INSTRUCTIONS AND REPAIR PARTS MANUAL FOR. IRONWORKER MODEL NUMBER P50 Publication: April,
|
|
|
- Emery Newman
- 5 years ago
- Views:
Transcription


1 INSTRUCTIONS AND REPAIR PARTS MANUAL FOR IRONWORKER MODEL NUMBER P50 Publication: April, 2013 For Serial Numbers P50-13,000-Current to Current Models Be sure to register your model and serial number to receive Piranha Service and Product Updates.











2 Piranha Optional Tooling and Attachments Enhance your Ironworker s Versatility Oversize Punch Attachments Expand your punching capacity up to 3" Quickset Gauging Table Allows you to quickly set-up your punch end for multiple holes. Includes an angle gauge bar to index off the heel of your angle and a plate gauge bar, which indexes off the end of your plate. Extensions are available in left and right hand styles in 5' and 10' lengths. Backgauge Allows you to quickly set-up your machine to repeat your shearing length by adding a mechanical backstop. Backstop can be positioned in either the angle, flat bar, or round bar section of the machine. Available in lengths of 3', 6', 9, or 12'. An electronic version is also available, which cycles the machine automatically when material makes contact with the backgauge probe. Pipe Notching Attachment Allows you to single notch Schedule 40 Pipe. A must have for handrail jobs. Attaches to the punch end of the machine. Notching dies available for 3/4", 1", 1-1/4", 1-1/2", and 2" Schedule 40 Pipe. Oversize Bending Attachments Expand your bending capacity to 24" on most models, 12 on the P2 Includes a 4-way die block for different thicknesses of material. ***Additional Options Shown on Inside of Back Cover***

3 INSTRUCTIONS AND REPAIR PARTS MANUAL FOR IRONWORKER MODEL NUMBER P50 Publication: April, 2013 P.O. Box 1206 Rockford, IL PH: FAX:
4 TABLE OF CONTENTS Refer to second section of this manual for information on repair parts breakdown and ordering repair parts. Page No. FORWARD... 4 WARRANTY... 4 INTRODUCTION... 5 SAFETY PRECAUTIONS... 6 MACHINE SPECIFICATIONS... 7 FUNCTIONAL DIAGRAM... 8 DIMENSIONAL DATA... 9 STANDARDS COMPLIANCE INSTALLATION OPERATING INSTRUCTIONS LUBRICATION MAINTENANCE TROUBLESHOOTING PUNCH TONNAGE CHART TOOL LIST PUNCH & DIE CLEARANCE CHART ORDERING INSTRUCTIONS REPAIR PARTS ILLUSTRATIONS... RP-1 REPAIR PARTS ILLUSTRATION INDEX... RP-2 SERVICE RECORD CHART... RP-20
5 FOREWORD This manual has been prepared for those persons who will operate and maintain the Piranha Ironworker. It is important that all persons responsible for the care and operation of this equipment read and understand the information presented in this publication. The illustrations and instructions on the following pages were the most recent available at the time of publication and selection of this material was made based on a standard machine arrangement. Differences between the machine you received and the views contained in this manual are the result of design improvement and / or the addition of optional accessories specified on your order. WARRANTY Mega Manufacturing will replace (F.O.B. our factory), or refund the purchase price for any goods which are defective in materials and workmanship within 12 months of date of purchase. The buyer must return the warranty registration card within thirty- (30) days of the purchase date, and at the seller's option, return the defective materials freight and delivery prepaid to the seller, which shall be the buyer's sole remedy for defective materials. Seller shall not be liable to purchaser or any other person for consequential or incidental damages. Hydraulic and electrical components are subject to their respective manufacturer's warranties. This warranty does not apply to machines and / or components, which have been altered in any way, or subjected to abusive or abnormal use, inadequate maintenance, and lubrication, or to use beyond seller s recommended capacities and specifications. Seller shall not be liable under any circumstances for labor costs expended on such goods or consequential damages. Seller shall not be liable to purchaser or any other person for loss or damage directly or indirectly arising from the use of the goods, or from any other cause. No employee, agent, officer, or seller is authorized to make oral representations or warranty of fitness or to waive any of the foregoing terms of sale and none shall be binding on the seller. 4
