655 Andover St Lawrence, MA Tel: Fax: Poly-Flo PE Information and Installation Guide
|
|
|
- Moris Wilkins
- 5 years ago
- Views:
Transcription

1 Poly-Flo PE Information and Installation Guide 1
2 Poly-Flo PE Submittal A. General The following is a submittal from Asahi/America, Inc. and our manufacturing partner Agru, Bad Hall, Austria on the Poly-Flo Double containment project. The submittal is inclusive all fittings, pipe and joining required for a Poly-Flo system B. Materials 1. 0 Resin All PE pipe and fittings supplied meet the requirements for PE material according to ASTM D 3035 with a minimum cell classification of PE445584C. Advanced PE Physical Properties 2
3 2.0 Product Configuration All pipe shall be one-piece double-wall extruded simultaneously. The primary pipe shall be integral with the secondary pipe via connecting ribs, which are continuous down the entire length of each section of pipe. No centralizing clips, spiders, disks or supports shall be allowed. Molded double containment fittings shall be of unitary construction. Permanent alignment of the inner and outer fittings shall be maintained via molded-in ribs. The ends of both the inner and outer fittings shall be flush (in one plane). Molded-in supports shall be set back from the ends of molded fittings to allow mixing of any fluids in the annular space. Not all fittings are required to be molded. Fabricated fittings shall be allowed where molded fittings are not available. All Fabricated fittings are required to be assembled utilizing butt fusion only. The manufacturer shall provide pressure ratings on fabricated fittings. Consult manufacturer drawings for availability and construction method of each part. Termination of the double containment shall be conducted utilizing an end termination dogbone or flanged end termination. 3.0 Pressure Rating Pipe and fittings shall be rated for 150x90 psi in all sizes and materials at 73 o F. Fabricated fittings shall be pressure de-rated based on angle of miter cut/weld, contact Asahi America for pressure ratings of mitered fittings C. Execution 1.0 Joining Methods All field welding shall be butt welded per the parameters in this document and general guidelines of ASTM D2657 for polyolefin piping, and in general accordance with the manufacturer s printed guidelines shown later in this document. Due to the nature of butt fusion in general, the interior weld of any pipe is difficult to inspect, therefore the outer weld bead is indication of correct weld to verify proper parameters have been followed, heat temperature, time and fusion pressure. 3
4 It is very important to minimize the bead size during the initial melt under pressure; the pressure should be reduced to almost zero for the heat soak, as soon as a bead begins to develop around the circumference of the pipe or fitting end. This is important to prevent excessive bead height which could close off the annular space. Additionally the ribs can be modified at the weld area by cutting a notch into each rib to a depth of 1/8-1/4 using snips, wire cutters, etc. Also it is important to stagger the ribs at each weld connection to prevent channel zones within the annular space. The outside weld bead on the containment pipe should be used as your comparison to the sample welds. Since ambient air temperature and other environmental condition effect weld bead formation, there is no standard or formal specification for the size of the bead. As long as the beads meet the weld inspection criteria. 2.0 Installation and Support Installation procedures shall be as per the manufacturer s written specifications. Pipe support spacing must be adequate to prevent any appearance of sagging. Standard design practice for single wall thermoplastic piping with regard to expansion and contraction shall be followed. Valves and other auxiliary items shall be independently supported. Support Spacing PE Diameter 68 F 86 F 104 F 122 F 140 F da mm Nom in in in in in in 32mm X 50mm 1" x 1-1/2" mm X 90mm 2" X 3" mm X 160mm 4" x 6" Support spacing is based on S.G 0f 1.0 at 68 F. Correction factors must be used for denser fluids as follows: 0.90 for S.G = 1.25, 0.85 for S.G = 1.50, 0.75 for S.G = 1.75 and 0.70 for S.G = 2.0 4
5 3.0 System Testing Pressure Systems To fully test both the inner and outer containment for full pressure rating a hydrostatic test of both the inner and outer pipes shall be performed as outlined in the Uniform Plumbing Code Section 318 as directed by the local Administrative Authority. Specifically, a water pressure test at 1.5 times (150%) the normal working pressure of the inner pipe should be applied to both the inner and outer walls in separate tests. To avoid a possible leak in the carrier from contaminating the containment space with water, a 5 to 10 psi air test can be first conducted a quick check of the system. See requirements for safety below. To avoid moisture in the containment an air test can be conducted on the containment pipe. Pressure test is recommended at 5 psi and shall not exceed 10 psi. The inner carrier pipe shall be full of water and under pressure to avoid any possible collapse. When testing with air on both the carrier and containment piping the ambient temperature should be above 32 F and extra safety precautions for personnel shall be put in place during the test. Drainage Systems For systems in drainage applications a hydrostatic test of 1.5x the working pressure is recommended for the carrier pipe. To avoid moisture in the containment an air test can be conducted on the containment pipe. Pressure test is recommended at 5 psi and shall not exceed 10 psi. The inner carrier pipe shall be full of water and under pressure to avoid any possible collapse. When testing with air the ambient temperature should be above 32 F and extra safety precautions for personnel shall be put in place during the test. 4.0 Leak Detection Leak detection shall be provided to monitor the integrity of the secondary containment in compliance with the local administrative authority 5

6 Heating element butt welding procedure using Miniplast or Maxiplast welding machine 6
7 Safety Precautions 1. Keep working area clean and tidy. 2. Keep electrical tools away from moisture. Never use in a wet environment or humid conditions. Working area should be well illuminated. Keep tools away from chemicals and other corrosive materials. 3. Keep visitors at a safe distance. 4. Electrical tools not in use should be stored away safely. 5. Do not wear loose clothing or jewelry. They can inadvertently get stuck in the moving parts of the machine, causing injury. 6. Never carry tools by the electric cable. Never unplug by pulling the cable. Keep cables away from oil, heat and sharp edges. 7. Always check that the pipe and fittings are clamped down tightly. 8. The heating element can reach temperatures in excess of 300 C (570 F). Do not touch the surface, and keep non-operating personnel at a safe distance. 9. Keep tools clean and sharpened. They produce better and safer results. Missing and worn-out parts should be replaced immediately. Always assure that the accessories are properly mounted on the machine. Only use factory parts. 10. Always use correct extension cable with properly grounded ends, recommended wire size is 14 gauge/ 3 conductor to minimize voltage drop. 11. Do not use tools and machines when housing or handles, specifically plastic ones, are bent or cracked. Dirt and humidity in any fracture can lead to electrical shock should the insulation in the machine be damaged. 7
8 Welding Conditions 1. The welding environment needs to be protected against unfavorable conditions, e.g. rain, wind, dust, excessive humidity or temperature below 5 C (41 F). Wind greater than 10 mph should be considered potentially problematic. Welds can be made on a dirt surface provided the dirt is not in a dry state where dust particulates can be visible on welding surfaces. The welding area can be shielded to reduce wind and dirt particles from entering the welding zone. 2. It needs to be assured that the pipe wall temperature is adequate for welding. If necessary, the pipe has to be warmed up or an environmentally controlled welding tent needs to be erected. The pipe should be acclimated to the environment where it will be welded for hours prior to welding. Acclimation will alleviate any temperature differences between the two parts that could affect the quality of the weld. If these conditions are met, the welding can be performed at virtually any environmental temperature. Prior to welding the surfaces need to be welded, the ends of pipe 2+ and/or fittings need to be above 41 degrees F. Welding with material temperatures below 41 degrees F needs to be avoided. It is advisable to verify the weld quality by making some test welds at the given conditions. 3. Should the pipe be irregularly heated by intense sunshine, it may be necessary to cover the pipe ends to be welded so that a balanced temperature is obtained. 4. The pipe ends to be welded must be checked for damage and be free from oil, grease, dirt and other contaminates. Cleaning the pipe ends must be done just prior to welding. This should be done with a lint free paper or cloth towel. Isopropyl Alcohol with a concentration of 70% or higher can be used to remove oil, grease, or tape residues. (Hereinafter is referred to as cleaning agent or any reference to cleaning). 5. The weld must be kept free from external stresses during the weld process until the material has sufficiently cooled. Weld parameters are provided in the parameters section of this document. The cooling period can be reduced by 50% if weld joint will not see excessive stress from pipe bending and handling. 6. The weld process has to be observed continuously. It is recommended to keep a record of each weld. A Weld Log is provided at the end of this document. 7. A regular stop watch, egg timer, or wrist watch with a second hand is to be available in order to register the actual times for heating up and cooling down. 8. A regular heat stick or regular pyrometer is to be available in order to verify the correct heating element temperature. 9. A table is to be available from which you can read the parameters that are prescribed by the welding regulation for the pipe dimension to be welded. Weld parameters are provided in the parameters section of this document. 8
