonomics & efficiency
 Spray Guns P E R F O R M A N C E S E R I E S AUTOMATIC MANUAL TOUCH-UP Trans-Tech, HVLP & Conventional Advanced Technologies for the optimal mix of performance, ergonomics & efficiency www.devilbiss.com
Spray Guns P E R F O R M A N C E S E R I E S AUTOMATIC MANUAL TOUCH-UP Trans-Tech, HVLP & Conventional Advanced Technologies for the optimal mix of performance, ergonomics & efficiency www.devilbiss.com
36-1 DP PLEASE READ BEFORE USING THIS EQUIPMENT
 36-1 DP PLEASE READ BEFORE USING THIS EQUIPMENT DP 36-1 Assembly Instructions PLEASE READ INSTRUCTIONS COMPLETELY BEFORE STARTING We thank you for purchasing the DP-36 pressure system. This system has
36-1 DP PLEASE READ BEFORE USING THIS EQUIPMENT DP 36-1 Assembly Instructions PLEASE READ INSTRUCTIONS COMPLETELY BEFORE STARTING We thank you for purchasing the DP-36 pressure system. This system has
Panel Bonding Adhesive
 Panel Bonding Adhesive Technical Data August 2017 Product Description 3M Panel Bonding Adhesive is a two-part epoxy adhesive which provides extended work-time but can be rapidly cured with heat. 3M Panel
Panel Bonding Adhesive Technical Data August 2017 Product Description 3M Panel Bonding Adhesive is a two-part epoxy adhesive which provides extended work-time but can be rapidly cured with heat. 3M Panel
AGA Touch Up & Repair Videos. 35% inconsistency/ difference in appearance main factor
 Poor quality touch-up & repair leads to eventual maintenance by the user Specifier Survey: 12% users, 30% non-users quoted aesthetics as primary reason to avoid HDG 35% inconsistency/ difference in appearance
Poor quality touch-up & repair leads to eventual maintenance by the user Specifier Survey: 12% users, 30% non-users quoted aesthetics as primary reason to avoid HDG 35% inconsistency/ difference in appearance
SAFETY. Copyright 2001 DaimlerChrysler Motors Corporation
 SAFETY This publication s purpose is to provide technical training information to individuals in the automotive trade. All test and repair procedures must be performed in accordance with the manufacturers
SAFETY This publication s purpose is to provide technical training information to individuals in the automotive trade. All test and repair procedures must be performed in accordance with the manufacturers
2015 (LA) Challenger SRT Hellcat
 Challenger SRT Hellcat") NUMBER: 23-031-14 GROUP: Body DATE: October 16, 2014 This bulletin is supplied as technical information only and is not an authorization for repair. No part of this publication may be reproduced, stored
NUMBER: 23-031-14 GROUP: Body DATE: October 16, 2014 This bulletin is supplied as technical information only and is not an authorization for repair. No part of this publication may be reproduced, stored
9008C (Slow Reducer) or 9008C2 (Reducer) or 9008C4 (Fast Reducer)
 or 9008C2 (Reducer) or 9008C4 (Fast Reducer)") TECHNICAL DATA SHEET Product Description Desothane HD is a pigmented base coat designed for use with clear coat B0900D. The Base coat / clear coat system provides extended service life, improved buffability,
TECHNICAL DATA SHEET Product Description Desothane HD is a pigmented base coat designed for use with clear coat B0900D. The Base coat / clear coat system provides extended service life, improved buffability,
Expedition Front Bumper Instructions
 Expedition Front Bumper Instructions QTY 3D PN. FCS PART NUMBER DESCRIPTION 1 691256 A 8 E X D - 1 7 B 635-AAPLN FRONT BUMPER REPLACEMENT HARDWARE SUPPLIED 10 SELF TAPING SCREWS -10 for Front Bumper PLASTIC
Expedition Front Bumper Instructions QTY 3D PN. FCS PART NUMBER DESCRIPTION 1 691256 A 8 E X D - 1 7 B 635-AAPLN FRONT BUMPER REPLACEMENT HARDWARE SUPPLIED 10 SELF TAPING SCREWS -10 for Front Bumper PLASTIC
Pro Gun (Model: UCpro and UCPro Plus)
") Undercoating/Rustproofing Pro Gun (Model: UCpro and UCPro Plus) Professional Undercoating and Rustproofing gun designed to apply protective coatings such as waterborne and solvent based under coatings,
Undercoating/Rustproofing Pro Gun (Model: UCpro and UCPro Plus) Professional Undercoating and Rustproofing gun designed to apply protective coatings such as waterborne and solvent based under coatings,
June 2014 Product Information D8082
 GLOBAL REFINISH SYSTEM June 2014 Product Information D8082 D8082 UV - Cured Primer Surfacer D8783 Activator for UV-Cured Primer Surfacer PRODUCT DESCRIPTION D8082 UV-Cured Primer Surfacer offers a route