6 INTRODUCTION The Piranha Ironworker is a compact hydraulically powered machine that shears, punches, bends, notches, and copes, all in a low silhouette, efficiently designed unit, resulting in minimal floor space requirements. The integral lifting point provides instant portability and the unit arrives fully assembled, requiring only the addition of hydraulic oil and electrical power to become fully operational. The platen has six 5/8-11 tapped holes giving a wide base for increased flexibility of attachment sizes. The shearing operation features an adjustable manual hold-down allowing the operator to clamp the work piece with a slight initial adjustment. All workstations are located approximately 42" off the floor for ease of operation. The first part of this manual provides operations and maintenance instructions, including a section on troubleshooting various problems that may occur. The second part of this manual provides repair parts information and a complete parts list with their respective part numbers. Proper understanding and application of the information and procedures given in this manual will aid in establishing a preventative maintenance program and, provide assistance for correcting malfunctions that may occur in the machine. The repair parts list provides information for parts procurement as well as assembly breakdowns to aid in disassembly and re-assembly for repair part installation. 5
7 SAFETY PRECAUTIONS The operator of this machine should view the operational video provided with the machine, and thoroughly understand this manual before starting any operation. This machine was designed for use by a single operator only. Wear eye protection at all times. Use the proper voltage outlet for your machine. Make sure that all guards and cover shields are down before starting machine. CAUTION: Do not remove guards. Keep hands off working tables and out of the path of moving parts during operation. Remove all material from the tables except for the work piece. Remove all tooling from the punch end before starting shearing or coping operations. Make sure that all tooling is properly held in position before starting any operation. The area around the machine should be well lighted, dry, and as free from obstructions as possible. All maintenance and repair work should be performed by a person familiar with this publication. At the end of the working day, the operator should turn the power off to the machine. Adjust limit switches when punching or bending to allow 1/4" maximum clearance between bottom of the stripper foot or bending punch and the top of the material. Contact the factory for limit switch adjustments on special tooling. Turn the machine "OFF" when changing tooling or performing maintenance work. 6
8 MACHINE SPECIFICATIONS HYDRAULIC SYSTEM Drive Motor 3HP 230 / 460 Volt / 3 Phase Hydraulic Tank Capacity 12 Gallons Hydraulic Oil AW-32 or Equivalent (ISO Grade 32) Consult your local distributor for a cross reference WORKING SURFACE Platen Table 8" x 16" Coper Table 12" x 14" CAPACITIES Punch Maximum 13/16" Thru 3/4" thick material or 50 Tons Bending Maximum 50 Tons Punch End Maximum 50 Tons Bar 1-1/2" Round or 1" Square Plate 3/4" x 6", 1/2" x 10", or 1/4 x 13 Angle 3" x 3" x 3/8" Coper-Notcher 2-1/4" x 3" x 1/4" WEIGHT Shipping Weight 1,700 Pounds 7


9 Rear Stop Box (OFF SIDE) FUNCTIONAL DIAGRAM Stroke Control Hold-down Lifting Hole Angle Table Shear Table Coper Guard Punch Attachment PUNCH END COPER END Coper Table Platen Table Front Control Box Serial Number Plate Location 8
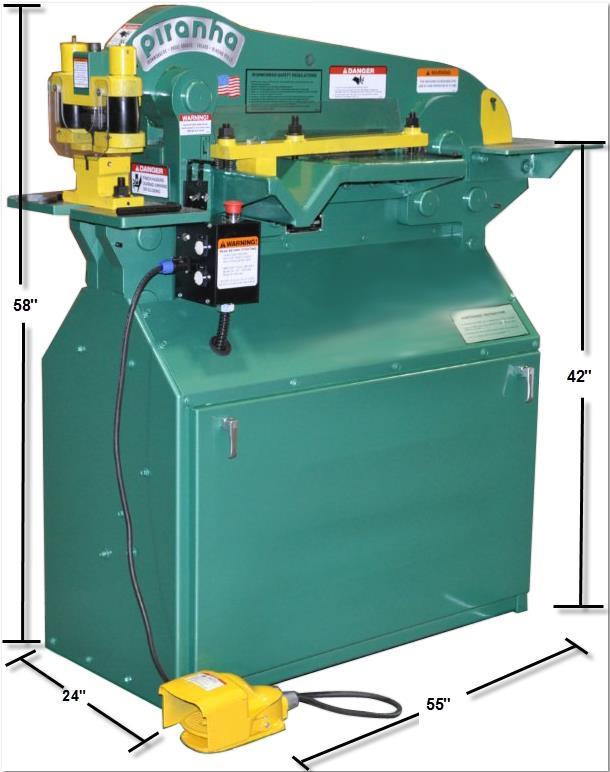
10 DIMENSIONAL DATA 9
11 Standards Compliance Electrical System Design/Manufacture: The machines manufactured in Rockford, Illinois, USA are furnished with electrical / electronic products that are UL (Underwriter's Laboratory) approved. These components have the UL numbers printed or stamped on them and can be easily traced to the point of manufacture. In addition, all of the machines meet the current "Ontario Hydro" electrical code for proper manufacture of the electrical circuits. Hydraulic System Design/Manufacture: Hydraulic components used in Piranha machines are approved by NFPA (National Fluid Power Association), and those approval numbers can be traced through the manufacturer's part numbers. ANSI/OSHA