9 10. The heating element surfaces are to be clean and, above all, free from grease using above described cleaning agent. 11. The pipe and fitting condition should be checked upon arrival to site and prior to beginning the welding process. Check for gouging, cracking, nicks, inconsistencies in shape, etc. *After the above conditions are met, start preparing to weld. Machine Set Up and Operation Materials: PP, HDPE, PVDF Joint Type: Contact Butt Fusion (including: pipe to pipe, pipe to fitting & fitting to fitting) 1. General Tool Information A. The MiniPlast Shop 4 is made for butt fusion with a diameter range of ½ -4 (20mm- 110mm). Maxiplast Shop 6 is made for butt welding of pipes and fittings with a diameter range of 1 ½ 6 (50mm 160mm). B. Voltage: 110 AC (Two required) Amperage: 15 Amps 2. Heating Element Temperature Setting A. Connect the plug of the heating element to a 110-volt outlet. Portable Generators are acceptable provided they will handle the Amp load of the heater and planer shown below. The heater is thermostat controlled and indicated by lighted switch, therefore temperature is monitored to avoid welding with heating element too cool. The Amp load of the Heat Plate (mirror) and Planer is 7 Amp (each). Technical Data Heating Element Planer Power: Watts Motor: -Single Phase Alternating Current Motor Voltage: -110V (+/- 10%) Power: -950 Watts Current: -7 A (+/- 10%) Voltage: -110V (+/- 10%) Frequency: Hz Current: -7 A (+/- 10%) Element: -Electric Temperature Control Frequency: Hz -Power Indicator Light On/Off Switch -Connecting Cable with Plug and Earth Ground B. The thermostat is located in the heating element and can be adjusted by turning the dial located above the handle. The thermostat will be factory set if using a rental unit. 1. HDPE 215 C-230 C/ 420 F-446 F as shown in welding parameters. 9
10 3. Welding Machine Setup 655 Andover St Lawrence, MA Tel: Fax: A. The machine can be mounted on a bench by bolting the base to the bench with the enclosed screws or it can be placed in a vice. 4. Clamping Setup A.1. For pipe to pipe joints with pipes smaller than tools maximum diameter, appropriate pipe clamp inserts must be placed into the master pipe clamps and fixed with the appropriate screws. For 160mm pipe to pipe joints, the master pipe clamps should be used. The pipe should be placed in the clamps with ½ -1½ inches extended out of the clamps. A.2. For pipe to fitting joints, the master pipe clamp, which is fixed to the movable part of the machine, must be replaced with the master fitting clamp. For fittings smaller than tools maximum size, use the appropriate fitting inserts and fix them with the appropriate screws A.3. For fitting to fitting joints, the second master pipe clamp should be replaced with the other master fitting clamp with the appropriately sized inserts. A.4. To weld a flange to pipe or fitting, the flange adapter should be placed in the pipe master clamp and the flange centered on the flange adapter. B. It is possible to manufacture segmented elbow pieces. The master pipe clamps can be swiveled from 0-15 degrees on either side. The upper part of the planer is radially adjustable in order to adjust the cutters axial to the end of the pipe. It is possible to produce equally segmented elbow pieces provided the limit stops are set exactly. 5. Facing A. The planer has to be placed onto the two shafts and locked using the rotary button. B. Use the hand wheel to gently press the ends of the pipe against the rotating cutters of the planer. The planing step is complete when the shavings on both pipes are producing a continuous ribbon. Release the pressure using the hand wheel while the cutters of the planer are rotating. Facing pressures are based on the size/wall thickness of piping and such that the planer motor is not overloaded. The purpose of the facing process is to get a clean, flat face on the ends of the pipe and/or fitting surfaces to be joined. The pressure required to achieve this may vary during the planning process from beginning to end. Do not to apply too much pressure that would put too great of load on the planer motor or stop rotation entirely. 10
11 We do want to apply enough pressure to achieve a continuous strip or ribbon of material around the entire perimeter. A continuous strip indicates the welding area is flat and both sides are parallel. C. After the planer has completed rotation, loosen the rotary button, remove the planer and store in an appropriate place. 6. Alignment A. Using the hand wheel, bring the two ends of the pipe together to check alignment both parallel and axial. B. Adjustments can be made using the horizontal adjustment. Loosening or tightening the clamps will adjust the vertical alignment. The misalignment of the pipe should not exceed 10% of the wall thickness of the pipe. Wall Thickness provided in table below. No visible light is to be seen between the pieces being welded when checking alignment. C. Loosening or tightening the clamps can eliminate egg-shaped pipe, as can be seen when too much clamping pressure is applied. 7. Initial Heating A. Check whether the heating plate has reached the working temperature (see Welding Parameter Charts at the end of this manual). The working temperature is reached when the lamp blinks in short intervals. A heat stick or pyrometer should be used to verify temperature. B. Place the heating element on the shaft of the welding machine with the brackets on either side of the shaft. Using the hand wheel, bring the pipe ends against the heater, applying the proper initial melt pressure (see charts at the end of this manual for proper welding pressures). Also see note regarding drag pressure at welding chart near the end of this document. C. Watch for a continuous bead to form 360 degrees around both pipe or fitting ends, the size of the bead is not important as long as melt is observed around the pipe and/ or fitting face. Minimize the size of the bead to prevent excessive weld bead into the annular space. Continue once a uniform continuous bead forms around the circumference on both sides. D. Lower pressure using the hand wheel until the pressure is reduced to almost zero, just enough pressure to keep welding zone on the heating plate. Be sure the mirror (or heating plate) does not break contact with the pipe or fitting. 11
12 Note: If the hand wheel is moved too far in this direction, the pipe may move away from the heater causing a bad weld. 8. Heat Soak A. With the pressure almost at zero, begin to time the heat soak time (see welding parameters). It is important to assure that the pipe ends remain in full contact with the heating element. 9. Change Over Time A. With the hand wheel, move the pipe ends apart. Remove the heating element and then bring the pipe end back together. B. Bring the pressure back to the original weld pressure. Do not over pressurize, as this will cause a bad weld. These steps must be performed within the allowable change over time (see parameters at the end of the manual for proper time). 10. Cooling Time A. Keep the machine under pressure until the cooling time has expired. The cooling time can be reduced by 50% as long as the welded area does not see excessive force from movement or bending. Weld Bead Inspection A. To ensure a safe and proper installation it is recommended that a standard inspection process be developed by the local quality assurance team following these guidelines. These guidelines were established using DVS Imperfections in Thermoplastic Welded Joints and DVS Heated Tool Welding of Pipes, Piping parts, and panels made of PE. B. To inspect butt fusion joints, the inspector should look for the following characteristics on each weld; 1. Welds should have two beads that are 360* around the pipe or fitting 2. Beads should be of consistent height and width, there will be a slight (~1/16 ) elevation of bead height at each of the ribbed areas. 3. Beads should have a rounded shape 4. Beads shall be free of burrs or foreign material 5. The bead on either side should not reduce greatly in width or disappear 6. The components welded together should be properly aligned and cannot be misaligned by more than 10% As previously explained, the outside weld bead is the only indication of a successful simultaneous weld of the carrier (inner) and containment (outer) zones. It is recommended that each welder create one or several welds at proper parameters and evaluate all further welds to compare bead height and shape. 12