GLOBAL REFINISH SYSTEM June 2014 Product Information D8082 D8082 UV - Cured Primer Surfacer D8783 Activator for UV-Cured Primer Surfacer PRODUCT DESCRIPTION D8082 UV-Cured Primer Surfacer offers a route
Compy Model: HPL-1 Instructions
 Compy Model: HPL-1 Instructions Installation Standard kit includes materials needed to convert one side of a typical boat or utility trailer axle spindle(s) up to three axle spindles per side can be manifolded
Compy Model: HPL-1 Instructions Installation Standard kit includes materials needed to convert one side of a typical boat or utility trailer axle spindle(s) up to three axle spindles per side can be manifolded
Features and Specifications for Impact Wrenches
 Pneumatic Air Tools Version 2017 Revised 06/2017 Email your order to: sales@polyconn.com or fax to (763) 398-2590. www.polyconn.com. Questions call: (763)559-0388 3062 Ranchview Lane North. Plymouth, MN
Pneumatic Air Tools Version 2017 Revised 06/2017 Email your order to: sales@polyconn.com or fax to (763) 398-2590. www.polyconn.com. Questions call: (763)559-0388 3062 Ranchview Lane North. Plymouth, MN
ATD PIECE HVLP SPRAY GUN SET INSTRUCTION MANUAL
 ATD-6904 6 PIECE HVLP SPRAY GUN SET INSTRUCTION MANUAL Read this manual carefully and understand it completely. Retain manual for future use. Always follow safety precautions to prevent personal injury
ATD-6904 6 PIECE HVLP SPRAY GUN SET INSTRUCTION MANUAL Read this manual carefully and understand it completely. Retain manual for future use. Always follow safety precautions to prevent personal injury
AirPro Advanced Spraying Technology for Automotive, Metal, Wood, Waterborne, High Wear and Adhesive Applications
 AirPro Advanced Spraying Technology for Automotive, Metal, Wood, Waterborne, High Wear and Adhesive Applications AirPro Air Spray Gun Advanced Spraying Technology Whether you are a custom shop or a high
AirPro Advanced Spraying Technology for Automotive, Metal, Wood, Waterborne, High Wear and Adhesive Applications AirPro Air Spray Gun Advanced Spraying Technology Whether you are a custom shop or a high
Standard and Conical AN Series Air Spray Nozzles
 Instruction Sheet P/N 107967E Standard and Conical AN Series Air Spray Nozzles Introduction The Nordson air spray nozzles described in this instruction sheet are categorized by their type of spray pattern:
Instruction Sheet P/N 107967E Standard and Conical AN Series Air Spray Nozzles Introduction The Nordson air spray nozzles described in this instruction sheet are categorized by their type of spray pattern:
Product Data Sheet February 2016
 Product Data Sheet February 2016 INTERNATIONAL MASTER FOR PROFESSIONAL USE ONLY 2K Matt Textured Clearcoat System Product Description Clearcoat Semi Gloss P190-6659 HS Plus Express Clearcoat Fine Texturing
Product Data Sheet February 2016 INTERNATIONAL MASTER FOR PROFESSIONAL USE ONLY 2K Matt Textured Clearcoat System Product Description Clearcoat Semi Gloss P190-6659 HS Plus Express Clearcoat Fine Texturing
Biodiesel Unit Lesson 2
 Terminal Objective 2: produce biodiesel Biodiesel Unit Lesson 2 Performance Objective 2: Given unused cooking oil, necessary equipment and chemicals, produce biodiesel that is free of soap, dry, and ready
Terminal Objective 2: produce biodiesel Biodiesel Unit Lesson 2 Performance Objective 2: Given unused cooking oil, necessary equipment and chemicals, produce biodiesel that is free of soap, dry, and ready
Electronic Paint- Thickness Gauges What They Are, and Why You Need Them
 By Kevin Farrell Electronic Paint- Thickness Gauges What They Are, and Why You Need Them Measuring the paint in microns. The reading of 125 microns is a fairly normal factory reading. This shows that the
By Kevin Farrell Electronic Paint- Thickness Gauges What They Are, and Why You Need Them Measuring the paint in microns. The reading of 125 microns is a fairly normal factory reading. This shows that the
INSTRUCTIONS. US Patent Pending HVLP Turbine Guns
 INSTRUCTIONS 309317 INSTRUCTIONS This manual contains important warnings and information. READ AND KEEP FOR REFERENCE. Rev. A US Patent Pending HVLP Turbine Guns 10 psi (0.07 MPa,.7 bar) Maximum Inlet