Compliance: Mega Manufacturing meets the current ANSI construction standards for manufacturing of ironworkers, press brakes, and shears: ANSI Bll.5 - Ironworkers, Construction, Care, and Use ANSI Bll.3 - Power press brakes, Construction, Care, and Use ANSI Bll.4 - Shears, Construction, Care, and Use The ANSI B11 standards were developed to establish levels of responsibility for manufacturing safe products, and for installing, training, and using these products. The levels of responsibility are fairly evenly distributed between the manufacturer, the owner/end-user of the equipment, and the operator. Specific guarding requirements are, in general, assigned to the owner/end-user of the equipment. With specific reference to Ironworkers, OSHA (Occupational Safety and Health Administration) made a ruling on March 4, under their standard number , specific to the OSHA Machine Guarding Standard 29 CFR (a)(1). This ruling is stated verbatim below: "If an employer provides an iron worker machine (at his or her workplace), which is manufactured in compliance with the safety requirements specified in ANSI B , and the guarding is maintained as required; then that employer meets OSHA's machine guarding requirements for that machine." Please understand that this ruling places the primary burden of responsibility for maintenance of guarding on the owner/end-user of the equipment. Inherent in this requirement is the responsibility of the owners/end-users of the equipment to develop and maintain guarding specific to their application for the equipment. These ANSI safety requirements may be acquired from: American National Standard Institute 1430 Broadway New York, New York Telephone (212)
12 INSTALLATION Location For the best overall performance, install the Piranha in a location that is clean and well lighted. Provide sufficient space in all directions to allow for the material lengths of the work pieces to be processed by the Piranha. Foundation To maintain the accurate alignment built into the Piranha, and to prevent undue stress on the moving parts under a load, the Piranha should be placed on a stable base or floor adequately constructed to withstand the unit weight. NOTE: Use the leveling bolts provided with the machine. Wiring The Piranha is shipped totally wired through the electrical enclosure box. It has been left to the owner's discretion whether to wire direct to an electrical disconnect, or to install a cord and plug for mobility of the Piranha. Lifting CAUTION: Compare machine wiring to input voltage prior to connecting power. Only connect the specified voltage to the machine. The lifting hole on the Piranha requires a Deep D-Ring Clevis to lift the machine. Use a device with adequate lifting capacity to handle the Piranha. Assembly CAUTION: The unit is exceptionally top heavy! Lifting from the underside of the machine may cause damage to the cabinet structure. The Piranha is pre-assembled at the factory. The only requirements are the addition of hydraulic oil and electrical power. 11

 Beam Moves Up 2) Beam is Stopped 3) Beam Moves Down Foot Switch Lever Full Up Position Beam")
13 FIGURE "A" FIGURE "B" Toggle Switch OFF ON Up Button with Arrow Toggle Switch NOTE: Turn selector switch to OFF position when performing maintenance or changing tooling. Four Pole Receptacle Down Button with Arrow Rear Foot Receptacle Front OFF Rear Selector Switch Front- Rear Front Cover Front and Rear Control Boxes Rear Cover Front Control Box Only FIGURE "E" View Control Box Locations FIGURE "D" Rear Control Box Punch End Down Stroke Limit Switch Up Stroke Limit Switch MACHINE Push to Stop/ Pull to Start Button Coper End Push to Stop/ Pull to Start Button FIGURE C Front Control Box "F" "F1" "F2" Foot Switch Foot Switch Foot Switch Foot Switch Lever Positions 1) Beam Moves Up 2) Beam is Stopped 3) Beam Moves Down Foot Switch Lever Full Up Position Beam Elevates To Limit Setting Foot Switch Lever Depressed Past Center Beam Moves Down To Limit Setting "F3" "F4" "F5" Foot Switch Foot Switch Foot Switch Foot Switch Lever Neutral Position Beam Travel Is Halted Foot Switch Lever Depressed Past Center Beam Moves Down To Limit Setting Foot Switch Lever Full Up Position Beam Elevates To Limit Setting 12
