Hydroprocessing: Hydrotreating & Hydrocracking. Chapters 7 & 9
|
|
|
- Hope Osborne
- 6 years ago
- Views:
Transcription

1 Hydroprocessing: Hydrotreating & Hydrocracking Chapters 7 & 9
2 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization Naphtha Hydrotreating Naphtha Reforming Isomerate Polymerization Naphtha Alkylate Reformate Naphtha Aviation Gasoline Automotive Gasoline Solvents Atmospheric Distillation Crude Oil Desalter Vacuum Distillation AGO LVGO HVGO Distillate Gas Oil Hydrotreating Kerosene Fluidized Catalytic Cracking Hydrocracking Cat Distillates Cycle Oils Cat Naphtha Fuel Oil Distillate Hydrotreating Treating & Blending Jet Fuels Kerosene Solvents Heating Oils Diesel Residual Fuel Oils DAO Solvent Deasphalting Coker Naphtha SDA Bottoms Naphtha Asphalts Vacuum Residuum Visbreaking Coking Heavy Coker Gas Oil Light Coker Gas Oil Distillates Fuel Oil Bottoms Solvent Dewaxing Lube Oil Waxes Lubricant Greases Waxes Coke 2
3 U.S. Refinery Implementation of Hydrotreating EIA, Jan. 1, 2017 database, published June
4 U.S. Refinery Implementation of Hydrocracking EIA, Jan. 1, 2017 database, published June

5 Purpose Hydrotreating Remove hetero atoms & saturate carbon carbon bonds Sulfur, nitrogen, oxygen, & metals removed Olefinic & aromatic bonds saturated Minimal cracking Minimal conversion 10% to 20% typical Products suitable for further processing or final blending Reforming, catalytic cracking, hydrocracking Hydrocracking Severe form of hydroprocessing Break carbon carbon bonds Drastic reduction of molecular weight Reduce average molecular weight & produce higher yields of fuel products 50%+ conversion Products more appropriate for diesel than gasoline Technology.pdf 5
6 Example Hydrogen Usage Refining Overview Petroleum Processes & Products, by Freeman Self, Ed Ekholm, & Keith Bowers, AIChE CD ROM,
7 Characteristics of Petroleum Products Hydrocracking: hydrogen addition to minimize coke formation Refining Overview Petroleum Processes & Products, by Freeman Self, Ed Ekholm, & Keith Bowers, AIChE CD ROM,
8 Characteristics of Petroleum Products Hydrotreating: just enough conversion to remove undesirable atoms; hydrogen addition for atom removal Refining Overview Petroleum Processes & Products, by Freeman Self, Ed Ekholm, & Keith Bowers, AIChE CD ROM,
9 Hydroprocessing Trends Hydrogen is ubiquitous in refinery & expected to increase Produces higher yields & upgrade the quality of fuels The typical refinery runs at a hydrogen deficit As hydroprocessing becomes more prevalent, this deficit will increase As hydroprocessing progresses in severity, the hydrogen demands increase dramatically Driven by several factors Increased use of hydrodesulfurization for low sulfur fuels Heavier & higher sulfur crudes Reduction in demand for heavy fuel oil More complete protection of FCCU catalysts Demand for high quality coke Increased production of diesel 9
10 Sources of Hydrogen in a Refinery By product from other processes Catalytic Reformer Most important source of hydrogen for the refiner Continuously regenerated reformer: 90 vol% Semi continuously regenerated reformer: 80 vol% FCCU Offgas 5 vol% hydrogen with methane, ethane & propane Several recovery methods (can be combined) o Cryogenic o Pressure swing adsorption (PSA) o Membrane separation Manufactured Steam Methane Reforming (SMR) Most common method of manufacturing hydrogen vol% typical purity Gasification / Partial Oxidation Produce synthesis gas (syngas) Hydrogen recovery o Pressure swing adsorption (PSA) o Membrane separation More expensive than steam reforming but can use low quality byproduct streams 10

11 Hydroprocessing Catalysts Hydrotreating Desired function Cobalt molybdenum sulfur removal & olefin saturation Nickel molybdenum nitrogen removal & aromatic saturation Reactor configuration Downflow fixed bed temperature to control final sulfur content First bed may guard bed for nickel & vanadium o Cheaper catalysts o Most removal of hetereo atoms in subsequent beds Selective catalysts for sulfur removal without olefin saturation Maintaining high octane rating Hydrocracking Crystalline silica alumina base with rare earth metals deposited in the lattice Platinum, palladium, tungsten, and/or nickel Rare earth metals typically mixture of lanthanum, cerium, and other minor quantities Acid function promotes the cracking Feed stock must first be hydrotreated Catalysts deactivate & coke forms even with hydrogen present Hydrocrackers require periodic regeneration of the fixed bed catalyst systems Channeling caused by coke accumulation a major concern Can create hot spots that can lead to temperature runaways Reactor configuration Fixed bed typical for gas oil hydrocracking Expanded circulating bed or slurry proposed for resid hydrocracking Hydroprocessing catalysts and fuels/en us/arthydroprocessing catalysts 11




12 Reactor Bed Configurations Petroleum Refining Processes J.G. Speight & B. Özüm Marcel Dekker, Inc., 2002, pg. 452 Sample packing of catalyst on top of supports Model prepared by Enterprise Products 12
13 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization Naphtha Hydrotreating Naphtha Reforming Isomerate Polymerization Naphtha Alkylate Reformate Naphtha Aviation Gasoline Automotive Gasoline Solvents Atmospheric Distillation Crude Oil Desalter Vacuum Distillation AGO LVGO HVGO Distillate Gas Oil Hydrotreating Kerosene Fluidized Catalytic Cracking Hydrocracking Cat Distillates Cycle Oils Cat Naphtha Fuel Oil Distillate Hydrotreating Treating & Blending Jet Fuels Kerosene Solvents Heating Oils Diesel Residual Fuel Oils DAO Solvent Deasphalting Coker Naphtha SDA Bottoms Naphtha Asphalts Vacuum Residuum Visbreaking Coking Heavy Coker Gas Oil Light Coker Gas Oil Distillates Fuel Oil Bottoms Solvent Dewaxing Lube Oil Waxes Lubricant Greases Waxes Coke 13
14 Hydrodesulfurization Sulfur Sulfur converted to hydrogen sulfide (H 2 S) Added hydrogen breaks carbon sulfur bonds & saturates remaining hydrocarbon chains Form of sulfur bonds Sulfur in naphtha generally mercaptans (thiols) & sulfides In heavier feeds, more sulfur as disulphides & thiophenes Light ends Heavier distillates make more light ends from breaking more complex sulfur molecules Unsaturated carbon carbon bonds Olefins saturated one hydrogen molecule added for each double bond Olefins prevalent in cracked streams coker or visbreaker naphtha, catalytic cracker cycle oil, catalytic cracker gasoline Aromatic rings hydrogenated to cycloparaffins (naphthenes) Severe operation Hydrogen consumption strong function of complexity of the aromatics prevalent in heavy distillate hydrotreating, gas oil hydrotreating, hydrocracking Selective catalysts for hydrotreating cat gasoline for sulfur removal but not saturate olefins Maintain high octane ratings 14
15 Hydrodesulfurization Chemistry H 2 required & final hydrocarbon products dependent on position of sulfur in molecule CH 3 CH 2 CH 2 CH 2 CH 2 CH 2 CH 2 CH 2 SH + H 2 CH 3 CH 2 CH 2 CH 2 CH 2 CH 2 CH 2 CH 3 + H 2 S CH 3 CH 2 CH 2 CH 2 CH 2 S CH 2 CH 2 CH H 2 CH 3 CH 2 CH 2 CH 2 CH 3 + CH 3 CH 2 CH 3 + H 2 S Saturation of molecules possible because of high H2 concentrations CH3CH2CH2CH=CHCH2CH2CH3 + H2 CH3CH2CH2CH2CH2CH2CH2CH3 Ultra low sulfur levels difficult Complex structures + 4 H2 CH3CH2CH2CH3 + H2S Mercaptan reversion CH3CH2CH2CH2CH2CH2CH=CH2 + H2S CH3CH2CH2CH2CH2CH2CH2CH2 SH 15
16 Yield Estimates Difficult to generalize because conversion of feedstock is relatively low Liquid products generally have volume & gravity increase typically +1 o API General relationship of hydrogen required vs. sulfur content Naphtha: (scf/bbl H2) = 191 (wt% sulfur) 30.7 Middle distillates: (scf/bbl H2) = (wt% sulfur) (% desulfurized) Petroleum Refinery Process Economics, 2 nd ed., Robert E. Maples, 2000 Fundamentals of Petroleum Refining, by Fahim, Al Sahhaf, & Elkilani, Elsevier,
17 Typical Process Parameters Petroleum Refining Processes, by James G. Speight & Baki Özüm, Marcel Dekker, Inc., 2002 Supplemented by personal conversation with Bart Carpenter LHSV = Reactant Liquid Hourly Space Velocity = Liquid volumetric flow volume catalyst 17
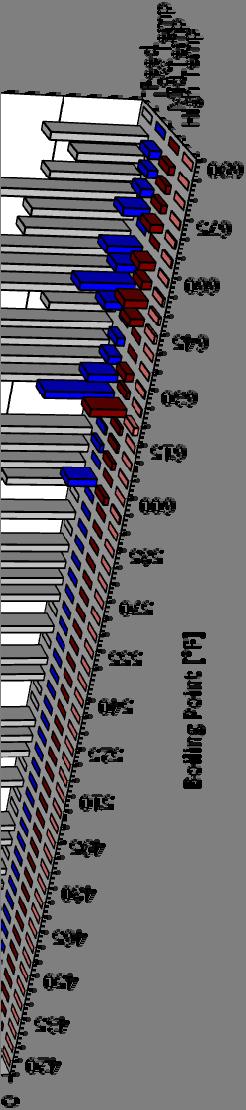
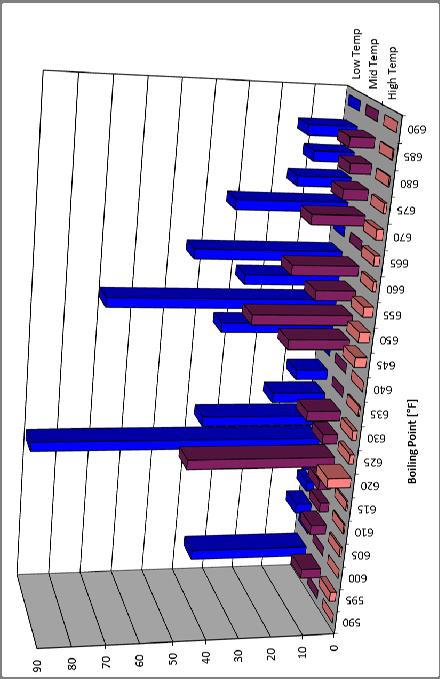
18 Sulfur Distribution vs. Boiling Point LCO Feedstock 18
19 General Effects of Process Variables Reactor inlet temperature & pressure Increasing temperature increases hydrogenation but decreases the number of active catalyst sites Temperature control is used to offset the decline in catalyst activity Increasing pressure increases hydrogen partial pressure & increases the severity of hydrogenation Recycle hydrogen Require high concentration of hydrogen at reactor outlet Hydrogen amount is much more than stoichiometric High concentrations required to prevent coke laydown & poisoning of catalyst Particularly true for the heavier distillates containing resins and asphaltenes Purge hydrogen Removes light ends & helps maintain high hydrogen concentration 19
20 Naphtha Hydrotreating Naphtha hydrotreated primarily for sulfur removal Mostly mercaptans (R SH) & sulfides (R S R') Some disulfides (R S S R'), & thiophenes (ring structures) Most common catalyst cobalt molybdenum on alumina Chemical hydrogen consumption typically 50 to 250 scf/bbl For desulfurization containing up to 1 wt% sulfur 70 to 100 scf/bbl Significant nitrogen & sulfur removal 250 scf/bbl Ultra low sulfur levels difficult because of 20
21 Naphtha Hydrotreating Process Reactor typically at 200 psig & 700 o F Temperature increases to compensate for decrease in catalyst activity Liquid space velocity ~ 2 per hour Hydrogen recycle ~ 2,000 scf/bbl Acid gas removal may not be directly incorporated into recycle gas loop Overhead vapor from fractionator to saturates gas plant to recover light hydrocarbons & remove H2S Product fractionation Pentane/hexane overhead either to blending or isomerization Bottoms to reformer Haldo Topsøe process flow 2011 Refining Processes Handbook Hydrocarbon Processing,