INSTRUCTIONS 309317 INSTRUCTIONS This manual contains important warnings and information. READ AND KEEP FOR REFERENCE. Rev. A US Patent Pending HVLP Turbine Guns 10 psi (0.07 MPa,.7 bar) Maximum Inlet
GENERAL FIBERGLASS REPAIR SEQUENCE FOR SCRATCHES AND SCUFFS
 GENERAL FIBERGLASS REPAIR SEQUENCE FOR MINOR SCRATCHES AND SCUFFS Bigfoot Industries (2010) Inc. 4114 Crozier Road Armstrong, BC Canada VOE1B6 Phone: 250.546.2155 Fax: 250.546.2166 Email: bigfoot@bigfootrv.com
GENERAL FIBERGLASS REPAIR SEQUENCE FOR MINOR SCRATCHES AND SCUFFS Bigfoot Industries (2010) Inc. 4114 Crozier Road Armstrong, BC Canada VOE1B6 Phone: 250.546.2155 Fax: 250.546.2166 Email: bigfoot@bigfootrv.com
Chemical Price List Effective
 Chemical Price List Effective 10-1-2015 www.mobileclean.com 615.885.4343 1.888.649.6449 MSI mobile systems M4102K Subs Hand Car & Truck Wash Kit - 2 DR MSI Super Kits Our Subs Hand Car & Truck Wash Kit
Chemical Price List Effective 10-1-2015 www.mobileclean.com 615.885.4343 1.888.649.6449 MSI mobile systems M4102K Subs Hand Car & Truck Wash Kit - 2 DR MSI Super Kits Our Subs Hand Car & Truck Wash Kit
LINE PAINT SPRAY GUN VERFPISTOOL INSTRUCTION MANUAL HANDLEIDING FAT-0111 FAT-0111 EN NL. Zhong Nan Trading CO., Gompertsstraat nr.
 Operation manual and security instructions inside the box. Use safety glasses. Keep this tool away from children. Ford Motor Company trademarks and trade dress used under license to Nine HKG, Ltd. fordmotorcompany.com
Operation manual and security instructions inside the box. Use safety glasses. Keep this tool away from children. Ford Motor Company trademarks and trade dress used under license to Nine HKG, Ltd. fordmotorcompany.com
PRESSURISED SANDBLASTER
 PRESSURISED SANDBLASTER MODEL NO: CPSB200 PART NO: 7640128 OPERATION & MAINTENANCE INSTRUCTIONS LS1211 INTRODUCTION Thank you for purchasing this Clarke Pressurised Sandblaster. Before you try to use this
PRESSURISED SANDBLASTER MODEL NO: CPSB200 PART NO: 7640128 OPERATION & MAINTENANCE INSTRUCTIONS LS1211 INTRODUCTION Thank you for purchasing this Clarke Pressurised Sandblaster. Before you try to use this
2010+ Flush Mount Louver Installation Instructions
 P/N S297-300 Made in USA US Patent D551141 2010+ Flush Mount Louver Installation Instructions Thank you for your purchase of SilverHorse Racing products. Please read all directions before beginning the
P/N S297-300 Made in USA US Patent D551141 2010+ Flush Mount Louver Installation Instructions Thank you for your purchase of SilverHorse Racing products. Please read all directions before beginning the
PENBERTHY FROST PROOF EXTENSION INSTALLATION, OPERATION AND MAINTENANCE INSTRUCTIONS
 Before installation these instructions must be read fully and understood PRODUCT WARRANTY Emerson warrants its Penberthy products as designed and manufactured to be free of defects in the material and
Before installation these instructions must be read fully and understood PRODUCT WARRANTY Emerson warrants its Penberthy products as designed and manufactured to be free of defects in the material and
10P20-44 High Solids Epoxy Primer
 Product Group High solids epoxy primer Characteristics Product Information - A high solids urethane compatible, Skydrol resistant primer for the exterior of aircraft. It provides excellent corrosion resistance
Product Group High solids epoxy primer Characteristics Product Information - A high solids urethane compatible, Skydrol resistant primer for the exterior of aircraft. It provides excellent corrosion resistance
BVM Tips and How To s
 Flying Surface Spot Repair With paint blending and color matching See also Skin Patching, Color Matching, and Wing Ding Repair on www.bvmjets.com/tips and How To s Skin Patching describes one method of
Flying Surface Spot Repair With paint blending and color matching See also Skin Patching, Color Matching, and Wing Ding Repair on www.bvmjets.com/tips and How To s Skin Patching describes one method of
PB900-GT SLOTBLASTER D-A PLEASE READ BEFORE USING THIS EQUIPMENT
 PB900-GT SLOTBLASTER 101760D-A PLEASE READ BEFORE USING THIS EQUIPMENT PB900-GT Assembly Instructions PLEASE READ INSTRUCTIONS COMPLETELY BEFORE STARTING We thank you for purchasing the PB900-GT pressure
PB900-GT SLOTBLASTER 101760D-A PLEASE READ BEFORE USING THIS EQUIPMENT PB900-GT Assembly Instructions PLEASE READ INSTRUCTIONS COMPLETELY BEFORE STARTING We thank you for purchasing the PB900-GT pressure