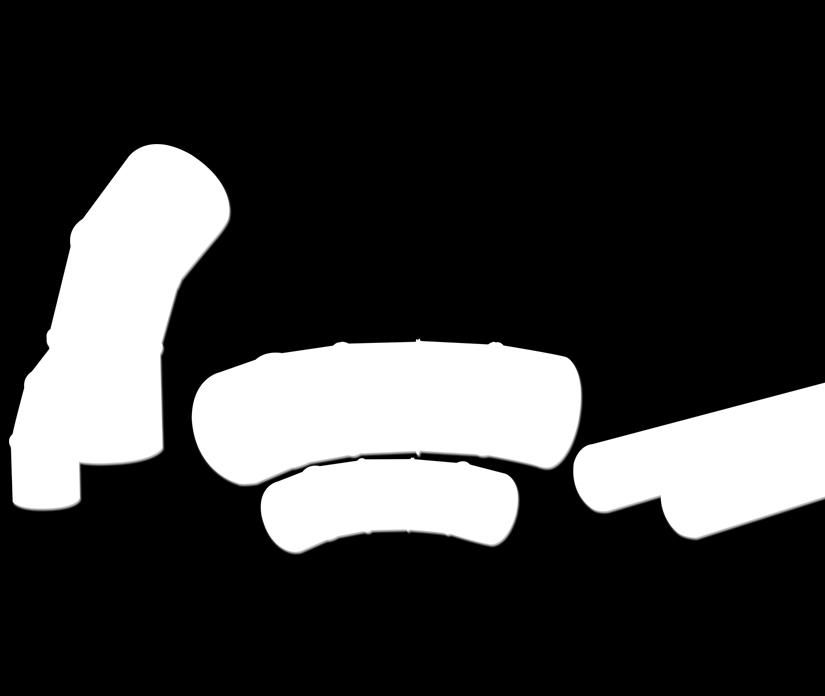
13 HDPE PolyFlo Weld Examples Picture showing PolyFlo PE, PP weld beads are very similar. 2x3 HDPE PolyFlo pipe and molded 45 s 13


14 Close up of molded fitting to fitting weld, bead height approx 1/16-3/32, with approx 1/32 deep notch between beads. Both beads have nice rounded edge. Close up of molded fitting to pipe weld, fitting bead remains slightly rounded, pipe bead has slight straight edge, due to processing differences of injection molded fitting versus extruded pipe. Bead height remains the same approx. 3/32 14


15 Pipe to pipe weld, with INSUFFICIENT pressure. Close up of above weld. Bead height varies from 0-1/32. 15


16 Pipe to pipe weld, with EXCESSIVE pressure. Close up of above weld, bead height approx 1/8-5/32 16


17 Annular space is open with proper weld pressure. (see light penetration at arrows) Annular space closed by excessive weld pressure (pin holes of light at arrows) 17
18 Welding Parameters Miniplast// Maxiplast PolyFlo Double Containment Butt Fusion pipe beadup circular heatup max. time welding cooldiameter force bead time change- to reach force down OD x OD [lbs] min. [s] over welding [lbs] time [mm] SDR [mm] time pressure [min] [s] [s] PE PolyFlo 32x50 11x x90 11x x160 11x PE Welding Temperatures *F *C Remaining under the cool-down time for up to 50% is allowed under the following conditions: prefabrication under workshop conditions low additional pressure at unclamping no additional pressure during further cooling down Drag pressure: If the pipe is under friction load or extended line lengths, the force to close the clamps will be significantly higher. This force must be added to the welding pressure during the initial melt and final weld. Determining drag pressure: Prior to planning, attached pipe in machine as described in step 4 above in machine set up. Rotate the closure hand wheel while watching the spring tension pressure gauge and record pressure shown as pipe is moving. This reading must be added to the Initial Melt Pressure and Welding Pressure shown above. For example, for 2x3 PolyFlo, if you find 25 lbs of resistance while closing the hand wheel, this 25 lbs must be added to the 45 Lbs of melt pressure which means now both Initial Melt Pressure and Welding Pressure must be 70 lbs during the weld procedure. 18
19 Tel: (781) (800) FAX: (800) asahi@asahi-america.com Direct Sales: East (800) / Central (800) / West (800)
20
Proweld Equipment Owner & Maintenance Manual Miniplast (Widos Shop 4)
") Proweld Equipment Owner & Maintenance Manual Miniplast (Widos Shop 4) 35 Green Street, PO Box 653, Malden, MA 02148 Tel: (781) 321-5409 - Fax (781) 321-4421 - Toll Free: (800) 343-3618 www.asahi-america.com
Proweld Equipment Owner & Maintenance Manual Miniplast (Widos Shop 4) 35 Green Street, PO Box 653, Malden, MA 02148 Tel: (781) 321-5409 - Fax (781) 321-4421 - Toll Free: (800) 343-3618 www.asahi-america.com
COOLSAFE Pre-Insulated PE Piping System
 COOLSAFE Pre-Insulated PE Piping System Pipe Fittings Valves Installation COOLSAFE PE piping system provides a cost effective way for installing insulated piping for a broad range of industries. Pipe and
COOLSAFE Pre-Insulated PE Piping System Pipe Fittings Valves Installation COOLSAFE PE piping system provides a cost effective way for installing insulated piping for a broad range of industries. Pipe and
PP-RCT Plumbing and HVAC Piping Systems
 PP-RCT Plumbing and HVAC Piping Systems Pipe Fittings Valves 9-2016 Efficient Sustainable Green Technology Asahi/America, in partnership with Bänninger of Germany, introduces - Asahitec PP-RCT piping systems
PP-RCT Plumbing and HVAC Piping Systems Pipe Fittings Valves 9-2016 Efficient Sustainable Green Technology Asahi/America, in partnership with Bänninger of Germany, introduces - Asahitec PP-RCT piping systems
Air Handling Piping Systems
 Air Handling Piping Systems ProVent - Compressed Air System - PP Vent Duct System www.asahi-america.com Table of Contents Table of Contents Product Specification... Page 350 SOCKET PIPE AND FITTINGS Pipe,
Air Handling Piping Systems ProVent - Compressed Air System - PP Vent Duct System www.asahi-america.com Table of Contents Table of Contents Product Specification... Page 350 SOCKET PIPE AND FITTINGS Pipe,
Butt Fusion up to 114mm
 Butt Fusion up to 114mm Procedure Overview This standard describes the procedures for butt fusion of PE pipe up to 114.3 mm outer diameter using the McElroy Pitt Bull No. 14 or similar machine. Topics
Butt Fusion up to 114mm Procedure Overview This standard describes the procedures for butt fusion of PE pipe up to 114.3 mm outer diameter using the McElroy Pitt Bull No. 14 or similar machine. Topics
Introduction. What is Powercore? Powercore Welding Rod is an " Electro-fusion System" used for joining all types of thermoplastic parts together.
 Introduction What is Powercore? Powercore Welding Rod is an " Electro-fusion System" used for joining all types of thermoplastic parts together. Powercore Welding Rod, is a flexible thermoplastic rod approximately
Introduction What is Powercore? Powercore Welding Rod is an " Electro-fusion System" used for joining all types of thermoplastic parts together. Powercore Welding Rod, is a flexible thermoplastic rod approximately
MATERIALS. Polypropylene
 68509.verB_1_3.P1.fh 4/17/07 12:15 PM Page 1 THERMOPLASTIC INDUSTRIAL PIPING SYSTEMS Asahi/America thermoplastic piping systems are designed for tough industrial applications. With our partner Agru of
68509.verB_1_3.P1.fh 4/17/07 12:15 PM Page 1 THERMOPLASTIC INDUSTRIAL PIPING SYSTEMS Asahi/America thermoplastic piping systems are designed for tough industrial applications. With our partner Agru of
Proweld Equipment Manual UF2000/1
 Proweld Equipment Manual UF2000/1 35 Green Street, PO Box 653, Malden, MA 02148 Tel: (781) 321-5409 - Fax: (781) 321-4421 Toll Free: (800) 343-3618 www.asahi-america.com asahi@asahi-america.com Direct
Proweld Equipment Manual UF2000/1 35 Green Street, PO Box 653, Malden, MA 02148 Tel: (781) 321-5409 - Fax: (781) 321-4421 Toll Free: (800) 343-3618 www.asahi-america.com asahi@asahi-america.com Direct
PP-RCT Plumbing and HVAC Piping Systems
 PP-RCT Plumbing and HVAC Piping Systems Pipe Fittings Valves 9-2016 Efficient Sustainable Green Technology Asahi/America, in partnership with Bänninger of Germany, presents Asahitec PP-RCT piping systems
PP-RCT Plumbing and HVAC Piping Systems Pipe Fittings Valves 9-2016 Efficient Sustainable Green Technology Asahi/America, in partnership with Bänninger of Germany, presents Asahitec PP-RCT piping systems
Temperature: TYPE A (1" 3") TYPE B (1/2" TYPE C (1/2" 4") TYPE D (3"
 TYPE B (1/2 TYPE C (1/2 4) TYPE D (3") Sizes: Body: Bonnet: Models: Seals: s: Temperature: Specifications : ", ", 1", 2", 3", 4" Flanged ANSI EPDM Stainless Steel 304 with PCTFE Coating 30 1º F Constant Flow Valves Standard Features (Sizes
Sizes: Body: Bonnet: Models: Seals: s: Temperature: Specifications : ", ", 1", 2", 3", 4" Flanged ANSI EPDM Stainless Steel 304 with PCTFE Coating 30 1º F Constant Flow Valves Standard Features (Sizes
Model 320 / 320A Hinge Assembly
 MANUFACTURING CO. THE FIRST NAME IN QUALITY COUPLINGS Installation, Inspection, Operation & Maintenance Guide Model 320 / 320A Hinge Assembly IMPORTANT Read these instructions completely before installing,
MANUFACTURING CO. THE FIRST NAME IN QUALITY COUPLINGS Installation, Inspection, Operation & Maintenance Guide Model 320 / 320A Hinge Assembly IMPORTANT Read these instructions completely before installing,
LARGE DIAMETER ELECTROFUSION COUPLERS
 JILIN SONG JIANG SMART JOINT CO.,LTD www.smartjoint.net sales@smartjoint.net Tel: 0086-432-66976665 Fax: 0086-432-66976664 LARGE DIAMETER ELECTROFUSION COUPLERS METRIC SIZE UP TO 1000MM ASTM SIZE UP TO
JILIN SONG JIANG SMART JOINT CO.,LTD www.smartjoint.net sales@smartjoint.net Tel: 0086-432-66976665 Fax: 0086-432-66976664 LARGE DIAMETER ELECTROFUSION COUPLERS METRIC SIZE UP TO 1000MM ASTM SIZE UP TO
Constant Flow Valves. Specifications PVC: 1/2", 3/4", 1", 2", 3", 4" PVC PVC Flanged ANSI EPDM Stainless Steel 304 with ETFE Coating º F
 Sizes: Body: Bonnet: Models: Seals: s: Temperature: Specifications : ", ", 1", 2", 3", 4" Flanged ANSI EPDM Stainless Steel 304 with ETFE Coating 30 1º F Constant Flow Valves Standard Features (Sizes "
Sizes: Body: Bonnet: Models: Seals: s: Temperature: Specifications : ", ", 1", 2", 3", 4" Flanged ANSI EPDM Stainless Steel 304 with ETFE Coating 30 1º F Constant Flow Valves Standard Features (Sizes "
MODEL 901 OPERATING INSTRUCTIONS
 MODEL 901 OPERATING INSTRUCTIONS GENERAL DESCRIPTION The Quantek Model 901 is a battery-operated, portable oxygen analyzer used for the measurement of residual oxygen in gas-flushed (CAP/MAP) food packages.
MODEL 901 OPERATING INSTRUCTIONS GENERAL DESCRIPTION The Quantek Model 901 is a battery-operated, portable oxygen analyzer used for the measurement of residual oxygen in gas-flushed (CAP/MAP) food packages.