22 Distillate Hydrotreating In general, all liquid distillate streams contain sulfur compounds that must be removed Saturate olefins in diesel to improve the cetane number Hydrogenation at the high pressure produces small amounts of naphtha from hydrocracking Required to get at the embedded sulfur Diesel hydrotreater stabilizer will have an upper sidestream draw producing the naphtha which is recycled to motor gasoline processing Total Distillate Hydrotreater 22
23 Distillate Hydrotreating Process Reactor typically at 800 o F Hydrogen recycle starts at 2,000 scf/bbl; consumption 100 to 400 scf/bbl Conditions highly dependent upon feedstock Distillate (jet fuel & diesel) with 85% 95% sulfur removal 300 psig hydrogen consumption scf/bbl Saturation of diesel for cetane number improvement over 800 scf/bbl hydrogen up to 1,000 psig Haldo Topsøe process flow 2011 Refining Processes Handbook Hydrocarbon Processing,
24 Boiling Point Ranges for Products 3,000 2,500 19,145 bpd Sour Distillate Feed 18,292 bpd Treated Distillate 35-Treated.Distillate 31-Liquids 27-Off.Gas 1-fresh.charge Incremental Yield [bpd] 2,000 1,500 1, BPT [ F] Based on example problem in: Refinery Process Modeling, A Practical Guide to Steady State Modeling of Petroleum Processes, 1 st ed. Gerald Kaes, Athens Printing Company,
25 Gas Oil Hydrotreating Catalytic cracker feedstocks (atmospheric gas oil, light vacuum gas oil, solvent deasphalting gas oil) hydrotreated severely Sulfur removal Opening of aromatic rings Removal of heavy metals Desulfurization of gas oil can be achieved with a relatively modest decomposition of structures Gas oils can be contaminated with resins & asphaltenes Deposited in hydrotreater Require catalyst replacement with a shorter run length than determined by deactivation Guard chamber may be installed to prolong bed life Nickel molybdenum catalyst system for severe hydrotreating Gas oil units more expensive because of more intensive hydrogenation Quench Multi stage flash More complex strippers 25

26 Gas Oil Hydrotreating Process Normally two reactor beds control temperature rise Hydrogen partial pressure related to ring saturation & amount of sulfur For low ring saturation 300 psig may be sufficient 1,200 psig will convert 25% ring saturation & somewhat less than 95% sulfur removal Pressures as high as 1,500 psig can saturate 30% of aromatic rings Hydrogen absorption of 300 scf/bbl could give about 80% sulfur removal & only require 300 psig No ring saturation at these mild conditions Chevron Lummus Global LLC process flow 2011 Refining Processes Handbook Hydrocarbon Processing,

27 Saturation of Benzene in Gasoline Strategies for reduction of benzene in gasoline Reduce benzene precursors in feed to reformer Hydrotreat/saturate benzene in appropriate boiling range fraction Typical processing strategy Separate & hydrotreat narrow cut C6 fraction from rest of feedstock Saturate the aromatics & olefins of the treated stream Retain the olefins in the C5 and the aromatics & olefins of the C7+ fractions Blend product back into the stripped feedstock GTC Technology process flow 2011 Refining Processes Handbook Hydrocarbon Processing,
28 Saturation of Benzene in Gasoline UOP s BenSat TM process can be used on a light reformer stream Up to 30 vol% benzene in feed No recycle gas No recycle compressor No recycle compression power requirements Long catalyst life High catalyst selectivity Pros & cons No increase in RVP Mild volumetric swelling, +1 to +6 vol% Do lose octane rating 28

29 Catalytic Dewaxing of Middle Distillates Improve cold flow properties Clariant Selective Hydrocracking Process Selectively cracks normal paraffins due to size of zeolite pores Configurations Stand alone Incorporate within existing hydrotreating unit Combined hydrotreating & dewaxing Catalytic dewaxing bed within an existing hydrotreating unit Ref: Consider catalytic dewaxing as a tool to improve diesel cold flow properties, Rakoczy & Morse, Hydrocarbon Processing, July 2013 Combined hydrotreating & catalytic dewaxing units 29
30 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization Naphtha Hydrotreating Naphtha Reforming Isomerate Polymerization Naphtha Alkylate Reformate Naphtha Aviation Gasoline Automotive Gasoline Solvents Atmospheric Distillation Crude Oil Desalter Vacuum Distillation AGO LVGO HVGO Distillate Gas Oil Hydrotreating Kerosene Fluidized Catalytic Cracking Hydrocracking Cat Distillates Cycle Oils Cat Naphtha Fuel Oil Distillate Hydrotreating Treating & Blending Jet Fuels Kerosene Solvents Heating Oils Diesel Residual Fuel Oils DAO Solvent Deasphalting Coker Naphtha SDA Bottoms Naphtha Asphalts Vacuum Residuum Visbreaking Coking Heavy Coker Gas Oil Light Coker Gas Oil Distillates Fuel Oil Bottoms Solvent Dewaxing Lube Oil Waxes Lubricant Greases Waxes Coke 30
31 Hydrocracking Purpose: process gas oil to break carbon carbon bonds of large aromatic compounds & remove contaminants Hydrogenation (addition of hydrogen) Cracking (carbon carbon scission) of aromatic bonds Intent to create middle distillate products, not gasoline range products 31

32 Hydrocracker Yield Example 32


33 Hydrocracker Yield Trends Figure 7.4 Start over cracking the heavy naphtha fraction when the light naphtha yields gets above 25 vol%. 33
34 Boiling Point Ranges for Hydroprocessing Products 700 Incremental Yield [bpd] OffGas 1-oil.feed BPT [ F] Based on example problem in: Refinery Process Modeling, A Practical Guide to Steady State Modeling of Petroleum Processes, 1 st ed. Gerald Kaes, Athens Printing Company,
35 Hydrocracking Feeds Typical feeds Cat cracker cycle oil Highly aromatic with sulfur, small ring & polynuclear aromatics, catalyst fines; usually has high viscosity Hydrocracked to form high yields of jet fuel, kerosene, diesel, & heating oil Gas oils from visbreaker Aromatic Gas oil from the delayed coker Aromatic, olefinic, with sulfur Usually more economical to route atmospheric & vacuum gas oils to the cat cracker to produce primarily gasoline & some diesel 35
36 Gas Oil Hydrocracker Feed Hydrocracking does a better job of processing aromatic rings without coking than catalytic cracking Hydrogen used to hydrogenate polynuclear aromatics (PNAs) Reduces frequency of aromatic condensation Hydrocracking not as attractive as delayed coking for resids high in resins, asphaltenes & heteroatom compounds Heteroatoms & metals prevalent in resins & asphaltenes poison hydroprocessing catalysts High concentrations of resins & asphaltenes will still ultimately coke Feeds limited to a Conradson Carbon Number (CCR) of 8 wt% Feeds require high pressures & large amounts of hydrogen 36
37 Gas Oil Hydrocracker Products Hydrocracking primarily to make distillates In US hydrocracking normally a specialized operation used to optimize catalytic cracker operation In US cat cracking preferred to make gasoline from heavier fractions Hydrocracking capacity is only about 8% of the crude distillation capacity Not all refineries have hydrocrackers Intent is to minimize the production of heavy fuel oil Light ends are approximately 5% of the feed. Middle distillates (kerosene, jet fuel, diesel, heating oil) still contain uncracked polynuclear aromatics All liquid fractions are low in sulfur & olefins 37
38 Hydrocracking Chemistry Cracking reactions Saturated paraffins cracked to form lower molecular weight olefins & paraffins Side chains cracked off small ring aromatics (SRA) & cycloparaffins (naphthenes) Side chains cracked off resins & asphaltenes leaving thermally stable polynuclear aromatics (PNAs) But condensation (dehydrogenation) also occurs if not limited by hydrogenation Hydrogenation reactions Exothermic giving off heat Hydrogen inserted to saturate newly formed molecule from aromatic cracking Olefins are saturated to form light hydrocarbons, especially butane Aromatic rings hydrogenated to cycloparaffins (naphthenes) Carbon carbon bonds cleaved to open aromatic & cycloparaffins (naphthenes) rings Heteroatoms form H2S, NH3, H2O, HCl Isomerization Reactions Isomerization provides branching of alkyl groups of paraffins and opening of naphthenic rings Condensation Reactions Suppressed by hydrogen 38