14 OPERATING INSTRUCTIONS (Refer to drawings on page 12) The Piranha Ironworker comes pre-assembled and pre-wired, requiring only the addition of hydraulic fluid in the reservoir to the mark on the fill cap dipstick and a power source from a disconnect to the electrical enclosure box located inside the cabinet. The unit can be started and stopped by the Emergency Stop Button operators located on the top of the control boxes on each end of the unit. (Reference Page 12, Figure A ). For the Control Box locations, reference Page 12, Figure "E". The electrical controls have a selector switch to determine which control box controls the unit. This safety feature is located on the rear cover of the front control box only, (reference Figure "B"). The legend plate on the selector switch is printed "Front- Rear". "Front" allows electrical control to the Front Box only. "Rear" allows electrical control to the Rear Box only. The Emergency Stop Button should be depressed when the machine is not being used, such as, changing tooling, maintenance work, etc. The machine can only be operated from the control box selected via the selector switch. It can be stopped using either Emergency Stop button. Footswitch Operation The ironworker can also be controlled by a footswitch (reference Figure "F"). The footswitch is used by plugging the 4-pole twist lock cap into the 4-pole twist lock receptacles located in the front cover and rear cover of the front control box (reference Figure "A" and B ), and switching the toggle switch (reference Figure "A" and B ) from the "OFF" position to the "ON" position. The footswitch is a three-(3) position switch allowing hands-free operation. By fully depressing the footswitch lever, machine movement is downward to limit setting (reference Figure F2). By allowing the footswitch lever to elevate to the center position, machine movement stops (reference Figure F3). Completion of downward cycle is accomplished by depressing footswitch lever again. Machine movement is down until limit setting is met (reference Figure F4). Removing foot pressure from the switch entirely allows machine movement upward to limit setting, completing upstroke cycle (reference Figure F5). The footswitch is used in conjunction with the upstroke and down stroke limit switches located on the front control box only (reference Figure "C"). 13
15 The front limit switch (closest to the punch end and the lower switch of the two switches) controls the down stroke limit. The back switch (furthest from the punch end and the higher of the two switches) controls the upstroke limit. The limit switches are activated by the limit switch arms: reference part # s shown on Page Number RP-5. To set the stroke using the limit switch arms, use the following procedure: 1) Plug in footswitch. 2) Turn toggle switch to "ON" position. 3) Loosen thumbscrew on down stroke limit-switch arm. 4) Fully depress footswitch lever allowing beam to move downward. 5) Slide limit switch arm until contact with the down stroke switch stops beam movement at the desired lower limit. 6) Tighten thumbscrew to hold limit switch arm firmly in place. 7) Loosen thumbscrew on upstroke limit-switch arm. 8) Allow footswitch lever to elevate allowing beam to rise. 9) Slide limit switch arm until contact with the upstroke switch stops beam movement at the desired upper limit. 10) Tighten thumbscrew to hold limit switch arm firmly in place. NOTE: When punching or using the bending attachment, set upper and lower limits to allow for 1/4" maximum clearance between the bottom of the punch and the top of the work material. The setting will change when the work material thickness changes. NOTE: The down stroke limit switch on the punch end controls the upstroke limit on the coper end. The upstroke limit is the only switch active when using the rear footswitch control. The operator controls the downstroke limit by allowing the footswitch lever to fully elevate after the upper coper knife passes through the material. 14