327. Repairing the bent and cracked fenders Tap out the dents from the back side of the fender with a fender hammer.
 Chapter 11 - Fender Repair (Video Clip 11) 327. Repairing the bent and cracked fenders. 328. Tap out the dents from the back side of the fender with a fender hammer. 329. Reform the fender edges by tapping
Chapter 11 - Fender Repair (Video Clip 11) 327. Repairing the bent and cracked fenders. 328. Tap out the dents from the back side of the fender with a fender hammer. 329. Reform the fender edges by tapping
TAM International, Inc. QI Visible Magnetic Particle Inspection
 TAM International, Inc. QI-8.2.4-12 Visible Magnetic Particle Inspection Approved by Quality Assurance Manager Signature/Date: Greg Fletcher Reviewed by Sr. Quality Analyst Signature/Date: Thomas Young
TAM International, Inc. QI-8.2.4-12 Visible Magnetic Particle Inspection Approved by Quality Assurance Manager Signature/Date: Greg Fletcher Reviewed by Sr. Quality Analyst Signature/Date: Thomas Young
NAVSEA REVIEWED ASTM F-718. SeaVoyage Copper Free Antifoulant; N51R301 Red, N51B301 Black, N51L301 Blue
 ASTM F-718 The Sherwin Williams Company SeaVoyage Copper Free Antifoulant PRODUCT DESIGNATIONS SeaVoyage Copper Free Antifoulant; N51R301 Red, N51B301 Black, N51L301 Blue MIL-PRF-24647 If this product
ASTM F-718 The Sherwin Williams Company SeaVoyage Copper Free Antifoulant PRODUCT DESIGNATIONS SeaVoyage Copper Free Antifoulant; N51R301 Red, N51B301 Black, N51L301 Blue MIL-PRF-24647 If this product
TECHNICAL DATA SHEET CA8000. Desothane HS CA8000 Polyurethane Topcoat (EMEA) Product Description. Components. Specifications
 Product Description. Components. Specifications") TECHNICAL DATA SHEET Product Description Desothane HS is a low VOC, polyurethane topcoat used to provide protection and decoration to aircraft exterior surfaces. topcoat is designed to be applied over
TECHNICAL DATA SHEET Product Description Desothane HS is a low VOC, polyurethane topcoat used to provide protection and decoration to aircraft exterior surfaces. topcoat is designed to be applied over
Requests for Daily Care and Maintenance
 Inkjet printer JFX200-2513 Requests for Daily Care and Maintenance This machine is a precision machine equipped with extremely fine mechanisms. Especially, the nozzle surface of the heads from which the
Inkjet printer JFX200-2513 Requests for Daily Care and Maintenance This machine is a precision machine equipped with extremely fine mechanisms. Especially, the nozzle surface of the heads from which the
MANUFACTURER S MANUFACTURER, INC.
 MADE IN THE USA MANUFACTURER S MANUFACTURER, INC. Manufacturer s Manufacturer, Inc. Lancaster, CA P r o fe s s i o n a l Pa i n t E q u i p m e n t B o d y E q u i p m e n t S t o r a g e S o l u t i o
MADE IN THE USA MANUFACTURER S MANUFACTURER, INC. Manufacturer s Manufacturer, Inc. Lancaster, CA P r o fe s s i o n a l Pa i n t E q u i p m e n t B o d y E q u i p m e n t S t o r a g e S o l u t i o
SIPHON FEED SANDBLASTER
 SIPHON FEED SANDBLASTER MODEL NO: CSB10 PART NO: 7640117 OPERATION & MAINTENANCE INSTRUCTIONS LS0513 INTRODUCTION Thank you for purchasing this Clarke siphon feed sandblaster. Before you try to use this
SIPHON FEED SANDBLASTER MODEL NO: CSB10 PART NO: 7640117 OPERATION & MAINTENANCE INSTRUCTIONS LS0513 INTRODUCTION Thank you for purchasing this Clarke siphon feed sandblaster. Before you try to use this
Imron 3.4 HG-C High Gloss Polyurethane Clear
 Imron 3.4 HG-C High Gloss Polyurethane Clear GENERAL DESCRIPTION A high gloss, two-package, 3.4 lbs./gal VOC conforming aliphatic polyurethane enamel clear based on unique Axalta resin technology, producing
Imron 3.4 HG-C High Gloss Polyurethane Clear GENERAL DESCRIPTION A high gloss, two-package, 3.4 lbs./gal VOC conforming aliphatic polyurethane enamel clear based on unique Axalta resin technology, producing