39 Single Stage Hydrocracking Feedstock hydrotreated to remove sulfur, nitrogen, oxygen components Guard reactors to remove metals Temperatures o F May raise temperature o F per day to offset loss of catalyst activity Pressures 1,200 2,000 psig Raising pressure increases conversion Hydrogen High hydrogen recycle to minimize coking Consumption Low pressure mild severity 1,000 2,000 scf/bbl High pressure high severity 2,000 3,000 scf/bbl Haldo Topsøe process flow 2011 Refining Processes Handbook Hydrocarbon Processing,

40 Reactor Configuration Actual configuration may have multiple vessels and/or catalyst zones Dependent on expected feedstocks Example shows separate vessels for removal of metals, heteroatoms, & cracking Mulitiple zones in the Pretreat reactor to focus on sulfur & nitrogen removal Modified Fig. 9 Unlock next level hydrocracker flexibility in today s turbulent markets Baric, Kang, & Orzeszko Hydrocarbon Processing, September
41 Value of Hydrocrackers in U.S. Refining Since 2007 U.S. oil refining focus has been maximizing distillate production at the expense of gasoline production U.S. gasoline consumption has been decreasing U.S. & worldwide diesel consumption continuing to rise Value of gas oil hydrocrackers Volume expansion through hydrogen saturation & by cracking larger molecules into smaller ones Yield a large amount of distillate products compared to gasoline products Have flexibility to shift about 10% between these products Further adjustments can be managed by changing fractionation operations Hydrocracker distillate production good quality for jet & diesel fuel Products have very low impurities (i.e. sulfur, metals, etc ) good for blending into finished product pools or for reprocessing in downstream units (i.e. reformers) Ref: 41
42 Value of Hydrocrackers in U.S. Refining Market factors Incremental cost of hydrogen decreasing because of the surplus of natural gas in North America (from shale formations) Regional supply & demand balance of gas oils In North America gas oils price relative to the incremental disposition to a FCCU o Better margins to feed hydrocrackers to make distillate vs. feed FCCU to make gasoline o Used to have margins of $10 per bbl feedstock, now in the $15 to $20 per bbl range Downsides of hydrocrackers High hydrogen consumption High energy consumption High capital requirements High catalyst costs High maintenance costs Ref: 42
43 Summary
44 Summary Hydrotreating & hydrocracking are opposite extremes of the general hydroprocessing Hydrotreating Break only those bonds that allow removal of undesired atoms (sulfur, nitrogen,.) Higher severity required to meet ultra low sulfur product specs Can also use to control wax formation tendencies Will tend to make some smaller molecules due to positon of sulfur in feedstock molecule Hydrocracking Break carbon carbon bonds to create smaller molecules Products have essentially zero sulfur feed must be severely hydrotreated to protect cracking catalysts Products are highly saturated good jet & diesel, poor gasoline Good cetane numbers, poor octane numbers High severity hydrotreating acts like mild hydrocracking 44
45 Supplemental Slides
46 Hydroprocessing Objectives Feedstocks Desired Products Process Objectives Naphthas Catalytic reformer feed Removal of S, N, & olefins LPG Hydrocracking Atmospheric gas oils Diesel Removal of S, aromatics, & n paraffins Jet Removal of S & aromatics Ethylene feedstock Removal of aromatics Naptha Hydrocracking Vaccum gas oils LSFO Removal of S FCC feed Removal of S, N, & metals Diesel Removal of S & aromatics Hydrocracking Kerosene/jet Removal of S & aromatics Hydrocracking Naptha Hydrocracking LPG Hydrocracking Ethylene feedstock Removal of aromatics Hydrocracking Lube oil base stock Removal of S, N, & aromatics Hydrocracking Residuum LSFO Removal of S FCC feedstock Removal of S, N, CCR, & metals Coker feedstock Removal of S, CCR, & metals Diesel Hydrocracking Handbook of Petroleum Refining Processes, 3 rd ed. Ed. Robert A. Meyers, McGraw Hill,

47 Hydrotreating Installed Cost Includes Product fractionation. Complete preheat, reaction, and hydrogen circulation facilities. Sufficient heat exchange to cool products to ambient temperature. Central control system. Initial catalyst charge. Excludes Feed fractionation. Makeup hydrogen generation. Sulfur recovery from off gas. Cooling water, system, and power supply. Petroleum Refining Technology & Economics, 5 th ed. Gary, Handwerk, & Kaiser CRC Press,


48 Hydrocracker vs. FCC Installed Cost Hydrocrackers tend to be more expensive than FCCs 50,000 bpd distillate FCC $150 million installed cost 50, scf/bbl $350 million installed cost Petroleum Refining Technology & Economics, 5 th ed. Gary, Handwerk, & Kaiser CRC Press,
49 Hydrotreating Technologies Provider Axens CDTECH Chevron Lummus Global LLC DuPont GTC Technology Haldor Topsoe A/S UOP Features Hydrotreating: diesel; resid; hydrodearomatization (2 stage HDS/HAD) Hydrotreating: CDHydro & CDHDS Hydrotreating: ISOTREATING, RDS/VRDS/UFR/OCR Hydrotreating Hydrotreating, pyrolysis gasoline Hydrotreating Hydrotreating; Hydrotreating/desulfurization (SelectFining) 49
50 Hydrocracking Technologies Provider Features Axens Hydrocracking; Resid hydrocracking (H Oil OC ) Chevron Lummus Global LLC DuPont ExxonMobil Research & Engineering Haldor Topsoe A/S Shell Global Solutions UOP Hydrocracking (ISOCRACKING); Resid hydrocracking Hydrocracking Hydrocracking, moderate pressure (MPHC) Hydrocracking Hydrocracking Hydrocracking 50
51 Hydrotreating Hydrogen Consumption Chemical consumption due to hydrogenation reactions Cracking reactions of carbon carbon bonds minimal in hydrotreating, even during aromatic saturation Olefinic bonds easier to saturate than aromatic bonds Straight run stocks have essentially zero olefins Hydrogen is lost in equilibrium with light gases Amount is significant & may double amount required for sulfur removal Hydrogen absorbed in liquid products Usually small compared to sulfur removal needs 1 lb/bbl Hydrogen removed with purge gas Used to maintain a high purity of hydrogen light ends dilute the hydrogen concentration Usually small compared to sulfur removal needs 51
52 Hydrocracking Hydrogen Consumption & Loss Heteroatom carbon bonds broken & saturated Creates light ends Heavier distillates make more light ends from breaking more complex molecules Sulfur converted to H2S Nitrogen converted to NH3 Oxygen converted to H2O Organic chlorides converted to HCl Saturation of carbon carbon bonds Olefins saturated to form light hydrocarbons. Consumption stoichiometric one hydrogen molecule added for each double bond Aromatic rings hydrogenated to cycloparaffins (naphthenes). Severe operation hydrogen consumption strong function of complexity of the aromatics Isomerization reactions generally not present Metals deposited directly on the catalysts Excess metals reduce catalyst activity & promote dehydrogenation (produces coke & hydrogen) Cracking of carbon carbon bonds Severe operation hydrogen consumption strong function of complexity of the aromatics Hydrogen mixed with products Equilibrium with light gases Significant may double amount required for sulfur removal Absorbed in liquid products Usually small compared to hydrogen used for sulfur removal Lost with purge gas 52

53 Severity of operations Hydrocracking solutions squeeze more ULSD from heavy ends E. Benazzi, J. Bonnardot, F. Morel, Hydrocarbon Processing, November
54 Single Stage Hydrocracking with HDS 1 st Step Petroleum Refinery Process Economics, 2 nd ed., Robert E. Maples, Figure 14 1,