16 PUNCH ATTACHMENT ALIGNMENT The alignment of the punch and die should be accomplished in the following manner. (Reference pages RP-2 and RP-9). 1. Bolt the punch stripper assembly on the upper beam. 2. Tighten the 5/8 x 6 cap screw clockwise (requires 1/2 Allen wrench). This locks the stripper assembly firmly in place. 3. Remove the coupling nut from the punch stem using the coupling wrench. 4. Insert the punch in the coupling nut and tighten on the punch stem using the coupling wrench. 5. Insert the female die in the die block. 6. Tighten the setscrew against the female die (requires 3/16 Allen wrench). 7. Slide the die block around the setscrews on the platen table. Do not tighten the flanged nuts. 8. Push the Emergency Stop Button (reference Figure "E") to turn OFF the machine. Disconnect the foot switch from the receptacle. 9. Start the machine. Use the front control box down push button (reference Figure "A"), to move the beam downward. Stop beams movement when the bottom of the stripper foot is approximately 1/8" above the die block. 10. Align the punch and die visually and by hand movement of the die block. Jog down again slightly and align. Continue this procedure until the punch has passed through into the die. 11. Using the wrench supplied with the machine, tighten the flanged nuts on the setscrews to hold the die block firmly to the platen table. 12. Set the limit switches to control the length of stroke (reference procedures previously listed). 13. Start operation. 15
17 STRIPPER ASSEMBLY ADJUSTMENT NOTE: The Emergency Stop Button should be pushed "OFF" until all tooling changes are complete. (Reference Page 12, Figure C.) The adjustment of the stripper assembly to compensate for varying punch lengths should be accomplished in the following manner. (Reference Page RP-9 for a visual reference). NOTE: The correct adjustment should have the tip of the punch 1/16" below the bottom of the stripper footplate and the stripper footplate level. 1. Install the stripper assembly on the upper beam (reference instructions previously listed). 2. Insert punch in the stripper assembly (reference instructions previously listed). 3. Measure the length of the punch relative to the bottom of the stripper foot. 4. If the tip of the punch extends more than 1/16" below the bottom of the stripper foot, adjustment is required. 5. Turn the two (2) guide pin adjusting caps counter clockwise until the tip of the punch extends 1/16" below the bottom of the stripper foot. The stripper foot MUST remain level or parallel to the work material. The punch tip should be able to line up on a center punch mark before the stripper foot engages the material. 6. If the tip of the punch does not extend 1/16" below the bottom of the stripper foot, or if the stripper foot is not parallel with the work material, adjustment is required. 7. Turn the two (2) guide pin adjusting caps clockwise until the tip of the punch extends 1/16" below the bottom of the stripper foot. The stripper foot MUST remain level or parallel to the work material. The punch tip should be able to line up on a center punch mark before the stripper foot engages the material. 8. Tighten down the 1/4-20 ball plungers to. 16
18 (OPTIONAL) BENDING ATTACHMENT ALIGNMENT The alignment of the bending punch and bending die should be accomplished by the following manner. 1. Align and bolt the bending punch assembly on the punch end of the machine. 2. Slide the bending die base around the set screws on the platen table, DO NOT TIGHTEN the 5/8 flanged nuts. 3. Start the machine by pulling both Emergency Stop Buttons up, using the Down Push Button move the beam downward. 4. When contact between the bending punch and the bending die block opening is made, the bending die block will center itself. 5. Tighten the 5/8 nuts to hold die block firmly to the platen table. 6. Start operation. SHEAR/ANGLE HOLD-DOWN ASSEMBLY ADJUSTMENT The adjustment on the hold-down assembly should be accomplished by the following manner. (Reference Page RP-6) 1. Raise the upper beam to its full upstroke limit. 2. Loosen the (3) 5/8 flanged nuts without removing them from the studs. 3. Insert material to be sheared under the hold down assembly. 4. Tighten the flanged nuts to allow 1/16 to 1/8 clearance between the hold down bar and material. NOTE: Do not attempt to shear any material that will not be held by the Holddown Assembly. 17