3-Way Ball Valve Type 23H
 Serial No. H-V062-E-4 contents 3-Way Ball Valve Type 23H User s Manual (1) Be sure to read following warranty clauses of our product 1 (2) General operating instructions 2 (3) General instruction for transportation,
Serial No. H-V062-E-4 contents 3-Way Ball Valve Type 23H User s Manual (1) Be sure to read following warranty clauses of our product 1 (2) General operating instructions 2 (3) General instruction for transportation,
RIONFUSE CF- CLAMP FREE PIPING SYSTEMS CONTROLLED FUSION TECHNOLOGY
 OFRFCF - rev 3.0 February 2008 RIONFUSE CF- CLAMP FREE PIPING SYSTEMS CONTROLLED FUSION TECHNOLOGY POLYPROPYLENE AND PVDF MATERIALS BLUELINE POLYPROPYLENE Material SUPER-BLUE PVDF Material NON-TRANSFORMER
OFRFCF - rev 3.0 February 2008 RIONFUSE CF- CLAMP FREE PIPING SYSTEMS CONTROLLED FUSION TECHNOLOGY POLYPROPYLENE AND PVDF MATERIALS BLUELINE POLYPROPYLENE Material SUPER-BLUE PVDF Material NON-TRANSFORMER
OPERATION INSTRUCTIONS
 www.r-techwelding.co.uk Email: sales@r-techwelding.co.uk Tel: 01452 733933 Fax: 01452 733939 ProArc 175 INVERTER ARC WELDER OPERATION INSTRUCTIONS Version 2017-10 2 3 Thank you for selecting the R-Tech
www.r-techwelding.co.uk Email: sales@r-techwelding.co.uk Tel: 01452 733933 Fax: 01452 733939 ProArc 175 INVERTER ARC WELDER OPERATION INSTRUCTIONS Version 2017-10 2 3 Thank you for selecting the R-Tech
VA-908x Series Electric Rotary Actuators for Two-Position and Modulating Service
 VA-908x Series Electric Rotary Actuators for Two-Position and Modulating Service Installation Instructions VA-908x Code No. LIT-12011566 Issued August 24, 2009 Applications The VA-908x Series Electric
VA-908x Series Electric Rotary Actuators for Two-Position and Modulating Service Installation Instructions VA-908x Code No. LIT-12011566 Issued August 24, 2009 Applications The VA-908x Series Electric
Butterfly Valves ASAHI AV VALVES
 Serial No. H-V030-E-8 Butterfly Valves Type 56: 400mm (16 ) Body: PP, PVDF Type 75: 450-600mm (18-24 ) Body: PP, PVDF Type 56D: 400mm (16 ) Body: PDCPD Type 75D: 450-600 mm (18-24 ) Body: PDCPD Contents
Serial No. H-V030-E-8 Butterfly Valves Type 56: 400mm (16 ) Body: PP, PVDF Type 75: 450-600mm (18-24 ) Body: PP, PVDF Type 56D: 400mm (16 ) Body: PDCPD Type 75D: 450-600 mm (18-24 ) Body: PDCPD Contents
MICRO WELD MODEL AUF-8 HEAVY DUTY FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL
 MICRO WELD MODEL AUF-8 HEAVY DUTY FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL 1 TABLE OF CONTENTS 1.0 SPECIFICATIONS 2.0 GENERAL OPERATING INSTRUCTIONS 3.0 BASIC OPERATING PARTS 4.0 BASIC
MICRO WELD MODEL AUF-8 HEAVY DUTY FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL 1 TABLE OF CONTENTS 1.0 SPECIFICATIONS 2.0 GENERAL OPERATING INSTRUCTIONS 3.0 BASIC OPERATING PARTS 4.0 BASIC
How You Benefit From The KC Sealing System A New Definition Of Leaky Flanged Joints Comparison Of Flanged Joint After Bolt-Up...
 Benefits How You Benefit From The KC Sealing System...-1 A New Definition Of Leaky Flanged Joints...-2 Comparison Of Flanged Joint After Bolt-Up...-3 Joining Dissimilar Flange Adapter Types...- Gasket
Benefits How You Benefit From The KC Sealing System...-1 A New Definition Of Leaky Flanged Joints...-2 Comparison Of Flanged Joint After Bolt-Up...-3 Joining Dissimilar Flange Adapter Types...- Gasket
HYDRAULIC ROLL GROOVING ATTACHMENT 1/2-12
 HYDRAULIC ROLL GROOVING ATTACHMENT 1/2-12 Read this Operator s Manual carefully before using this tool. Failure to understand and follow the contents of this manual may result in electrical shock, fire
HYDRAULIC ROLL GROOVING ATTACHMENT 1/2-12 Read this Operator s Manual carefully before using this tool. Failure to understand and follow the contents of this manual may result in electrical shock, fire
INSTRUCTION MANUAL ANGLE GRINDER PT W
 INSTRUCTION MANUAL ANGLE GRINDER PT50360 4½ INCHES 120V 60Hz 600W 5A 12,000 rpm C US Note : Before operating this tool, read this manual and follow all safety rules and operating instructions. This electric
INSTRUCTION MANUAL ANGLE GRINDER PT50360 4½ INCHES 120V 60Hz 600W 5A 12,000 rpm C US Note : Before operating this tool, read this manual and follow all safety rules and operating instructions. This electric
Bellows. GT Exhaust Accessories Installation and Operation Manual. Rev. B. (c) Copyright 2012, GT Exhaust, Inc. All Rights Reserved
 Copyright 2012, GT Exhaust, Inc. All Rights Reserved") Bellows GT Exhaust Accessories Installation and Operation Manual Rev. B (c) Copyright 2012, GT Exhaust, Inc. All Rights Reserved Published: October 4, 2012 NOTICE The instructions herein must be expressly
Bellows GT Exhaust Accessories Installation and Operation Manual Rev. B (c) Copyright 2012, GT Exhaust, Inc. All Rights Reserved Published: October 4, 2012 NOTICE The instructions herein must be expressly
Broetje-Automation Company Standard Structural component specification for welded parts
 Broetje-Automation Company Standard Table of Contents Application Area and Purpose 3 1 Structural components pursuant to DIN 1090 4 1.1 Structural component classification 4 1.1.1 Steel components < Strength
Broetje-Automation Company Standard Table of Contents Application Area and Purpose 3 1 Structural components pursuant to DIN 1090 4 1.1 Structural component classification 4 1.1.1 Steel components < Strength
AUTOMATIC GIRTH WELDERS Single and Double Sided Models
 AUTOMATIC GIRTH WELDERS Single and Double Sided Models Features Energia Red-D-Arc / Ransome s AGW Automatic Girth Welder is an automatic system that speeds up construction of field-erected storage tanks.
AUTOMATIC GIRTH WELDERS Single and Double Sided Models Features Energia Red-D-Arc / Ransome s AGW Automatic Girth Welder is an automatic system that speeds up construction of field-erected storage tanks.
Safety, Operation and Maintenance Instructions For Long & Short Nose Upholstery Air Stapler (NS10 & NS11)
") Safety, Operation and Maintenance Instructions For Long & Short Nose Upholstery Air Stapler (NS10 & NS11) Important: Drop 3 drops of oil into the stapler air inlet BEFORE first use. See page 2. Please
Safety, Operation and Maintenance Instructions For Long & Short Nose Upholstery Air Stapler (NS10 & NS11) Important: Drop 3 drops of oil into the stapler air inlet BEFORE first use. See page 2. Please
V-Belt Installation, Maintenance & Storage Installation
 V-Belt Installation, Maintenance & Storage Installation 1. Check pulleys for rust, oil, grease, dust, dirt and other foreign materials. Clean the pulleys. Foreign materials accelerate belt wear and dramatically
V-Belt Installation, Maintenance & Storage Installation 1. Check pulleys for rust, oil, grease, dust, dirt and other foreign materials. Clean the pulleys. Foreign materials accelerate belt wear and dramatically
Contents H-V034-E-12. Serial No. (page) (1) Be sure to read the following warranty clauses of our product 1. (2) General operating instructions 2
 (1) Be sure to read the following warranty clauses of our product 1. (2) General operating instructions 2") Serial No. H-V034-E-12 Sediment strainer (Type Y) Contents (page) (1) Be sure to read the following warranty clauses of our product 1 User s Manual (2) General operating instructions 2 (3) General instructions
Serial No. H-V034-E-12 Sediment strainer (Type Y) Contents (page) (1) Be sure to read the following warranty clauses of our product 1 User s Manual (2) General operating instructions 2 (3) General instructions
SECTION METAL LOCKERS. A. ADAAG - Americans with Disabilities Act, Accessibility Guidelines.
 Section 10_51_13_MetalLockerPenco-ProTough_8-19-09 PART 1 GENERAL SECTION 10 51 13 METAL LOCKERS 1.01 SECTION INCLUDES A. Heavy Duty Welded Tubular Frame Lockers. B. Locker benches. 1.02 REFERENCES A.
Section 10_51_13_MetalLockerPenco-ProTough_8-19-09 PART 1 GENERAL SECTION 10 51 13 METAL LOCKERS 1.01 SECTION INCLUDES A. Heavy Duty Welded Tubular Frame Lockers. B. Locker benches. 1.02 REFERENCES A.