55 UOP Two Stage Unicracking Process unicracking stage/ 55

56 UOP s HyCycle Unicracking TM Process 56
Crude Distillation Chapter 4
 Crude Distillation Chapter 4 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization
Crude Distillation Chapter 4 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization
Bottom of Barrel Processing. Chapters 5 & 8
 Bottom of Barrel Processing Chapters 5 & 8 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha
Bottom of Barrel Processing Chapters 5 & 8 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha
Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES
 Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES 1 Physical and chemical processes Physical Thermal Chemical Catalytic Distillation Solvent extraction Propane deasphalting Solvent dewaxing
Conversion Processes 1. THERMAL PROCESSES 2. CATALYTIC PROCESSES 1 Physical and chemical processes Physical Thermal Chemical Catalytic Distillation Solvent extraction Propane deasphalting Solvent dewaxing
Petroleum Refining Fourth Year Dr.Aysar T. Jarullah
 Catalytic Operations Fluidized Catalytic Cracking The fluidized catalytic cracking (FCC) unit is the heart of the refinery and is where heavy low-value petroleum stream such as vacuum gas oil (VGO) is
Catalytic Operations Fluidized Catalytic Cracking The fluidized catalytic cracking (FCC) unit is the heart of the refinery and is where heavy low-value petroleum stream such as vacuum gas oil (VGO) is
Catalytic Cracking. Chapter 6
 Catalytic Cracking Chapter 6 Purpose Catalytically crack carbon-carbon bonds in gas oils Fine catalyst in fluidized bed reactor allows for immediate regeneration Lowers average molecular weight & produces
Catalytic Cracking Chapter 6 Purpose Catalytically crack carbon-carbon bonds in gas oils Fine catalyst in fluidized bed reactor allows for immediate regeneration Lowers average molecular weight & produces
Alkylation & Polymerization Chapter 11
 Alkylation & Polymerization Chapter 11 Petroleum Refinery Schematic Gasses Polymerization Sulfur Plant Sulfur Gas Sat Gas Plant Alkyl Feed Butanes LPG Fuel Gas Alkylation LPG Gas Separation & Stabilizer
Alkylation & Polymerization Chapter 11 Petroleum Refinery Schematic Gasses Polymerization Sulfur Plant Sulfur Gas Sat Gas Plant Alkyl Feed Butanes LPG Fuel Gas Alkylation LPG Gas Separation & Stabilizer
Distillation process of Crude oil
 Distillation process of Crude oil Abdullah Al Ashraf; Abdullah Al Aftab 2012 Crude oil is a fossil fuel, it was made naturally from decaying plants and animals living in ancient seas millions of years
Distillation process of Crude oil Abdullah Al Ashraf; Abdullah Al Aftab 2012 Crude oil is a fossil fuel, it was made naturally from decaying plants and animals living in ancient seas millions of years
CONTENTS 1 INTRODUCTION SUMMARY 2-1 TECHNICAL ASPECTS 2-1 ECONOMIC ASPECTS 2-2
 CONTENTS GLOSSARY xxiii 1 INTRODUCTION 1-1 2 SUMMARY 2-1 TECHNICAL ASPECTS 2-1 ECONOMIC ASPECTS 2-2 3 INDUSTRY STATUS 3-1 TRENDS IN TRANSPORTATION FUEL DEMAND 3-3 TRENDS IN ENVIRONMENTAL REGULATION 3-3
CONTENTS GLOSSARY xxiii 1 INTRODUCTION 1-1 2 SUMMARY 2-1 TECHNICAL ASPECTS 2-1 ECONOMIC ASPECTS 2-2 3 INDUSTRY STATUS 3-1 TRENDS IN TRANSPORTATION FUEL DEMAND 3-3 TRENDS IN ENVIRONMENTAL REGULATION 3-3
SOLVENT DEASPHALTING OPTIONS How SDA can increase residue upgrading margins
 SOLVENT DEASPHALTING OPTIONS How SDA can increase residue upgrading margins ME Tech Dubai, February 18 & 19, 2014 Steve Beeston - Vice President, Technology Business Environment Requirements Improve refinery
SOLVENT DEASPHALTING OPTIONS How SDA can increase residue upgrading margins ME Tech Dubai, February 18 & 19, 2014 Steve Beeston - Vice President, Technology Business Environment Requirements Improve refinery
THE OIL & GAS SUPPLY CHAIN: FROM THE GROUND TO THE PUMP ON REFINING
 THE OIL & GAS SUPPLY CHAIN: FROM THE GROUND TO THE PUMP ON REFINING J. Mike Brown, Ph.D. Senior Vice President Technology BASICS OF REFINERY OPERATIONS Supply and Demand Where Does The Crude Oil Come From?
THE OIL & GAS SUPPLY CHAIN: FROM THE GROUND TO THE PUMP ON REFINING J. Mike Brown, Ph.D. Senior Vice President Technology BASICS OF REFINERY OPERATIONS Supply and Demand Where Does The Crude Oil Come From?
Maximize Vacuum Residue Conversion and Processing Flexibility with the UOP Uniflex Process
 Maximize Vacuum Residue Conversion and Processing Flexibility with the UOP Uniflex Process Hans Lefebvre UOP LLC, A Honeywell Company XVIII Foro de Avances de la Industria de la Refinación 11 and 12, July,
Maximize Vacuum Residue Conversion and Processing Flexibility with the UOP Uniflex Process Hans Lefebvre UOP LLC, A Honeywell Company XVIII Foro de Avances de la Industria de la Refinación 11 and 12, July,
CHAPTER 2 REFINERY FEED STREAMS: STREAMS FROM THE ATMOSPHERIC AND VACUUM TOWERS
 CHAPTER 2 REFINERY FEED STREAMS: STREAMS FROM THE ATMOSPHERIC AND VACUUM TOWERS About This Chapter The previous chapter introduced crude oil as a mixture of compounds. The characteristics of these compounds
CHAPTER 2 REFINERY FEED STREAMS: STREAMS FROM THE ATMOSPHERIC AND VACUUM TOWERS About This Chapter The previous chapter introduced crude oil as a mixture of compounds. The characteristics of these compounds
Fig:1.1[15] Fig.1.2 Distribution of world energy resources. (From World Energy Outlook 2005, International Energy Agency.)[16,17]
![Fig:1.1[15] Fig.1.2 Distribution of world energy resources. (From World Energy Outlook 2005, International Energy Agency.)[16,17]](/thumbs/89/100738047.jpg "Fig:1.1[15] Fig.1.2 Distribution of world energy resources. (From World Energy Outlook 2005, International Energy Agency.)[16,17]") Introduction :Composition of petroleum,laboratory tests,refinery feedstocks and products Fig:1.1[15] Fig.1.2 Distribution of world energy resources. (From World Energy Outlook 2005, International Energy
Introduction :Composition of petroleum,laboratory tests,refinery feedstocks and products Fig:1.1[15] Fig.1.2 Distribution of world energy resources. (From World Energy Outlook 2005, International Energy
Solvent Deasphalting Conversion Enabler
 Kevin Whitehead Solvent Deasphalting Conversion Enabler 5 th December 2017 Bottom of the Barrel Workshop NIORDC, Tehran 2017 UOP Limited Solvent Deasphalting (SDA) 1 Natural Gas Refinery Fuel Gas Hydrogen
Kevin Whitehead Solvent Deasphalting Conversion Enabler 5 th December 2017 Bottom of the Barrel Workshop NIORDC, Tehran 2017 UOP Limited Solvent Deasphalting (SDA) 1 Natural Gas Refinery Fuel Gas Hydrogen
Abstract Process Economics Program Report 211A HYDROCRACKING FOR MIDDLE DISTILLATES (July 2003)
") Abstract Process Economics Program Report 211A HYDROCRACKING FOR MIDDLE DISTILLATES (July 2003) Middle distillate is the collective petroleum distillation fractions boiling above naphtha (about 300 F,
Abstract Process Economics Program Report 211A HYDROCRACKING FOR MIDDLE DISTILLATES (July 2003) Middle distillate is the collective petroleum distillation fractions boiling above naphtha (about 300 F,
Unit 1. Naphtha Catalytic Reforming. Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna
 Unit 1. Naphtha Catalytic Reforming Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Introduction Catalytic reforming of heavy naphtha and isomerization of light naphtha constitute
Unit 1. Naphtha Catalytic Reforming Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Introduction Catalytic reforming of heavy naphtha and isomerization of light naphtha constitute
Catalytic Reforming for Aromatics Production. Topsoe Catalysis Forum Munkerupgaard, Denmark August 27 28, 2015 Greg Marshall GAM Engineering LLC 1
 Catalytic Reforming for Aromatics Production Topsoe Catalysis Forum Munkerupgaard, Denmark August 27 28, 2015 Greg Marshall GAM Engineering LLC GAM Engineering LLC 1 REFINERY CONFIURATION LPG NAPHTHA HYDROTREATING
Catalytic Reforming for Aromatics Production Topsoe Catalysis Forum Munkerupgaard, Denmark August 27 28, 2015 Greg Marshall GAM Engineering LLC GAM Engineering LLC 1 REFINERY CONFIURATION LPG NAPHTHA HYDROTREATING
Co-Processing of Green Crude in Existing Petroleum Refineries. Algae Biomass Summit 1 October
 Co-Processing of Green Crude in Existing Petroleum Refineries Algae Biomass Summit 1 October - 2014 1 Overview of Sapphire s process for making algae-derived fuel 1 Strain development 2 Cultivation module
Co-Processing of Green Crude in Existing Petroleum Refineries Algae Biomass Summit 1 October - 2014 1 Overview of Sapphire s process for making algae-derived fuel 1 Strain development 2 Cultivation module
Crude Oil Distillation. Chapter 4
 Crude Oil Distillation Chapter 4 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization
Crude Oil Distillation Chapter 4 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer Light Naphtha Heavy Naphtha Isomerization
On-Line Process Analyzers: Potential Uses and Applications
 On-Line Process Analyzers: Potential Uses and Applications INTRODUCTION The purpose of this report is to provide ideas for application of Precision Scientific process analyzers in petroleum refineries.
On-Line Process Analyzers: Potential Uses and Applications INTRODUCTION The purpose of this report is to provide ideas for application of Precision Scientific process analyzers in petroleum refineries.
Product Blending & Optimization Considerations. Chapters 12 & 14