19 LUBRICATION GENERAL The importance of correct lubrication cannot be over emphasized. Under no circumstances should the machine be operated without complying with the lubrication requirements set forth in this publication. LUBRICATION CHART Station Part Lubricated Frequency Instructions Type Lube 1 Upper Pull Arm Material Feed Side 2 Lower Pull Arm Material Feed Side 3 Upper Pull Arm Hinge Pin Material Drop Side 4 Lower Pull Arm Material Drop Side 5 Upper Pull Arm Material Drop Side 6 Rear Hinge Pin Off Side Lower Pull Arm Hinge Pin Material 7 Drop Side Crank Arm Hinge Pin Material 8 Feed Side 9 Clevis Pin Material Feed Side 11 Stripper Assembly (2 places) 10 Drive Motor Every 40 Hours Or Weekly With Normal Use Once shot per year Apply Grease Until It Appears Around the Edge Of Parts One Shot From Grease Gun Mobile MP Or Any Multi- Purpose Grease Multi-Purpose Grease 18
20 MAINTENANCE NOTE: The Emergency Stop Button should be pushed "OFF" while maintenance checks are being performed. Reference Page 12, Figure C. HYDRAULIC FILTER ELEMENT The hydraulic oil filter is a vital component of the hydraulic system as it filters impurities and foreign particles to avoid hydraulic component malfunctions. CAUTION: When the filter element is plugged, hydraulic fluid will by-pass the element, allowing contamination to enter the hydraulic system. It is recommended that the filter element be changed every three-(3) months, depending on workload and environmental conditions. The element should be changed after the first 40 hours of use. The filter housing is mounted at the tank door inside the machine. Reference: Repair Parts List for reordering instructions and the item number. FASTENERS AND CONNECTIONS The efficiency and accuracy of the Piranha is dependent upon proper alignment of all parts. Alignment can only be achieved by keeping the fasteners tight. Check all bolts and nuts for tightness every 40 hours of operation, or when lubricating the machine. Unless specified in parts illustrations, torque socket head bolts and hinge pin jam nuts to the specifications in the table on Page 27. Check all hydraulic hose and fitting connections for tightness when lubricating the machine. We recommend you use Loctite hydraulic sealant or an equivalent product on all connectors. Check to insure the hydraulic cylinder clevis is screwed tight on the piston rod each time machine is lubricated. HYDRAULIC OIL LEVEL Your Piranha ironworker is equipped with a dipstick indicator on the fill cap located inside the access door. The dipstick is not marked oil should just touch the bottom of the dipstick for proper fluid level. This should be checked as part of your normal maintenance cycle. NOTE: We recommend that you implement a weekly maintenance program to inspect and lubricate your Piranha. For your convenience, a service record chart has been provided on Page RP
21 TROUBLESHOOTING The following material is a trouble-shooting guide to be followed by maintenance personnel should a problem occur with your machine. Many of these problems can be solved in your shop by following a step-by-step procedure for isolating the deficiency. If the deficiency cannot be isolated and corrected in your shop, any information regarding your effort to isolate the area should be related to the service technician at Mega Manufacturing, Inc. to assist him in finding a solution. These efforts will assure restoring your machine to full operational status with the minimum amount of downtime. POTENTIAL PROBLEMS AND SOLUTIONS P1 - MACHINE WILL NOT START 1. Ensure that both Emergency Stop Buttons are pulled up to start. 2. Check fuses at disconnect. 3. Check voltage to motor starter. 4. Transformer control voltage (Output V). If not, check: A. Transformer fuse. If blown, inspect circuit for a ground short. B. Incoming voltage to input side of transformer is correct and the jumper bars are in the correct location. Reference page RP-11. C. All wire and fuse holder connections are tight. D. Possible faulty transformer. 5. Control circuit from transformer to front and rear control boxes to motor starter coil. (Reference Wiring Diagram page RP-11). 20