Constant Flow Valves. Specifications Sizes: PVC: 1/2", 3/4", 1", 2", 3", 4" CPVC: 1" and 2" Body: Bonnet: Models: Seals: Springs:
 Constant Flow Valves Standard Features (Sizes " 4") Body and bonnet are of solid PVC or CPVC All wetted parts are of thermoplastic and elastomeric materials for superior corrosion resistance A preset constant
Constant Flow Valves Standard Features (Sizes " 4") Body and bonnet are of solid PVC or CPVC All wetted parts are of thermoplastic and elastomeric materials for superior corrosion resistance A preset constant
Diaphragm Valve Type 72
 Serial No. H-V001-E-8 Diaphragm Valve Type 72 User s Manual Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General operating instructions 2 (3) General instructions for
Serial No. H-V001-E-8 Diaphragm Valve Type 72 User s Manual Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General operating instructions 2 (3) General instructions for
TERMINATOR User Manual
 TERMINATOR User Manual TERMINATOR User Manual Table of Contents Section Page 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Introduction Safety Precautions Features and Benefits Overview of the
TERMINATOR User Manual TERMINATOR User Manual Table of Contents Section Page 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 Introduction Safety Precautions Features and Benefits Overview of the
ASAHIPUR. High Purity Piping Systems. Purad PolyPure PP-Pure Frank Regulators SP Series Welding Equipment
 ASAHIPUR High Purity Piping Systems Purad PolyPure PP-Pure Frank Regulators SP Series Welding Equipment High Purity and Wet Process Solutions Asahi/America offers the most advanced high purity product
ASAHIPUR High Purity Piping Systems Purad PolyPure PP-Pure Frank Regulators SP Series Welding Equipment High Purity and Wet Process Solutions Asahi/America offers the most advanced high purity product
KD1E Range Potential Indicators
 KD1E Range Potential Indicators Operating Instructions 99 Washington Street Melrose, MA 02176 Phone 781-665-1400 Toll Free 1-800-517-8431 Visit us at www.testequipmentdepot.com Limited Warranty & Limitation
KD1E Range Potential Indicators Operating Instructions 99 Washington Street Melrose, MA 02176 Phone 781-665-1400 Toll Free 1-800-517-8431 Visit us at www.testequipmentdepot.com Limited Warranty & Limitation
PRODUCT MANUAL TILE CUTTING MACHINE. . Operation. Parts List and Diagram SPECIFICATIONS CAUTION:
 FLORCRAFTT TM PRODUCT MANUAL SKU NUMBER 709-4242 SERIAL NUMBER: CAUTION: FOR YOUR OWN SAFETY READ INSTRUCTION MANUAL COMPLETELY AND CAREFULLY BEFORE OPERATING THIS 7 TILECUTTING MACHINE SPECIFICATIONS
FLORCRAFTT TM PRODUCT MANUAL SKU NUMBER 709-4242 SERIAL NUMBER: CAUTION: FOR YOUR OWN SAFETY READ INSTRUCTION MANUAL COMPLETELY AND CAREFULLY BEFORE OPERATING THIS 7 TILECUTTING MACHINE SPECIFICATIONS
Instruction Manual for HSPA Take-Up Units
 Installation Instruction Manual for HSPA Take-Up Units Warning: To ensure the drive is not unexpectedly started, turn off and lockout the power source before proceeding. Failure to observe these precautions
Installation Instruction Manual for HSPA Take-Up Units Warning: To ensure the drive is not unexpectedly started, turn off and lockout the power source before proceeding. Failure to observe these precautions
ASSEMBLY GUIDE. D-M-E Tubular Manifold & Components System
 ASSEMBLY GUIDE D-M-E Tubular Manifold & Components System Customer Reference Information To our customers: D-M-E created this manual to assist you in the installation of our Tubular Manifold and Components
ASSEMBLY GUIDE D-M-E Tubular Manifold & Components System Customer Reference Information To our customers: D-M-E created this manual to assist you in the installation of our Tubular Manifold and Components
MICRO WELD MODEL DP1 & DP2 HEAVY DUTY NON-FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL
 MICRO WELD MODEL DP1 & DP2 HEAVY DUTY NON-FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL 1 TABLE OF CONTENTS 1.0 SPECIFICATIONS 2.0 GENERAL OPERATING INSTRUCTIONS 3.0 BASIC OPERATING PARTS
MICRO WELD MODEL DP1 & DP2 HEAVY DUTY NON-FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL 1 TABLE OF CONTENTS 1.0 SPECIFICATIONS 2.0 GENERAL OPERATING INSTRUCTIONS 3.0 BASIC OPERATING PARTS
2.- HANDLING OF VALVES BEFORE ASSEMBLY 3.- FITTING THE VALVE TO THE REST OF THE ASSEMBLY 5.- PERIODICAL INSPECTION OF THE VALVE AND MAINTENANCE
 Page 1 of 16 CONTENTS 1.- INTRODUCTION 2.- HANDLING OF VALVES BEFORE ASSEMBLY 3.- FITTING THE VALVE TO THE REST OF THE ASSEMBLY 4.- OPERATION OF A BALL VALVE 5.- PERIODICAL INSPECTION OF THE VALVE AND
Page 1 of 16 CONTENTS 1.- INTRODUCTION 2.- HANDLING OF VALVES BEFORE ASSEMBLY 3.- FITTING THE VALVE TO THE REST OF THE ASSEMBLY 4.- OPERATION OF A BALL VALVE 5.- PERIODICAL INSPECTION OF THE VALVE AND
Wye Connector. GT Exhaust Accessories Installation and Operation Manual. Rev. A. (c) Copyright 2012, GT Exhaust, Inc. All Rights Reserved
 Copyright 2012, GT Exhaust, Inc. All Rights Reserved") Wye Connector GT Exhaust Accessories Installation and Operation Manual Rev. A (c) Copyright 2012, GT Exhaust, Inc. All Rights Reserved Published: April 30, 2012 NOTICE The instructions herein must be expressly
Wye Connector GT Exhaust Accessories Installation and Operation Manual Rev. A (c) Copyright 2012, GT Exhaust, Inc. All Rights Reserved Published: April 30, 2012 NOTICE The instructions herein must be expressly
Recommended Minimum Training Guidelines for PE Pipe Butt Fusion Joining Operators for Municipal and Industrial Projects TN-42/September 2009
 Recommended Minimum Training Guidelines for PE Pipe Butt Fusion Joining Operators for Municipal and Industrial Projects TN-42/September 2009 105 Decker Court, Suite 825, Irving, TX 75062 P: 469-499-1044
Recommended Minimum Training Guidelines for PE Pipe Butt Fusion Joining Operators for Municipal and Industrial Projects TN-42/September 2009 105 Decker Court, Suite 825, Irving, TX 75062 P: 469-499-1044
Sediment strainer (Type Y)
") Installation,Operation and Maintenance Manual Serial No. H-V034-E-9 Sediment strainer (Type Y) Contents (1) Be sure to read the following warranty clauses of our product 1 User s Manual (2) General operating
Installation,Operation and Maintenance Manual Serial No. H-V034-E-9 Sediment strainer (Type Y) Contents (1) Be sure to read the following warranty clauses of our product 1 User s Manual (2) General operating
SP41A B-Pillar. Copyright 1999 Inter-Industry Conference On Auto Collision Repair v.4.0
 Uniform Procedures For Collision Repair SP41A B-Pillar 1. Description This procedure describes the repair and complete or partial replacement of an aluminum B-pillar assembly. Inspection and evaluation
Uniform Procedures For Collision Repair SP41A B-Pillar 1. Description This procedure describes the repair and complete or partial replacement of an aluminum B-pillar assembly. Inspection and evaluation
Maximum operating temperature for standard motors = 110 C. Shut down temperature in case of a malfunction = 115 C.
 Section 3 Maintenance & Troubleshooting General Inspection Lubrication & Bearings Type of Grease WARNING: UL rated motors must only be serviced by authorized Baldor Service Centers if these motors are
Section 3 Maintenance & Troubleshooting General Inspection Lubrication & Bearings Type of Grease WARNING: UL rated motors must only be serviced by authorized Baldor Service Centers if these motors are
MUELLER GAS. Shur StopTM Unit 812 PE Line Stopping. System 8" 12" SDR Reliable Connections. General Information 2
 operating Instructions manual MUELLER GAS TAble of contents PAGE TM Unit 812 PE Line Stopping General Information 2 Equipment, Parts and Dimensions 3-5 Operating Instructions 6-12 Troubleshooting and Storage
operating Instructions manual MUELLER GAS TAble of contents PAGE TM Unit 812 PE Line Stopping General Information 2 Equipment, Parts and Dimensions 3-5 Operating Instructions 6-12 Troubleshooting and Storage
Butterfly Valve Type 57P
 Butterfly Valve Type 57P Contents Lever Type: 50-200 mm (2-8 ) Body Material: CPVC Gear Type: 50-200mm (2-8 ) Body Material: CPVC (1) Be sure to read the following warranty clauses of our product 1 (2)
Butterfly Valve Type 57P Contents Lever Type: 50-200 mm (2-8 ) Body Material: CPVC Gear Type: 50-200mm (2-8 ) Body Material: CPVC (1) Be sure to read the following warranty clauses of our product 1 (2)
Copyright 1999 Inter-Industry Conference On Auto Collision Repair v.4.0
 Uniform Procedures For Collision Repair UPCR SP08A Rail, Rear 1. Description This procedure describes the repair and complete or partial replacement of an aluminum rear rail. Inspection and evaluation
Uniform Procedures For Collision Repair UPCR SP08A Rail, Rear 1. Description This procedure describes the repair and complete or partial replacement of an aluminum rear rail. Inspection and evaluation
PTFE Lined Pipe and Fittings
 Allied Supreme Corp. - 1 - PTFE Lined Pipe and Fittings Allied Supreme Corp. - 2 - Index Specification For PTFE Lined Pipe and Fittings..3 PTFE Lined Pipe 7 PTFE Lined 90 Elbow. 8 PTFE Lined 45 Elbow.9