 Product Blending & Optimization Considerations Chapters 12 & 14 Gases Polymerization Sulfur Plant Sulfur Gas Sat Gas Plant LPG Butanes Fuel Gas Gas Separation & Stabilizer Light Naphtha Isomerization Alkyl
Product Blending & Optimization Considerations Chapters 12 & 14 Gases Polymerization Sulfur Plant Sulfur Gas Sat Gas Plant LPG Butanes Fuel Gas Gas Separation & Stabilizer Light Naphtha Isomerization Alkyl
HOW OIL REFINERIES WORK
 HOW OIL REFINERIES WORK In order to model oil refineries for model railroads some research was conducted into how they operate and what products a refinery produces. Presented below is a basic survey on
HOW OIL REFINERIES WORK In order to model oil refineries for model railroads some research was conducted into how they operate and what products a refinery produces. Presented below is a basic survey on
Delayed Coking. Chapter 5
 Delayed Coking Chapter 5 2 U.S. Refinery Implementation Coking capacity reported in terms of both coke production in tons per day & residual oil feed rate in barrels per day EIA, Jan. 1, 2018 database,
Delayed Coking Chapter 5 2 U.S. Refinery Implementation Coking capacity reported in terms of both coke production in tons per day & residual oil feed rate in barrels per day EIA, Jan. 1, 2018 database,
Petroleum Refining Fourth Year Dr.Aysar T. Jarullah
 Catalytic Reforming Catalytic reforming is the process of transforming C 7 C 10 hydrocarbons with low octane numbers to aromatics and iso-paraffins which have high octane numbers. It is a highly endothermic
Catalytic Reforming Catalytic reforming is the process of transforming C 7 C 10 hydrocarbons with low octane numbers to aromatics and iso-paraffins which have high octane numbers. It is a highly endothermic
Coking and Thermal Process, Delayed Coking
 Coking and Thermal Process, Delayed Coking Fig:4.1 Simplified Refinery Flow Diagram [1,2] Treatment processes : To prepare hydrocarbon streams for additional processing and to prepare finished products.
Coking and Thermal Process, Delayed Coking Fig:4.1 Simplified Refinery Flow Diagram [1,2] Treatment processes : To prepare hydrocarbon streams for additional processing and to prepare finished products.
HOW OIL REFINERIES WORK
 HOW OIL REFINERIES WORK In order to model oil refineries for model railroads some research was conducted into how they operate and what products a refinery produces. Presented below is a basic survey on
HOW OIL REFINERIES WORK In order to model oil refineries for model railroads some research was conducted into how they operate and what products a refinery produces. Presented below is a basic survey on
Annex A: General Description of Industry Activities
 Annex A: General Description of Industry Activities 65. The EHS Guidelines for Petroleum Refining cover processing operations from crude oil to finished liquid products, including liquefied petroleum gas
Annex A: General Description of Industry Activities 65. The EHS Guidelines for Petroleum Refining cover processing operations from crude oil to finished liquid products, including liquefied petroleum gas
GTC TECHNOLOGY WHITE PAPER
 GTC TECHNOLOGY WHITE PAPER Refining/Petrochemical Integration FCC Gasoline to Petrochemicals Refining/Petrochemical Integration - FCC Gasoline to Petrochemicals Introduction The global trend in motor fuel
GTC TECHNOLOGY WHITE PAPER Refining/Petrochemical Integration FCC Gasoline to Petrochemicals Refining/Petrochemical Integration - FCC Gasoline to Petrochemicals Introduction The global trend in motor fuel
Chemical Technology Prof. Indra D. Mall Department of Chemical Engineering Indian Institute of Technology, Roorkee
 Chemical Technology Prof. Indra D. Mall Department of Chemical Engineering Indian Institute of Technology, Roorkee Module - 6 Petroleum Refinery Lecture - 5 Catalytic Cracking Fluid Catalytic Cracking
Chemical Technology Prof. Indra D. Mall Department of Chemical Engineering Indian Institute of Technology, Roorkee Module - 6 Petroleum Refinery Lecture - 5 Catalytic Cracking Fluid Catalytic Cracking
Refining/Petrochemical Integration-A New Paradigm Joseph C. Gentry, Director - Global Licensing Engineered to Innovate
 Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Technology for Producing Clean Diesel Utilizing Moderate Pressure Hydrocracking With Hydroisomerization
 Technology for Producing Clean Diesel Utilizing Moderate Pressure Hydrocracking With Hydroisomerization XIII Refining Technology Forum IMP-Pemex Pemex Refinacion Mexico City, Mexico November 14, 2007 J.
Technology for Producing Clean Diesel Utilizing Moderate Pressure Hydrocracking With Hydroisomerization XIII Refining Technology Forum IMP-Pemex Pemex Refinacion Mexico City, Mexico November 14, 2007 J.
Refining/Petrochemical Integration-A New Paradigm
 Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
Refining/Petrochemical Integration-A New Paradigm Introduction The global trend in motor fuel consumption favors diesel over gasoline. There is a simultaneous increase in demand for various petrochemicals
HOW OIL REFINERIES WORK
 HOW OIL REFINERIES WORK In order to model oil refineries for model railroads some research was conducted into how they operate and what products a refinery produces. Presented below is a basic survey on
HOW OIL REFINERIES WORK In order to model oil refineries for model railroads some research was conducted into how they operate and what products a refinery produces. Presented below is a basic survey on
Unit 4. Fluidised Catalytic Cracking. Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna
 Unit 4. Fluidised Catalytic Cracking Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Introduction Catalytic cracking is the process in which heavy low-value petroleum stream
Unit 4. Fluidised Catalytic Cracking Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Introduction Catalytic cracking is the process in which heavy low-value petroleum stream
Preface... xii. 1. Refinery Distillation... 1
 Preface... xii Chapter Breakdown... xiii 1. Refinery Distillation... 1 Process Variables... 2 Process Design of a Crude Distillation Tower... 5 Characterization of Unit Fractionation... 11 General Properties
Preface... xii Chapter Breakdown... xiii 1. Refinery Distillation... 1 Process Variables... 2 Process Design of a Crude Distillation Tower... 5 Characterization of Unit Fractionation... 11 General Properties
How. clean is your. fuel?
 How clean is your fuel? Maurice Korpelshoek and Kerry Rock, CDTECH, USA, explain how to produce and improve clean fuels with the latest technologies. Since the early 1990s, refiners worldwide have made
How clean is your fuel? Maurice Korpelshoek and Kerry Rock, CDTECH, USA, explain how to produce and improve clean fuels with the latest technologies. Since the early 1990s, refiners worldwide have made
CHAPTER 3 OIL REFINERY PROCESSES
 CHAPTER 3 OIL REFINERY PROCESSES OUTLINE 1. Introduction 2. Physical Processes 3. Thermal Processes 4. Catalytic Processes 5. Conversion of Heavy Residues 6. Treatment of Refinery Gas Streams INTRODUCTION
CHAPTER 3 OIL REFINERY PROCESSES OUTLINE 1. Introduction 2. Physical Processes 3. Thermal Processes 4. Catalytic Processes 5. Conversion of Heavy Residues 6. Treatment of Refinery Gas Streams INTRODUCTION
Challenges and Solutions for Shale Oil Upgrading
 Challenges and Solutions for Shale Oil Upgrading Don Ackelson UOP LLC, A Honeywell Company 32 nd Oil Shale Symposium Colorado School of Mines October 15-17, 2012 2012 UOP LLC. All rights reserved. UOP
Challenges and Solutions for Shale Oil Upgrading Don Ackelson UOP LLC, A Honeywell Company 32 nd Oil Shale Symposium Colorado School of Mines October 15-17, 2012 2012 UOP LLC. All rights reserved. UOP
Results Certified by Core Labs for Conoco Canada Ltd. Executive summary. Introduction
 THE REPORT BELOW WAS GENERATED WITH FEEDSTOCK AND PRODUCT SAMPLES TAKEN BY CONOCO CANADA LTD, WHO USED CORE LABORATORIES, ONE OF THE LARGEST SERVICE PROVIDERS OF CORE AND FLUID ANALYSIS IN THE PETROLEUM
THE REPORT BELOW WAS GENERATED WITH FEEDSTOCK AND PRODUCT SAMPLES TAKEN BY CONOCO CANADA LTD, WHO USED CORE LABORATORIES, ONE OF THE LARGEST SERVICE PROVIDERS OF CORE AND FLUID ANALYSIS IN THE PETROLEUM
Reducing octane loss - solutions for FCC gasoline post-treatment services
 Reducing octane loss - solutions for FCC gasoline post-treatment services Claus Brostrøm Nielsen clbn@topsoe.com Haldor Topsoe Agenda Why post-treatment of FCC gasoline? Molecular understanding of FCC
Reducing octane loss - solutions for FCC gasoline post-treatment services Claus Brostrøm Nielsen clbn@topsoe.com Haldor Topsoe Agenda Why post-treatment of FCC gasoline? Molecular understanding of FCC
Maximizing Refinery Margins by Petrochemical Integration
 Topic Maximizing Refinery Margins by Petrochemical Integration Presented by : Rajeev Singh Global Demand for Refined Products 29% 29% 29% 29% 30% 30% 33% 10% 10% 10% 9% 8% 8% 7% 7% 7% 7% 7% 7% 7% 22% 22%
Topic Maximizing Refinery Margins by Petrochemical Integration Presented by : Rajeev Singh Global Demand for Refined Products 29% 29% 29% 29% 30% 30% 33% 10% 10% 10% 9% 8% 8% 7% 7% 7% 7% 7% 7% 7% 22% 22%
IHS CHEMICAL PEP Report 29J. Steam Cracking of Crude Oil. Steam Cracking of Crude Oil. PEP Report 29J. Gajendra Khare Principal Analyst
 ` IHS CHEMICAL PEP Report 29J Steam Cracking of Crude Oil December 2015 ihs.com PEP Report 29J Steam Cracking of Crude Oil Gajendra Khare Principal Analyst Michael Arné Sr. Principal Analyst PEP Report