22 P2 - MACHINE STARTS BUT WILL NOT OPERATE Determine if the problem is electrical or hydraulic by using the manual override buttons located on the directional valve. (Refer to Page RP-14). If the machine operates, the problem is electrical. Follow the procedure below: 1. Determine if problem exists in the front control box only, the rear control box only, or in both control boxes. A. If problem is isolated to one box only, check the internal wiring and wiring harness with disconnect plug for loose connection. B. If the problem exists in both boxes, follow the remaining procedures. 2. Check wiring connections in the electrical enclosure. 3. Check the valve body wiring harness, including the disconnect plugs, for loose connections. 4. Check coils in the directional control valve. If the machine does not operate on manual override, the problem is hydraulic. 1. Check to determine if the pump is developing flow. If not: A. See if motor rotation is correct. B. Check motor / pump key is not damaged. C. Check hydraulic suction line for tightness. D. Check Oil level. E. If the above checks out okay, the pump may be defective 2. Check to determine if the spool in the directional control valve is stuck in the center position. If the valve is stuck, remove the directional control valve and free the spool. Inspect for contamination. 21
23 P3 - MACHINE OVERHEATS 1. Check if fluid level in reservoir is low. 2. Check for low line voltage to transformer, causing low control voltage to directional valve solenoid coils. 3. Determine if limit switches are set improperly when using footswitch, allowing cylinder to bottom out at retraction and extension. This may cause hydraulic fluid to by-pass over relief valve, creating heat buildup. 4. Check for restrictions in the hydraulic system. Example: Contaminated cartridge valve, restricted or kinked hose, etc. P4 - RESET ON MOTOR STARTER KICKS OUT 1. Internal overheating. Refer to P3, above, for troubleshooting procedure. 2. Insure proper sized heater coils are being used. (Reference the wiring diagram on Page RP-11).. 3. Check for proper line voltage. 4. Check for loose connections on motor cable at starter or motor. P5 - EDGES ON KNIFE BLADE CHIPPED BY MATERIAL 1. Check knife clearance -.007" to.010". If not: A. Combo table bolts may have become loose, allowing scale and contamination between table and beam. Remove table and clean. B. Combo table bolts may have stretched the threads in the beam. Remove table and sand beam surface flat. C. Knives may have been ground. Shim to recommended clearance. 2. Knives may be dull and are creating a pulling effect on the shearing edge. 3. Material may be too hard. 4. Material may be thicker than rated capacities. 22
24 P6 - MACHINE LEAVES BURR WHEN SHEARING 1. Knife clearance:.007" to.010". If not, follow procedure in P Check shear knives for sharpness 3. Check that the automatic hold-down is adjusted to clamp the material securely. P7 MACHINE DOES NOT SEEM TO HAVE ENOUGH PRESSURE TO PUNCH OR COPE Install a 3000 PSI pressure gauge into the system at the pump outlet. Then bottom out the punch end (cylinder extension). The pressure should read 2700 PSI. The coper end bottom out (cylinder retraction) should read 1000 PSI. 1. If pressures are good, check: A. Tonnage rating of the hole to punch (See page 24). B. Type of material being punched. Machine capacities are rated on mild steel. Note: Torching some metals increase their hardness. C. Proper punch to die clearance on material thickness (See page 25). D. If punch and die are in good shape. 2. If pressures are low check: A. Pressure gauge is giving accurate reading. B. Check cylinder for internal leak or (1) for low punch pressure check punch relief valve for contamination (See page RP14); (2) for low coper pressure check coper relief valve for contamination (See page RP14). Note: Relief valve operating pressure may need reset. Contact factory technician for adjustment procedure. Remove pressure gauge when trouble shooting is completed. 23
25 TONNAGE REQUIRED FOR PUNCHING HOLES IN MILD STEEL This table shows the tons of force required for punching round holes in mild steel derived by the formula: Force = hole diameter x material thickness x constant 80. All figures shown are in U.S. tons. For holes larger than 1 inch, the punching force can be calculated per the following example: What pressure is required to punch a 2-1/4" round hole in 7/8" thick material? Since a 1" round hole in 7/8" thick material requires 70 tons of pressure, multiply this 70 tons x 2.25 = tons. NOTE: Do not punch a hole with a smaller diameter than the thickness of the material. Material Thickness Punch Size 1/8 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 11/16 3/4 13/16 7/8 15/16 1 3/ / / / / / / / / / / / / / /