Allied Supreme Corp. - 1 - PTFE Lined Pipe and Fittings Allied Supreme Corp. - 2 - Index Specification For PTFE Lined Pipe and Fittings..3 PTFE Lined Pipe 7 PTFE Lined 90 Elbow. 8 PTFE Lined 45 Elbow.9
Diaphragm Valves Type 15
 Serial No. H-V031-E-8 Diaphragm Valves Type 15 User s Manual Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General operating instructions 2 (3) General instructions for
Serial No. H-V031-E-8 Diaphragm Valves Type 15 User s Manual Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General operating instructions 2 (3) General instructions for
DIAMOND ROLLER CHAIN. For Agricultural and Construction Equipment
 DIAMOND ROLLER CHAIN For Agricultural and Construction Equipment FABRICATION While roller chain would appear to be a simple product, the number of components in a ten foot section of 40 pitch chain totals
DIAMOND ROLLER CHAIN For Agricultural and Construction Equipment FABRICATION While roller chain would appear to be a simple product, the number of components in a ten foot section of 40 pitch chain totals
Operating, Servicing, and Safety Manual Model # Hydraulic Bender
 - 1 - Operating, Servicing, and Safety Manual Model # 2500 180 Hydraulic Bender CAUTION: Read and Understand These Operating, Servicing, and Safety Instructions, Before Using This Machine. 1-800-467-2464
- 1 - Operating, Servicing, and Safety Manual Model # 2500 180 Hydraulic Bender CAUTION: Read and Understand These Operating, Servicing, and Safety Instructions, Before Using This Machine. 1-800-467-2464
Installation Instructions
 Installation Instructions Bulletin 237471 MACXLine 8-3/16" Rigid Coaxial Transmission Line Including Inners Only Replacement Systems Revision E Contents Description 1 Components 1 Installation Tool Kit
Installation Instructions Bulletin 237471 MACXLine 8-3/16" Rigid Coaxial Transmission Line Including Inners Only Replacement Systems Revision E Contents Description 1 Components 1 Installation Tool Kit
LNG Screw Down Non-Return Valve Installation, Operation and Maintenance Manual
 Installation, Operation and Maintenance Manual Date of Issue: 04 August 2010 Page 1 of 27 QF 80: Issue 2 WARNING! BEFORE ANY INSTALLATION AND MAINTENANCE WORK CAN COMMENCE ENSURE THE VALVE AND SURROUNDING
Installation, Operation and Maintenance Manual Date of Issue: 04 August 2010 Page 1 of 27 QF 80: Issue 2 WARNING! BEFORE ANY INSTALLATION AND MAINTENANCE WORK CAN COMMENCE ENSURE THE VALVE AND SURROUNDING
Operation and Maintenance Instructions
 Hydratight Limited Bentley Road South Darlaston West Midlands WS10 8LQ United Kingdom Tel: +44 121 50 50 600 Fax: +44 121 50 50 800 E-mail: enquiry@hydratight.com Website: www.hydratight.com HNOFC062490400
Hydratight Limited Bentley Road South Darlaston West Midlands WS10 8LQ United Kingdom Tel: +44 121 50 50 600 Fax: +44 121 50 50 800 E-mail: enquiry@hydratight.com Website: www.hydratight.com HNOFC062490400
FLUID POWER FLUID POWER EQUIPMENT TUTORIAL PIPE WORK. This work covers part of outcome 2 of the Edexcel standard module:
 FLUID POWER FLUID POWER EQUIPMENT TUTORIAL PIPE WORK This work covers part of outcome 2 of the Edexcel standard module: UNIT 21746P APPLIED PNEUMATICS AND HYDRAULICS The material needed for outcome 2 is
FLUID POWER FLUID POWER EQUIPMENT TUTORIAL PIPE WORK This work covers part of outcome 2 of the Edexcel standard module: UNIT 21746P APPLIED PNEUMATICS AND HYDRAULICS The material needed for outcome 2 is
Application Techniques for Reflective Pressure-Sensitive Films
 Introduction Before starting application consult the appropriate product data bulletin for information regarding minimum and maximum application temperatures, recommended substrates, and immediate service
Introduction Before starting application consult the appropriate product data bulletin for information regarding minimum and maximum application temperatures, recommended substrates, and immediate service
HGM-MZ Multi-Zone Monitor Annual Maintenance And Troubleshooting Guide
 HGM-MZ Multi-Zone Monitor Annual Maintenance And Troubleshooting Guide Service, Testing and Maintenance procedures BACHARACH Inc. HGM-MZ Routine Annual Maintenance And Operating Parameter Verification
HGM-MZ Multi-Zone Monitor Annual Maintenance And Troubleshooting Guide Service, Testing and Maintenance procedures BACHARACH Inc. HGM-MZ Routine Annual Maintenance And Operating Parameter Verification
Bender Handling Instructions DBD-Series degree Portable Rebar Benders
 Bender Handling Instructions DBD-Series 0-180 degree Portable Rebar Benders BN Products-USA, LLC. 3450 Sabin Brown Road Wickenburg, AZ 85390 (800) 992-3833 (928) 684-2813 FAX: (928) 684-7041 mail@bnproducts.com
Bender Handling Instructions DBD-Series 0-180 degree Portable Rebar Benders BN Products-USA, LLC. 3450 Sabin Brown Road Wickenburg, AZ 85390 (800) 992-3833 (928) 684-2813 FAX: (928) 684-7041 mail@bnproducts.com
Volkswagen New Beetle Body - Exterior 64 Glass, Window regulators (Page GR-64)
") 64 Glass, Window regulators (Page GR-64) Flush bonded windows Body flange, preparing for glass installation Broken rear window, removing Cleaning off excess adhesive material Curing time Installation instructions
64 Glass, Window regulators (Page GR-64) Flush bonded windows Body flange, preparing for glass installation Broken rear window, removing Cleaning off excess adhesive material Curing time Installation instructions
Mania EF1 user manual
 Mania EF1 user manual Measurements are expressed in millimeters. 290 142 312 Ø13 250 2003 Martin Professional A/S, Denmark. All rights reserved. No part of this manual may be reproduced, in any form or
Mania EF1 user manual Measurements are expressed in millimeters. 290 142 312 Ø13 250 2003 Martin Professional A/S, Denmark. All rights reserved. No part of this manual may be reproduced, in any form or
Standard Practice for Heat Fusion Joining of Polyethylene Pipe and Fittings 1
 This international standard was developed in accordance with internationally recognized principles on standardization established in the Decision on Principles for the Development of International Standards,
This international standard was developed in accordance with internationally recognized principles on standardization established in the Decision on Principles for the Development of International Standards,
Custom LitePad Handling & Mounting Guide
 Custom LitePad Handling & Mounting Guide Low profile light emitting panel for backlighting or area lighting, available in standard or custom sizes and fixed white, tunable white or RGB configurations,
Custom LitePad Handling & Mounting Guide Low profile light emitting panel for backlighting or area lighting, available in standard or custom sizes and fixed white, tunable white or RGB configurations,
Tidland Internal Element Shaft
 TIDLAND WINDING SOLUTIONS Tidland Internal Element Shaft Installation, Operation and Maintenance Manual EN Metal Body MI 27L132427 1 R IMPORTANT SAFETY INSTRUCTIONS When using this Tidland product, basic
TIDLAND WINDING SOLUTIONS Tidland Internal Element Shaft Installation, Operation and Maintenance Manual EN Metal Body MI 27L132427 1 R IMPORTANT SAFETY INSTRUCTIONS When using this Tidland product, basic
Industrial flue gas probes. Instruction manual
 Industrial flue gas probes Instruction manual 2 1 Contents 1 Contents 1 Contents... 3 2 Safety and the environment... 4 2.1. About this document... 4 2.2. Ensure safety... 4 2.3. Protecting the environment...
Industrial flue gas probes Instruction manual 2 1 Contents 1 Contents 1 Contents... 3 2 Safety and the environment... 4 2.1. About this document... 4 2.2. Ensure safety... 4 2.3. Protecting the environment...
SP01A Rail, Front Upper
 Uniform Procedures For Collision Repair UPCR SP01A Rail, Front Upper 1. Description This procedure describes the repair and complete or partial replacement of an aluminum front upper rail. Inspection and
Uniform Procedures For Collision Repair UPCR SP01A Rail, Front Upper 1. Description This procedure describes the repair and complete or partial replacement of an aluminum front upper rail. Inspection and
SAI GM Series Piston Hydraulic Motor Crankshaft Design Radial Piston Motors
 SAI GM Series Piston Hydraulic Motor Crankshaft Design Radial Piston Motors www.chinawinches.cn (Dimension: inch) Brief Performance Table of Sai GM Series Piston Hydraulic Motor (Full range GM05- GM9 series)
SAI GM Series Piston Hydraulic Motor Crankshaft Design Radial Piston Motors www.chinawinches.cn (Dimension: inch) Brief Performance Table of Sai GM Series Piston Hydraulic Motor (Full range GM05- GM9 series)
Instruction Sheet Crimping Die Assemblies , , and
 Instruction Sheet Crimping Die Assemblies 08-8 986-1, 98-1, and 988-1 1 Mar 11 Moving Dies Color Code For complete instructions concerning the related applicators or machines, refer to the customer documents
Instruction Sheet Crimping Die Assemblies 08-8 986-1, 98-1, and 988-1 1 Mar 11 Moving Dies Color Code For complete instructions concerning the related applicators or machines, refer to the customer documents
JOINTING OF LARGE BORE PE PIPES: THINK BIG AND EVEN BIGGER!