` IHS CHEMICAL PEP Report 29J Steam Cracking of Crude Oil December 2015 ihs.com PEP Report 29J Steam Cracking of Crude Oil Gajendra Khare Principal Analyst Michael Arné Sr. Principal Analyst PEP Report
CHAPTER 1 THE NATURE OF CRUDE PETROLEUM
 CHAPTER 1 THE NATURE OF CRUDE PETROLEUM About This Chapter For most of history crude oil was a nuisance. It had no widespread commercial application, although evidence for water proofing and cement can
CHAPTER 1 THE NATURE OF CRUDE PETROLEUM About This Chapter For most of history crude oil was a nuisance. It had no widespread commercial application, although evidence for water proofing and cement can
Upgrade Bottom of the Barrel to Improve Your Margins
 Agafeev Viacheslav OOO UOP, A Honeywell Company Upgrade Bottom of the Barrel to Improve Your Margins 28-30 November 2016 CIS Downstream Summit 2016 Vienna, Austria UOP 7802-1 2016 UOP LLC. A Honeywell
Agafeev Viacheslav OOO UOP, A Honeywell Company Upgrade Bottom of the Barrel to Improve Your Margins 28-30 November 2016 CIS Downstream Summit 2016 Vienna, Austria UOP 7802-1 2016 UOP LLC. A Honeywell
Impact of Processing Heavy Coker Gas Oils in Hydrocracking Units AM Annual Meeting March 21-23, 2010 Sheraton and Wyndham Phoenix, AZ
 Annual Meeting March 21-23, 2010 Sheraton and Wyndham Phoenix, AZ Impact of Processing Heavy Coker Gas Oils in Hydrocracking Units Presented By: Harjeet Virdi Hydrocracking Technololgy manager Chevron
Annual Meeting March 21-23, 2010 Sheraton and Wyndham Phoenix, AZ Impact of Processing Heavy Coker Gas Oils in Hydrocracking Units Presented By: Harjeet Virdi Hydrocracking Technololgy manager Chevron
Hydroprocessing : Hydrocracking & Hydrotreating
 Purpose Hydroprocessing : Hydrocracking & Hydrotreating Hydrotreating [1,2] Remove hetero atoms and saturate carbon carbon bonds Sulfur, nitrogen, oxygen, and metals removed Olefinic and aromatic bonds
Purpose Hydroprocessing : Hydrocracking & Hydrotreating Hydrotreating [1,2] Remove hetero atoms and saturate carbon carbon bonds Sulfur, nitrogen, oxygen, and metals removed Olefinic and aromatic bonds
Fundamentals of Petroleum Refining Refinery Products. Lecturers: assistant teachers Kirgina Maria Vladimirovna Belinskaya Natalia Sergeevna
 Fundamentals of Petroleum Refining Refinery Products Lecturers: assistant teachers Kirgina Maria Vladimirovna Belinskaya Natalia Sergeevna 1 Refinery Products Composition There are specifications for over
Fundamentals of Petroleum Refining Refinery Products Lecturers: assistant teachers Kirgina Maria Vladimirovna Belinskaya Natalia Sergeevna 1 Refinery Products Composition There are specifications for over
UOP/EMRE Alliance for High Quality Lube and Diesel Production Technology
 UOP/EMRE Alliance for High Quality Lube and Diesel Production Technology ExxonMobil Research and Engineering Company Girish Chitnis, Tim Hilbert, and Tim Davis Research and Engineering International Conference
UOP/EMRE Alliance for High Quality Lube and Diesel Production Technology ExxonMobil Research and Engineering Company Girish Chitnis, Tim Hilbert, and Tim Davis Research and Engineering International Conference
Optimizing Distillate Yields and Product Qualities. Srini Srivatsan, Director - Coking Technology
 Optimizing Distillate Yields and Product Qualities Srini Srivatsan, Director - Coking Technology Email: srini.srivatsan@amecfw.com Optimizing Distillate Yields and Product Properties Overview Delayed coker
Optimizing Distillate Yields and Product Qualities Srini Srivatsan, Director - Coking Technology Email: srini.srivatsan@amecfw.com Optimizing Distillate Yields and Product Properties Overview Delayed coker
Gasoline Upgrading: Reforming, Isomerization, & Alkylation. Chapters 10 & 11
 Gasoline Upgrading: Reforming, Isomerization, & Alkylation Chapters 10 & 11 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer
Gasoline Upgrading: Reforming, Isomerization, & Alkylation Chapters 10 & 11 Gases Gas Sat Gas Plant Polymerization LPG Sulfur Plant Sulfur Alkyl Feed Alkylation Butanes Fuel Gas LPG Gas Separation & Stabilizer
SCANFINING TECHNOLOGY: A PROVEN OPTION FOR PRODUCING ULTRA-LOW SULFUR CLEAN GASOLINE
 SCANFINING TECHNOLOGY: A PROVEN OPTION FOR PRODUCING ULTRA-LOW SULFUR CLEAN GASOLINE Mohan Kalyanaraman Sean Smyth John Greeley Monica Pena LARTC 3rd Annual Meeting 9-10 April 2014 Cancun, Mexico Agenda
SCANFINING TECHNOLOGY: A PROVEN OPTION FOR PRODUCING ULTRA-LOW SULFUR CLEAN GASOLINE Mohan Kalyanaraman Sean Smyth John Greeley Monica Pena LARTC 3rd Annual Meeting 9-10 April 2014 Cancun, Mexico Agenda
LCO Processing Solutions. Antoine Fournier
 LCO Processing Solutions Antoine Fournier 1 Outline Market trends and driving factors The light cycle oil Feedstock characteristics Hydroprocessing challenges Main option for LCO upgrading Catalyst update
LCO Processing Solutions Antoine Fournier 1 Outline Market trends and driving factors The light cycle oil Feedstock characteristics Hydroprocessing challenges Main option for LCO upgrading Catalyst update
GTC TECHNOLOGY. GT-BTX PluS Reduce Sulfur Preserve Octane Value - Produce Petrochemicals. Engineered to Innovate WHITE PAPER
 GTC TECHNOLOGY GT-BTX PluS Reduce Sulfur Preserve Octane Value - WHITE PAPER Engineered to Innovate FCC Naphtha Sulfur, Octane, and Petrochemicals Introduction Sulfur reduction in fluid catalytic cracking
GTC TECHNOLOGY GT-BTX PluS Reduce Sulfur Preserve Octane Value - WHITE PAPER Engineered to Innovate FCC Naphtha Sulfur, Octane, and Petrochemicals Introduction Sulfur reduction in fluid catalytic cracking
New Residue Up-grading Complex at European Refinery Achieves Euro 5 Specifications
 New Residue Up-grading Complex at European Refinery Achieves Euro 5 Specifications Presented by: Gert Meijburg Technical Manager - Criterion Co-author: John Baric - Licensing Technology Manager - Shell
New Residue Up-grading Complex at European Refinery Achieves Euro 5 Specifications Presented by: Gert Meijburg Technical Manager - Criterion Co-author: John Baric - Licensing Technology Manager - Shell
Chapter 11 Gasoline Production
 Petroleum Refining Chapter 11: Gasoline Production Chapter 11 Gasoline Production INTRODUCTION Convert SR naphtha to motor gasoline stocks through 1. Reforming 2. Isomerization Production of motor gasoline
Petroleum Refining Chapter 11: Gasoline Production Chapter 11 Gasoline Production INTRODUCTION Convert SR naphtha to motor gasoline stocks through 1. Reforming 2. Isomerization Production of motor gasoline
UOP UNITY Hydrotreating Products
 Satyam Mishra UOP UNITY Hydrotreating Products 19 February 2018 Honeywell UOP ME-TECH Seminar Dubai, UAE UOP 8080A-0 2018 UOP LLC. A Honeywell Company All rights reserved. Outline 1 Unity UNITY UOP Unity
Satyam Mishra UOP UNITY Hydrotreating Products 19 February 2018 Honeywell UOP ME-TECH Seminar Dubai, UAE UOP 8080A-0 2018 UOP LLC. A Honeywell Company All rights reserved. Outline 1 Unity UNITY UOP Unity
Challenges and Opportunities in Managing CO 2 in Petroleum Refining
 Challenges and Opportunities in Managing CO 2 in Petroleum Refining Theresa J. Hochhalter ExxonMobil Research & Engineering Fairfax, VA GCEP Workshop on Carbon Management in Manufacturing Industries STANFORD
Challenges and Opportunities in Managing CO 2 in Petroleum Refining Theresa J. Hochhalter ExxonMobil Research & Engineering Fairfax, VA GCEP Workshop on Carbon Management in Manufacturing Industries STANFORD
Investment Planning of an Integrated Petrochemicals Complex & Refinery A Best Practice Approach
 Investment Planning of an Integrated Petrochemicals Complex & Refinery A Best Practice Approach RPTC, Moscow, 19 September 2012 David Gibbons Principal Process Consultant Foster Wheeler. All rights reserved.
Investment Planning of an Integrated Petrochemicals Complex & Refinery A Best Practice Approach RPTC, Moscow, 19 September 2012 David Gibbons Principal Process Consultant Foster Wheeler. All rights reserved.
Changing Refinery Configuration for Heavy and Synthetic Crude Processing
 Changing Refinery Configuration for Heavy and Synthetic Crude Processing Gary Brierley UOP LLC 2006 UOP LLC. All rights reserved. UOP 4525A-01 Why Should I Even Think About Running Synthetics? Oil sands
Changing Refinery Configuration for Heavy and Synthetic Crude Processing Gary Brierley UOP LLC 2006 UOP LLC. All rights reserved. UOP 4525A-01 Why Should I Even Think About Running Synthetics? Oil sands
Lecture 3: Petroleum Refining Overview
 Lecture 3: Petroleum Refining Overview In this lecture, we present a brief overview of the petroleum refining, a prominent process technology in process engineering. 3.1 Crude oil Crude oil is a multicomponent
Lecture 3: Petroleum Refining Overview In this lecture, we present a brief overview of the petroleum refining, a prominent process technology in process engineering. 3.1 Crude oil Crude oil is a multicomponent
Acombination. winning
 winning Acombination Gary M. Sieli, Lummus Technology, USA, and Nash Gupta, Chevron Lummus Global LLC, USA, discuss delayed coking and the LC-FINING ebullated bed hydrocracker technology. Refinery operations
winning Acombination Gary M. Sieli, Lummus Technology, USA, and Nash Gupta, Chevron Lummus Global LLC, USA, discuss delayed coking and the LC-FINING ebullated bed hydrocracker technology. Refinery operations
Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners
 Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners European Coking.com Conference Sept. 30 - Oct. 2, 2008 Alex Broerse Lummus Technology a CB&I company Overview Introduction
Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners European Coking.com Conference Sept. 30 - Oct. 2, 2008 Alex Broerse Lummus Technology a CB&I company Overview Introduction
Refining/Petrochemical Integration A New Paradigm. Anil Khatri, GTC Technology Coking and CatCracking Conference New Delhi - October 2013
 Refining/Petrochemical Integration A New Paradigm Anil Khatri, GTC Technology Coking and CatCracking Conference New Delhi - October 2013 Presentation Themes Present integration schemes focus on propylene,
Refining/Petrochemical Integration A New Paradigm Anil Khatri, GTC Technology Coking and CatCracking Conference New Delhi - October 2013 Presentation Themes Present integration schemes focus on propylene,
Unity TM Hydroprocessing Catalysts
 Aravindan Kandasamy UOP Limited, Guildford, UK May 15, 2017 May 17, 2017 Unity TM Hydroprocessing Catalysts A unified approach to enhance your refinery performance 2017 Honeywell Oil & Gas Technologies
Aravindan Kandasamy UOP Limited, Guildford, UK May 15, 2017 May 17, 2017 Unity TM Hydroprocessing Catalysts A unified approach to enhance your refinery performance 2017 Honeywell Oil & Gas Technologies
Part 4. Introduction to Oil Refining Processes
 Part 4 Introduction to Oil Refining Processes Iran First Refinery: Abadan Refinery (1909) Other Refineries 1 REFINERY FEEDSTOCKS The basic raw material for refineries is petroleum or crude oil, even though
Part 4 Introduction to Oil Refining Processes Iran First Refinery: Abadan Refinery (1909) Other Refineries 1 REFINERY FEEDSTOCKS The basic raw material for refineries is petroleum or crude oil, even though
PILOT PLANT DESIGN, INSTALLATION & OPERATION Training Duration 5 days
 Training Title PILOT PLANT DESIGN, INSTALLATION & OPERATION Training Duration 5 days Training Date Pilot Plant Design, Installation & Operation 5 21 25 Sep $3,750 Dubai, UAE In any of the 5 star hotels.
Training Title PILOT PLANT DESIGN, INSTALLATION & OPERATION Training Duration 5 days Training Date Pilot Plant Design, Installation & Operation 5 21 25 Sep $3,750 Dubai, UAE In any of the 5 star hotels.
Refinery / Petrochemical. Integration. Gildas Rolland
 Refinery / Petrochemical Integration Gildas Rolland 1 Global Middle Eastern Market 2 nd ~30% 10ppm Growing market for global Refined Product Demand +1.6% AAGR 2014-2035 of worldwide refining capacity expansion
Refinery / Petrochemical Integration Gildas Rolland 1 Global Middle Eastern Market 2 nd ~30% 10ppm Growing market for global Refined Product Demand +1.6% AAGR 2014-2035 of worldwide refining capacity expansion
LC-FINING Options for Heavy Oil Upgrading
 Annual Meeting March 9-11, 2008 Manchester Grand Hyatt San Diego, CA LC-FINING Options for Heavy Oil Upgrading Presented By: David Wadsworth Americas Director Chevron Lummus Global Bloomfield, NJ National
Annual Meeting March 9-11, 2008 Manchester Grand Hyatt San Diego, CA LC-FINING Options for Heavy Oil Upgrading Presented By: David Wadsworth Americas Director Chevron Lummus Global Bloomfield, NJ National
Crude Assay, ASTM, TBP distillations, Evaluation of crude oil properties.
 Crude Assay, ASTM, TBP distillations, Evaluation of crude oil properties. Crude Oil Distillation Crude oil distillation is an open art technology. The crude oil is distilled at atmospheric pressure and
Crude Assay, ASTM, TBP distillations, Evaluation of crude oil properties. Crude Oil Distillation Crude oil distillation is an open art technology. The crude oil is distilled at atmospheric pressure and
Recycle and Catalytic Strategies for Maximum FCC Light Cycle Oil Operations
 Recycle and Catalytic Strategies for Maximum FCC Light Cycle Oil Operations Ruizhong Hu, Manager of Research and Technical Support Hongbo Ma, Research Engineer Larry Langan, Research Engineer Wu-Cheng
Recycle and Catalytic Strategies for Maximum FCC Light Cycle Oil Operations Ruizhong Hu, Manager of Research and Technical Support Hongbo Ma, Research Engineer Larry Langan, Research Engineer Wu-Cheng
Modernizing a Vintage Cat Cracker. Don Leigh HFC Rahul Pillai KBR Steve Tragesser KBR
 Modernizing a Vintage Cat Cracker Don Leigh HFC Rahul Pillai KBR Steve Tragesser KBR El Dorado Refinery Refinery located in El Dorado, Kansas is one of the largest refineries in the Plain States and Rocky
Modernizing a Vintage Cat Cracker Don Leigh HFC Rahul Pillai KBR Steve Tragesser KBR El Dorado Refinery Refinery located in El Dorado, Kansas is one of the largest refineries in the Plain States and Rocky
PDHengineer.com. Course O Fundamentals of Petroleum Refining
 PDHengineer.com Course O-3001 Fundamentals of Petroleum Refining This document is the course text. You may review this material at your leisure before or after you purchase the course. If you have not
PDHengineer.com Course O-3001 Fundamentals of Petroleum Refining This document is the course text. You may review this material at your leisure before or after you purchase the course. If you have not
OIL REFINERY PROCESSES
 OIL REFINERY PROCESSES 1 Types of hydrocarbons Types of hydrocarbons (parafffins, naphthenes, and aromatics). This rating is important to the refinery since the value of the crude oil decreases from classification
OIL REFINERY PROCESSES 1 Types of hydrocarbons Types of hydrocarbons (parafffins, naphthenes, and aromatics). This rating is important to the refinery since the value of the crude oil decreases from classification
Refining 101. January 11, 2011
 Refining 101 January 11, 2011 Safe Harbor Statement Statements contained in this presentation that state the Company s or management s expectations or predictions of the future are forward looking statements
Refining 101 January 11, 2011 Safe Harbor Statement Statements contained in this presentation that state the Company s or management s expectations or predictions of the future are forward looking statements
Strategies for Maximizing FCC Light Cycle Oil
 Paste Logo Here Strategies for Maximizing FCC Light Cycle Oil Ann Benoit, Technical Service Representative Refcomm, March 4-8, 2015 LCO and Bottoms Selectivity 90 Bottoms wt% 24 LCO wt% Hi Z/M Low Z/M
Paste Logo Here Strategies for Maximizing FCC Light Cycle Oil Ann Benoit, Technical Service Representative Refcomm, March 4-8, 2015 LCO and Bottoms Selectivity 90 Bottoms wt% 24 LCO wt% Hi Z/M Low Z/M
ANALYSIS OF ENERGY USE AND CO 2 EMISSIONS IN THE U.S. REFINING SECTOR, WITH PROJECTIONS OF HEAVIER CRUDES FOR 2025 SUPPORTING INFORMATION
 ANALYSIS OF ENERGY USE AND CO 2 EMISSIONS IN THE U.S. REFINING SECTOR, WITH PROJECTIONS OF HEAVIER CRUDES FOR 2025 SUPPORTING INFORMATION MathPro Inc. P.O. Box 34404 West Bethesda, Maryland 20827-0404
ANALYSIS OF ENERGY USE AND CO 2 EMISSIONS IN THE U.S. REFINING SECTOR, WITH PROJECTIONS OF HEAVIER CRUDES FOR 2025 SUPPORTING INFORMATION MathPro Inc. P.O. Box 34404 West Bethesda, Maryland 20827-0404
Consulting and Training Services Available to the Petroleum Industry
 Consulting and Training Services Available to the Petroleum Industry Iraj Isaac Rahmim, PhD, Inc. Houston, Texas, USA Crude Oil Quality Group Chateau Sonesta Hotel New Orleans January 2005 Products and
Consulting and Training Services Available to the Petroleum Industry Iraj Isaac Rahmim, PhD, Inc. Houston, Texas, USA Crude Oil Quality Group Chateau Sonesta Hotel New Orleans January 2005 Products and
Basics of Market Fundamentals. March 7, 2007
 Basics of Market Fundamentals March 7, 2007 2 Crack Spreads Overview Definition The price difference between a barrel of product and a barrel of feedstock Also called indicator margin, differential, crack,
Basics of Market Fundamentals March 7, 2007 2 Crack Spreads Overview Definition The price difference between a barrel of product and a barrel of feedstock Also called indicator margin, differential, crack,
UTILIZING CHEAP GAS TO MAXIMIZE REFINERY PROFITS IN NORTH AMERICA. Daniel B Gillis and Ujjal K Mukherjee, Chevron Lummus Global Gary M Sieli, CB&I
 UTILIZING CHEAP GAS TO MAXIMIZE REFINERY PROFITS IN NORTH AMERICA By Daniel B Gillis and Ujjal K Mukherjee, Chevron Lummus Global Gary M Sieli, CB&I Abstract Within the United States, the availability
UTILIZING CHEAP GAS TO MAXIMIZE REFINERY PROFITS IN NORTH AMERICA By Daniel B Gillis and Ujjal K Mukherjee, Chevron Lummus Global Gary M Sieli, CB&I Abstract Within the United States, the availability
DIESEL. Custom Catalyst Systems for Higher Yields of Diesel. Brian Watkins Manager, Hydrotreating Pilot Plant and Technical Service Engineer
 DIESEL Custom Catalyst Systems for Higher Yields of Diesel Brian Watkins Manager, Hydrotreating Pilot Plant and Technical Service Engineer Charles Olsen Director, Distillate R&D and Technical Service Advanced
DIESEL Custom Catalyst Systems for Higher Yields of Diesel Brian Watkins Manager, Hydrotreating Pilot Plant and Technical Service Engineer Charles Olsen Director, Distillate R&D and Technical Service Advanced
The Role of the Merox Process in the Era of Ultra Low Sulfur Transportation Fuels. 5 th EMEA Catalyst Technology Conference 3 & 4 March 2004
 The Role of the Merox Process in the Era of Ultra Low Sulfur Transportation Fuels 5 th EMEA Catalyst Technology Conference 3 & 4 March 2004 Dennis Sullivan UOP LLC The specifications for transportation