 JOINTING OF LARGE BORE PE PIPES: THINK BIG AND EVEN BIGGER! Robert Eckert FRIATEC AG, Germany Abstract A New Generation of Electrofusion: A technical comparison between the new wedge coupler and the traditional
JOINTING OF LARGE BORE PE PIPES: THINK BIG AND EVEN BIGGER! Robert Eckert FRIATEC AG, Germany Abstract A New Generation of Electrofusion: A technical comparison between the new wedge coupler and the traditional
CHEMINSTRUMENTS HOT ROLL LAMINATOR MODEL HL-100, HL-101 OPERATING INSTRUCTIONS
 CHEMINSTRUMENTS HOT ROLL LAMINATOR MODEL HL-100, HL-101 OPERATING INSTRUCTIONS PRODUCT DESCRIPTION...2 SPECIFICATIONS...3 UNPACKING...3 ASSEMBLY...3 Key Components...5 SAFETY FEATURES...7 Trip Wire...7
CHEMINSTRUMENTS HOT ROLL LAMINATOR MODEL HL-100, HL-101 OPERATING INSTRUCTIONS PRODUCT DESCRIPTION...2 SPECIFICATIONS...3 UNPACKING...3 ASSEMBLY...3 Key Components...5 SAFETY FEATURES...7 Trip Wire...7
BRAKE SYSTEM Return To Main Table of Contents
 BRAKE SYSTEM Return To Main Table of Contents GENERAL... 2 BRAKE PEDAL... 10 MASTER CYLINDER... 13 BRAKE BOOSTER... 16 BRAKE LINE... 18 PROPORTIONING VALVE... 19 FRONT DISC BRAKE... 20 REAR DRUM BRAKE...
BRAKE SYSTEM Return To Main Table of Contents GENERAL... 2 BRAKE PEDAL... 10 MASTER CYLINDER... 13 BRAKE BOOSTER... 16 BRAKE LINE... 18 PROPORTIONING VALVE... 19 FRONT DISC BRAKE... 20 REAR DRUM BRAKE...
TIDLAND WINDING SOLUTIONS. Tidland Leaf Shaft. User Manual. Series 650/650HD/750 MI 27L L
 TIDLAND WINDING SOLUTIONS Tidland Leaf Shaft User Manual EN Series 650/650HD/750 MI 27L691995 1 L IMPORTANT SAFETY INSTRUCTIONS When using this Tidland product, basic safety precautions should always be
TIDLAND WINDING SOLUTIONS Tidland Leaf Shaft User Manual EN Series 650/650HD/750 MI 27L691995 1 L IMPORTANT SAFETY INSTRUCTIONS When using this Tidland product, basic safety precautions should always be
Bray/ VAAS Slurry Series Knife Gate Valve 760/762/765/766/767/768 Series Operation and Maintenance Manual
 Bray/ VAAS Knife Gate Valve 760/762/765/766/767/768 Series Table of Contents Definition of Terms 1 Safety Instructions 1 Introduction 2 Unpacking 2 Storage 2 Installation 3 Commissioning 3 Cylinder-Operated
Bray/ VAAS Knife Gate Valve 760/762/765/766/767/768 Series Table of Contents Definition of Terms 1 Safety Instructions 1 Introduction 2 Unpacking 2 Storage 2 Installation 3 Commissioning 3 Cylinder-Operated
HYDRAULIC SPREADER. Max. Pressure: 10,000 PSI (700 BAR) Unit Weight: HS2000 = 4.8 LBS. (2.17 Kg) HS3000 = 22 LBS. (9.98 Kg)
 Unit Weight: HS2000 = 4.8 LBS. (2.17 Kg) HS3000 = 22 LBS. (9.98 Kg)") Form No. 103525 Operating Instructions for: HS2000 HS3000 HYDRAULIC SPREADER Max. Pressure: 10,000 PSI (700 BAR) Unit Weight: HS2000 = 4.8 LBS. (2.17 Kg) HS3000 = 22 LBS. (9.98 Kg) Definition: Hydraulic
Form No. 103525 Operating Instructions for: HS2000 HS3000 HYDRAULIC SPREADER Max. Pressure: 10,000 PSI (700 BAR) Unit Weight: HS2000 = 4.8 LBS. (2.17 Kg) HS3000 = 22 LBS. (9.98 Kg) Definition: Hydraulic
ENGINE COOLING SYSTEM
 B ENGINE A SECTION ENGINE COOLING SYSTEM CO C D CONTENTS E PRECAUTIONS... 2 Precautions for Supplemental Restraint System (SRS) AIR BAG and SEAT BELT PRE-TEN- SIONER... 2 Precautions for Liquid Gasket...
B ENGINE A SECTION ENGINE COOLING SYSTEM CO C D CONTENTS E PRECAUTIONS... 2 Precautions for Supplemental Restraint System (SRS) AIR BAG and SEAT BELT PRE-TEN- SIONER... 2 Precautions for Liquid Gasket...
Installation Vertical Pump: Installation 'CM' and 'CDM' Style: Operation:
 Installation Vertical Pump: Gusher vertical end suction pumps with integral shaft is easily installed and put into service. With the one piece shaft design there is no couplings to align, no shims or no
Installation Vertical Pump: Gusher vertical end suction pumps with integral shaft is easily installed and put into service. With the one piece shaft design there is no couplings to align, no shims or no
Geomembrane Test Methods
 Appendix 2 Geomembrane Test Methods AMERICAN SOCIETY FOR TESTING AND MATERIALS (arranged by number) ASTM D-5 ASTM D-36 ASTM D-256 ASTM D-412 ASTM D-413 ASTM D-471 ASTM D-570 ASTM D-638 ASTM D-696 ASTM
Appendix 2 Geomembrane Test Methods AMERICAN SOCIETY FOR TESTING AND MATERIALS (arranged by number) ASTM D-5 ASTM D-36 ASTM D-256 ASTM D-412 ASTM D-413 ASTM D-471 ASTM D-570 ASTM D-638 ASTM D-696 ASTM
GT-200 GATE VALVES PN16, Screwed end
 Document No. : MD-QO-04-281 Date : 2009/07 /17 Version : 1.0 GT-200 GATE VALVES PN16, Screwed end USER MANUAL Modentic Industrial Corporation 14F-1,No.57Taya Rd.,Taichung,Taiwan,R.O.C. Email:modentic@ms9.hinet.net
Document No. : MD-QO-04-281 Date : 2009/07 /17 Version : 1.0 GT-200 GATE VALVES PN16, Screwed end USER MANUAL Modentic Industrial Corporation 14F-1,No.57Taya Rd.,Taichung,Taiwan,R.O.C. Email:modentic@ms9.hinet.net
Most dust and water leaks occur due to missing or mis-installed body sealer or components. The source of the leak is detected by:
 SECTION 501-00: Body System General Information 2009 Mustang Workshop Manual DIAGNOSIS AND TESTING Procedure revision date: 03/26/2010 Body System Material Seam Sealer TA-2 Item Silicone Gasket and Sealant
SECTION 501-00: Body System General Information 2009 Mustang Workshop Manual DIAGNOSIS AND TESTING Procedure revision date: 03/26/2010 Body System Material Seam Sealer TA-2 Item Silicone Gasket and Sealant
Multiple disc brakes. pressure released and spring operated multiple disc brakes series LBD T brake. Installation- operating instructions
 Multiple disc brakes pressure released and spring series LBD T brake = 50 Nm - 6300 Nm for dry or wet operation as well as for hardly combustible hydraulic fluids HFA, HFB, HFC and HFD Installation- operating
Multiple disc brakes pressure released and spring series LBD T brake = 50 Nm - 6300 Nm for dry or wet operation as well as for hardly combustible hydraulic fluids HFA, HFB, HFC and HFD Installation- operating
THIS PRODUCT IS FOR PROFESSIONAL LABORATORY USE ONLY USER'S MANUAL. WELLS ENGINE UNIT 230 VOLT Product No. U905, U906, U907, U908
 DENTAL, INC. TECHNICAL BULLETIN U807-022510 5860 FLYNN CREEK ROAD READ ALL INSTRUCTIONS P.O. BOX 106 BEFORE PROCEEDING COMPTCHE, CALIFORNIA, U.S.A. 95427 SAVE THIS FOR FUTURE REFERENCE THIS PRODUCT IS
DENTAL, INC. TECHNICAL BULLETIN U807-022510 5860 FLYNN CREEK ROAD READ ALL INSTRUCTIONS P.O. BOX 106 BEFORE PROCEEDING COMPTCHE, CALIFORNIA, U.S.A. 95427 SAVE THIS FOR FUTURE REFERENCE THIS PRODUCT IS
Butterfly Valve Type 58 (PDCPD)
") Serial No. H-V074-E Butterfly Valve Type 58 (PDCPD) 700mm (28 ) User s Manual Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General operating instructions 2 (3) General
Serial No. H-V074-E Butterfly Valve Type 58 (PDCPD) 700mm (28 ) User s Manual Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General operating instructions 2 (3) General
Bearing Handling. 15. Bearing Handling Bearing storage Installation
 15. Bearing Handling Bearings are precision parts and, in order to preserve their accuracy and reliability, care must be exercised in their handling. In particular, bearing cleanliness must be maintained,
15. Bearing Handling Bearings are precision parts and, in order to preserve their accuracy and reliability, care must be exercised in their handling. In particular, bearing cleanliness must be maintained,
These instructions are applicable to the following models: ARI 1108 ARI HP1108
 INSPECTION & MAINTENANCE BULLETIN ARI 1108 & HP1108 Safety Relief Valve These instructions are applicable to the following models: ARI 1108 ARI HP1108 Only AAR class F facilities are certified to recondition,
INSPECTION & MAINTENANCE BULLETIN ARI 1108 & HP1108 Safety Relief Valve These instructions are applicable to the following models: ARI 1108 ARI HP1108 Only AAR class F facilities are certified to recondition,
Hollister-Whitney Elevator Corporation
 Hollister-Whitney Elevator Corporation Installation and Service Manual GL101, GL131, GL171, GL130A, GL185 and GL260 AC Permanent Magnet, Gearless Machines Page 1 of 32 Table of Contents I. Introduction
Hollister-Whitney Elevator Corporation Installation and Service Manual GL101, GL131, GL171, GL130A, GL185 and GL260 AC Permanent Magnet, Gearless Machines Page 1 of 32 Table of Contents I. Introduction
Mini Cooper Mini Cooper. Vehicle Type: Two-Door Hatchback. Windshield. AutoGlass Field Guide 53
 Vehicle Type: Two-Door Hatchback NAGS number:* FW02305GTY (Heat) (Rain Sensor) or FW02304GTY. Original-equipment-manufacturer part numbers are 51311505850 (Heat) (Rain Sensor), or 51311505875. FD21652-53
Vehicle Type: Two-Door Hatchback NAGS number:* FW02305GTY (Heat) (Rain Sensor) or FW02304GTY. Original-equipment-manufacturer part numbers are 51311505850 (Heat) (Rain Sensor), or 51311505875. FD21652-53
Technician Turbocharger Guide for the L Power Stroke Engine
 Technician Turbocharger Guide for the 2003.25 6.0L Power Stroke Engine Vanes VGT Actuator Piston Turbine Wheel Shaft Seal Compressor Wheel VGT Control Valve TURBOCHARGER DESCRIPTION AND BASIC OPERATION
Technician Turbocharger Guide for the 2003.25 6.0L Power Stroke Engine Vanes VGT Actuator Piston Turbine Wheel Shaft Seal Compressor Wheel VGT Control Valve TURBOCHARGER DESCRIPTION AND BASIC OPERATION
OPERATION AND MAINTENANCE MANUAL
 WREN IBT SERIES HYDRAULIC TORQUE WRENCHES IBT SQUARE DRIVE SERIES OPERATION AND MAINTENANCE MANUAL FOR WREN Products: POINT 75, 1IBT, 3IBT, 5IBT, 8IBT, 10IBT, 20IBT, 25IBT, 35IBT, 50IBT SQUARE DRIVE HYDRAULIC
WREN IBT SERIES HYDRAULIC TORQUE WRENCHES IBT SQUARE DRIVE SERIES OPERATION AND MAINTENANCE MANUAL FOR WREN Products: POINT 75, 1IBT, 3IBT, 5IBT, 8IBT, 10IBT, 20IBT, 25IBT, 35IBT, 50IBT SQUARE DRIVE HYDRAULIC
SECTION METAL LOCKERS. A. ADAAG Americans with Disabilities Act, Accessibility Guidelines.
 SECTION 10 51 13 METAL LOCKERS PART 1 GENERAL 1.01 SECTION INCLUDES A. Heavy Duty Welded Gear Lockers. B. Locker benches. 1.02 REFERENCES A. ADAAG Americans with Disabilities Act, Accessibility Guidelines.
SECTION 10 51 13 METAL LOCKERS PART 1 GENERAL 1.01 SECTION INCLUDES A. Heavy Duty Welded Gear Lockers. B. Locker benches. 1.02 REFERENCES A. ADAAG Americans with Disabilities Act, Accessibility Guidelines.
SECTION MOTOR REQUIREMENTS for HVAC
 PART 1 GENERAL 1.1 SECTION INCLUDES A. Single-phase electric motors B. Three-phase electric motors 1.2 REFERENCES SECTION 23 05 13 MOTOR REQUIREMENTS for HVAC A. ABMA 9 - Load Ratings and Fatigue Life
PART 1 GENERAL 1.1 SECTION INCLUDES A. Single-phase electric motors B. Three-phase electric motors 1.2 REFERENCES SECTION 23 05 13 MOTOR REQUIREMENTS for HVAC A. ABMA 9 - Load Ratings and Fatigue Life
BENCH GRINDER MODEL CBG6RZ OPERATING & MAINTENANCE INSTRUCTIONS
 BENCH GRINDER MODEL CBG6RZ OPERATING & MAINTENANCE INSTRUCTIONS 0100 9 Thank you for purchasing this CLARKE BENCH GRINDER. Before attempting to operate this machine, please read this instruction manual
BENCH GRINDER MODEL CBG6RZ OPERATING & MAINTENANCE INSTRUCTIONS 0100 9 Thank you for purchasing this CLARKE BENCH GRINDER. Before attempting to operate this machine, please read this instruction manual
Operation and Maintenance Instructions
 Hydratight Limited Bentley Road South Darlaston West Midlands WS10 8LQ United Kingdom Tel: +44 121 50 50 600 Fax: +44 121 50 50 800 E-mail: enquiry@hydratight.com Website: www.hydratight.com TOP COLLAR
Hydratight Limited Bentley Road South Darlaston West Midlands WS10 8LQ United Kingdom Tel: +44 121 50 50 600 Fax: +44 121 50 50 800 E-mail: enquiry@hydratight.com Website: www.hydratight.com TOP COLLAR
HYDRAULIC TUBE CUTTER
 7, OD 7, -/ OD 7, OD HYDRAULIC TUBE CUTTER OPERATING INSTRUCTIONS & SERVICE MANUAL Rev: A, //007 TO REDUCE THE RISK OF INJURY AND EQUIPMENT DAMAGE USER MUST READ AND UNDERSTAND OPERATOR S MANUAL. Thomas
7, OD 7, -/ OD 7, OD HYDRAULIC TUBE CUTTER OPERATING INSTRUCTIONS & SERVICE MANUAL Rev: A, //007 TO REDUCE THE RISK OF INJURY AND EQUIPMENT DAMAGE USER MUST READ AND UNDERSTAND OPERATOR S MANUAL. Thomas
MGM Brakes Service Manual
 MGM Brakes Service Manual MAGNUM Performance Plus Spring Brake Actuators (MJ-Series 3.00 / 76mm Long Stroke ) For: S-Cam Tamper-Resistant MAGNUM Performance Plus Spring Brake Actuators Figure 1 A B C Your
MGM Brakes Service Manual MAGNUM Performance Plus Spring Brake Actuators (MJ-Series 3.00 / 76mm Long Stroke ) For: S-Cam Tamper-Resistant MAGNUM Performance Plus Spring Brake Actuators Figure 1 A B C Your
CASING SPACERS DESIGNED FOR WATER, SEWER, OIL & GAS
 CASING SPACERS DESIGNED FOR WATER TER,, SEWER,, OIL & GAS The BWM Company P.O. Box 1 Forest City, North Carolina 2803 Phone: 828.27.030 Toll Free 8 5 SPACER Fax: 828.25.59 www.bwmcompany.com BWM will provide
CASING SPACERS DESIGNED FOR WATER TER,, SEWER,, OIL & GAS The BWM Company P.O. Box 1 Forest City, North Carolina 2803 Phone: 828.27.030 Toll Free 8 5 SPACER Fax: 828.25.59 www.bwmcompany.com BWM will provide
250 Fusion Machines Fusion Capability for 63mm 250mm pipe (2 IPS 8 DIPS)
") Fusion Capability for 63mm mm pipe (2 IPS 8 DIPS) Patent No s. 5,814,182 6,212,748 6,212,747 6,021,832 4,352,708 Japanese Patent No 4285806 European Patent No 0903215 (other patents pending) Rolling Wheeled
Fusion Capability for 63mm mm pipe (2 IPS 8 DIPS) Patent No s. 5,814,182 6,212,748 6,212,747 6,021,832 4,352,708 Japanese Patent No 4285806 European Patent No 0903215 (other patents pending) Rolling Wheeled
Rotary Damper. Type 57: 40~350mm (1 1/2 ~14 ) Type 56: 400mm (16 ) Type 75: 450~600mm (18 ~24 ) Contents
 Type 56: 400mm (16 ) Type 75: 450~600mm (18 ~24 ) Contents") Serial No. H-V038-E-8 Rotary Damper Type 57: 40~350mm (1 1/2 ~14 ) Type 56: 400mm (16 ) Type 75: 450~600mm (18 ~24 ) Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General
Serial No. H-V038-E-8 Rotary Damper Type 57: 40~350mm (1 1/2 ~14 ) Type 56: 400mm (16 ) Type 75: 450~600mm (18 ~24 ) Contents (1) Be sure to read the following warranty clauses of our product 1 (2) General
Instruction Manual. Single Acting Hydraulic Aluminium Pull Cylinders RAP Series. Maximum Operating Pressure 700 bar
 Single Acting Hydraulic Aluminium Pull Cylinders RAP Series Maximum Operating Pressure 700 bar ABSOLUTE EQUIPMENT PTY LTD 2/186 Granite Street, GEEBUNG QLD 4034 Australia sales@absoluteequipment.com.au
Single Acting Hydraulic Aluminium Pull Cylinders RAP Series Maximum Operating Pressure 700 bar ABSOLUTE EQUIPMENT PTY LTD 2/186 Granite Street, GEEBUNG QLD 4034 Australia sales@absoluteequipment.com.au
Removing and installing front windscreen
 51 31 000 Removing and installing front windscreen To bond windshield: Adhesives for cold and hot working are permitted. Remove interior rearview mirror, refer to 51 16 060. If necessary, remove rain sensor,
51 31 000 Removing and installing front windscreen To bond windshield: Adhesives for cold and hot working are permitted. Remove interior rearview mirror, refer to 51 16 060. If necessary, remove rain sensor,
HOW TO CHANGE YOUR CAR ENGINE OIL
 6/23/2014 HOW TO CHANGE YOUR CAR ENGINE OIL Ali Aljefri ENGL 202C Section 105 Introduction Engine oil in a car s engine is fundamental to its performance provided a constant supply of the same is given
6/23/2014 HOW TO CHANGE YOUR CAR ENGINE OIL Ali Aljefri ENGL 202C Section 105 Introduction Engine oil in a car s engine is fundamental to its performance provided a constant supply of the same is given