The Role of the Merox Process in the Era of Ultra Low Sulfur Transportation Fuels 5 th EMEA Catalyst Technology Conference 3 & 4 March 2004 Dennis Sullivan UOP LLC The specifications for transportation
MEG/WRI s Partial Bitumen Upgrader Project Adding Value to MEG and Alberta
 MEG/WRI s Partial Bitumen Upgrader Project Adding Value to MEG and Alberta February 2015 Presentation Format Who we are - MEG and WRI Introduction to Alberta oil sands Resource recovery, transportation
MEG/WRI s Partial Bitumen Upgrader Project Adding Value to MEG and Alberta February 2015 Presentation Format Who we are - MEG and WRI Introduction to Alberta oil sands Resource recovery, transportation
Quenching Our Thirst for Clean Fuels
 Jim Rekoske VP & Chief Technology Officer Honeywell UOP Quenching Our Thirst for Clean Fuels 22 April 2016 Petrofed Smart Refineries New Delhi, India UOP 7200-0 2016 UOP LLC. A Honeywell Company All rights
Jim Rekoske VP & Chief Technology Officer Honeywell UOP Quenching Our Thirst for Clean Fuels 22 April 2016 Petrofed Smart Refineries New Delhi, India UOP 7200-0 2016 UOP LLC. A Honeywell Company All rights
Focus on Slurry Hydrocracking Uniflex Process Upgrade Bottom-of-the-Barrel to Improve Margins
 Focus on Slurry Hydrocracking Uniflex Process Upgrade Bottom-of-the-Barrel to Improve Margins Phil Hunt UOP LLC, A Honeywell Company Russia & CIS BBTC 2015 April 22-24, 2015 Moscow A Century of Innovation
Focus on Slurry Hydrocracking Uniflex Process Upgrade Bottom-of-the-Barrel to Improve Margins Phil Hunt UOP LLC, A Honeywell Company Russia & CIS BBTC 2015 April 22-24, 2015 Moscow A Century of Innovation
Mild Hydrocracking using IsoTherming Technology
 Mild Hydrocracking using IsoTherming Technology presented by Carmo J. Pereira DuPont Engineering Technology at the 2008 Annual Meeting of the NPRA San Diego, California March 10, 2008 MHC using IsoTherming
Mild Hydrocracking using IsoTherming Technology presented by Carmo J. Pereira DuPont Engineering Technology at the 2008 Annual Meeting of the NPRA San Diego, California March 10, 2008 MHC using IsoTherming
RefComm Galveston May 2017 FCC naphtha posttreatment
 RefComm Galveston May 2017 FCC naphtha posttreatment Henrik Rasmussen Haldor Topsoe Inc. Houston TX Agenda Why post-treatment of FCC naphtha? The new sulfur challenge Molecular understanding of FCC naphtha
RefComm Galveston May 2017 FCC naphtha posttreatment Henrik Rasmussen Haldor Topsoe Inc. Houston TX Agenda Why post-treatment of FCC naphtha? The new sulfur challenge Molecular understanding of FCC naphtha
PETROLEUM: CHEMISTRY, REFINING, FUELS AND PETROCHEMICALS - Petroleum: Chemistry, Refining, Fuels and Petrochemicals Refining - James G.
 PETROLEUM: CHEMISTRY, REFINING, FUELS AND PETROCHEMICALS -REFINING James G. Speight 2476 Overland Road,Laramie, WY 82070-4808, USA Keywords: Dewatering, desalting, atmospheric distillation, vacuum distillation,
PETROLEUM: CHEMISTRY, REFINING, FUELS AND PETROCHEMICALS -REFINING James G. Speight 2476 Overland Road,Laramie, WY 82070-4808, USA Keywords: Dewatering, desalting, atmospheric distillation, vacuum distillation,
CONVERT RESIDUE TO PETROCHEMICALS
 International Conference on "Refining Challenges & Way Forward" in New Delhi (16 17 April, 2012) CONVERT RESIDUE TO PETROCHEMICALS April 16, 2012 Debasis Bhattacharyya (bhattacharyad1@iocl.co.in) Global
International Conference on "Refining Challenges & Way Forward" in New Delhi (16 17 April, 2012) CONVERT RESIDUE TO PETROCHEMICALS April 16, 2012 Debasis Bhattacharyya (bhattacharyad1@iocl.co.in) Global
Boron-Based Technology: An Innovative Solution for Resid FCC Unit Performance Improvement
 Boron-Based Technology: An Innovative Solution for Resid FCC Unit Performance Improvement 1 Outline Development of BBT Platform BoroCat Borotec Boroflex 2 Shift in crude oil quality Trend in contaminant
Boron-Based Technology: An Innovative Solution for Resid FCC Unit Performance Improvement 1 Outline Development of BBT Platform BoroCat Borotec Boroflex 2 Shift in crude oil quality Trend in contaminant
SULFIDING SOLUTIONS. Why Sulfide?
 SULFIDING SOLUTIONS Randy Alexander, Eurecat US Inc, Frederic Jardin, Eurecat SAS France, and Pierre Dufresne, Eurecat SA, consider the factors in selecting a Sulfiding method for hydrotreating units.
SULFIDING SOLUTIONS Randy Alexander, Eurecat US Inc, Frederic Jardin, Eurecat SAS France, and Pierre Dufresne, Eurecat SA, consider the factors in selecting a Sulfiding method for hydrotreating units.
Maximize Yields of High Quality Diesel
 Maximize Yields of High Quality Diesel Greg Rosinski Technical Service Engineer Brian Watkins Manager Hydrotreating Pilot Plant, Technical Service Engineer Charles Olsen Director, Distillate R&D and Technical
Maximize Yields of High Quality Diesel Greg Rosinski Technical Service Engineer Brian Watkins Manager Hydrotreating Pilot Plant, Technical Service Engineer Charles Olsen Director, Distillate R&D and Technical
Oil & Gas. From exploration to distribution. Week 3 V19 Refining Processes (Part 1) Jean-Luc Monsavoir. W3V19 - Refining Processes1 p.
 Jean-Luc Monsavoir. W3V19 - Refining Processes1 p.") Oil & Gas From exploration to distribution Week 3 V19 Refining Processes (Part 1) Jean-Luc Monsavoir W3V19 - Refining Processes1 p. 1 Crude Oil Origins and Composition The objective of refining, petrochemical
Oil & Gas From exploration to distribution Week 3 V19 Refining Processes (Part 1) Jean-Luc Monsavoir W3V19 - Refining Processes1 p. 1 Crude Oil Origins and Composition The objective of refining, petrochemical
PROCESS ECONOMICS PROGRAM SRI INTERNATIONAL Menlo Park, California
 PROCESS ECONOMICS PROGRAM SRI INTERNATIONAL Menlo Park, California Abstract Process Economics Program Report No. 169 REFINERY/CHEMICALS INTERFACE (January 1985) Demand for most major refinery products
PROCESS ECONOMICS PROGRAM SRI INTERNATIONAL Menlo Park, California Abstract Process Economics Program Report No. 169 REFINERY/CHEMICALS INTERFACE (January 1985) Demand for most major refinery products
Middle East DownStream Weak May 2013 ABU DHABI, UAE
 Middle East DownStream Weak 12 15 May 2013 ABU DHABI, UAE Libyan Oil Refineries and Petrochemical plants: Present and Future Plans AZZAWIYA TRIPOLI BANGHAZI TOBRUK RASLANUF BREGA SARIR SABHA REFINERIES
Middle East DownStream Weak 12 15 May 2013 ABU DHABI, UAE Libyan Oil Refineries and Petrochemical plants: Present and Future Plans AZZAWIYA TRIPOLI BANGHAZI TOBRUK RASLANUF BREGA SARIR SABHA REFINERIES
FCC pretreatment catalysts
 FCC pretreatment catalysts Improve your FCC pretreatment using BRIM technology Topsøe has developed new FCC pretreatment catalysts using improved BRIM technology. The catalysts ensure outstanding performance
FCC pretreatment catalysts Improve your FCC pretreatment using BRIM technology Topsøe has developed new FCC pretreatment catalysts using improved BRIM technology. The catalysts ensure outstanding performance
Technology Development within Alternative Fuels. Yves Scharff
 Technology Development within Alternative Fuels Yves Scharff 1 Agenda Introduction Axens and Alternative Fuels Axens Renewable Iso-paraffins Route 2 Why Alternative Fuels? Environmental Regulation By 2020,
Technology Development within Alternative Fuels Yves Scharff 1 Agenda Introduction Axens and Alternative Fuels Axens Renewable Iso-paraffins Route 2 Why Alternative Fuels? Environmental Regulation By 2020,
Unit 2. Light Naphtha Isomerization. Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna
 Unit 2. Light Naphtha Isomerization Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Isomerization of Light Naphtha Isomerization is the process in which light straight chain
Unit 2. Light Naphtha Isomerization Assistant lecturers Belinskaya Nataliya Sergeevna Kirgina Maria Vladimirovna Isomerization of Light Naphtha Isomerization is the process in which light straight chain
Thermal cracking Introduction
 5.3 Thermal cracking 5.3.1 Introduction Thermal cracking is the thermal decomposition of straight-run and recycled heavy s at temperatures between about 450 and 540 C under moderate pressure conditions.
5.3 Thermal cracking 5.3.1 Introduction Thermal cracking is the thermal decomposition of straight-run and recycled heavy s at temperatures between about 450 and 540 C under moderate pressure conditions.
MODERN REFINING CONCEPTS No Oil Refining without Hydroprocessing
 MODERN REFINING CONCEPTS No Oil Refining without Hydroprocessing Dr. Hartmut Weyda, Dr. Ernst Köhler - SÜD-CHEMIE AG Keywords: Aromatics Removal, Catalyst, Dewaxing, Diesel, Gas Oil, Gasoline, HDS, Hydrogen,
MODERN REFINING CONCEPTS No Oil Refining without Hydroprocessing Dr. Hartmut Weyda, Dr. Ernst Köhler - SÜD-CHEMIE AG Keywords: Aromatics Removal, Catalyst, Dewaxing, Diesel, Gas Oil, Gasoline, HDS, Hydrogen,
clean Efforts to minimise air pollution have already led to significant reduction of sulfur in motor fuels in the US, Canada, Keeping it
 Maurice Korpelshoek, CDTECH, The Netherlands, and Kerry Rock and Rajesh Samarth, CDTECH, USA, discuss sulfur reduction in FCC gasoline without octane loss. Keeping it clean without affecting quality Efforts
Maurice Korpelshoek, CDTECH, The Netherlands, and Kerry Rock and Rajesh Samarth, CDTECH, USA, discuss sulfur reduction in FCC gasoline without octane loss. Keeping it clean without affecting quality Efforts