26 MAINTENANCE TOOLS LIST The following tools are required for performing maintenance and to assist you in troubleshooting your machine: 1. Grease gun with a flexible connection. 2. Open end wrenches. 3/4" thru 1-1/4". 3. Adjustable wrench. 1-1/2" thru 2-1/4" opening. 4. Allen wrenches - 3/16" thru 5/8". 5. Screwdrivers - miscellaneous sizes. 6. Voltmeter. RECOMMENDED FASTENER TORQUE SPECIFICATIONS (Unless Otherwise Specified) Bolt Size Torque (Ft-Lbs) 3/ / / / / Jam Nuts 600 DIE CLEARANCE CHART FOR STEEL Gauge Decimal Thickness Die Clearance (Add to Punch Size) 13 thru thru /64 (0.016 ) Over 7 thru 1/2" Plate Over 1/2 Plate /32" (0.032 ) Over /16" (0.063 ) 25
27 ORDERING REPAIR PARTS FOR A PIRANHA The following assembly parts lists are shown in four columns. In the first column are the index numbers of the parts illustrated. The second column contains the Mega Manufacturing part number, followed by the description in the third column. The last column shows the quantity of parts required for the assembly. Electrical wiring diagrams and hydraulic diagrams are shown with the Piranha part numbers. Some of these items shall be considered as an assembly and only one part number will be given, even though they are comprised of component parts. You will receive quicker service when ordering repair parts by adhering to the following procedure. 1. Provide the complete serial number of the machine. The machine serial number is stamped on the nameplate and is located on the right hand side of the machine (when facing the punch end). 2. Provide part number, description, and the quantity of parts that you require. 3. Specify each individual piece required. Do NOT use the term "complete assembly". 4. Specify how and where to ship. Define the method of transportation desired. UPS, Old Dominion, and FedEx Freight, are the most frequently used carriers at Mega Manufacturing. ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-1
28 REPAIR PARTS ILLUSTRATIONS Page No. Basic Machine... RP-3 Shear Hold-down Assembly... RP-6 Punch Assembly... RP-8 Electrical Enclosure... RP-10 Wiring Diagram... RP-11 Front Control Box... RP-12 Rear Control Box... RP-13 Valve Body Assembly... RP-14 Motor, Filter, and Pump Assembly... RP-16 Cylinder... RP-17 Foot Pedal Assembly... RP-18 Knives (No Illustration)... RP-19 Service Record Chart... RP-20 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-2
29 P50 BASIC MACHINE ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-3
30 P50 BASIC UNIT Figure And Part Index No. Number Description Qty Upper Beam Assembly Lower Beam Assembly Crank Arm Assembly Platen Support-On Side Platen Support-Off Side Coper Side Plate-On Side Coper Side Plate-Off Side Pull Arm-On Side Pull Arm-Off Side Machine Pin Crank Arm Hinge Pin Pull Arm Hinge Pin Rear Hinge Pin Cylinder Pin Coper End Knife Support Black Pipe Spacer Urethane Spacer Bronze Wear Plate Crank Arm Pin Lock Plate Crank Arm Bushing Crank Arm Bushing P /4" x 1-1/2" x 1-1/2" Rear Hinge Pin Bushing Angle Knife Bushing Angle Knife Cover Coper End Filler Pit Combo Shear Table Plate Shear Guide Coper Table Assembly Coper Guard Assembly Chip Bucket (optional) 1 32 N/A Long Reach D-Shackle (not shown) /8" x 1" Roll Pin /2" NF Jam Nut " I.D. x 3" O.D. x.255" Washer /8" x 4-1/2" SHCS Platen Table 1 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-4
31 P50 Basic Unit Continued Figure And Part Index No. Number Description Qty Upper Angle Knife "10" Flat Shear Knife" Round Bar Knife Blank 2 41 (Page RP 16) Round Bar Knife (optional) "10" Flat Shear Knife" /8" x 6-1/2" SHCS /2" x 1-1/2" Roll Pin Lower Coper Side Knives Shear Guard Coper Table Guides (optional not shown) KP 79 (1/2-13) Plastic Handle (optional not shown) /2" Flat Plated Washer (optional not shown) /2" x 1-1/2" Carriage Bolt (optional not shown) Lower Coper End Knife /8" x 2-3/4" T Woodruff Key Upper Coper End Knife /8" x 1" SHCS Lower Angle Knives /8" Nylock HN /2" x 1-3/4" SCHS /16" x 1-1/2" SHCS /8" x 2-1/4" SHCS /4" x 1/2" SHCS /8" x 1-1/2" FHCS /8" x 3/4" HHCS Grade /2" x 1-1/4" SHCS /8" x 1-1/2" FHCS /8" x 3/4" FHCS Snap Ring /16" x 2" SHCS /16" x 2" SHCS /16" x 1-1/2" SHCS /8" Flat Washer 1 Not Pictured Microswitch Arm Assembly 2 Not Pictured Microswitch Guide Block 1 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-5
32 P50 SHEAR HOLD-DOWN ASSEMBLY PART NUMBER ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-6
33 P50 HOLD DOWN ASSEMBLY PART NUMBER Figure And Part Index No. Number Description Qty Hold Down Bar Angle Block-Hold Down /8" x 4" Stud W/Groove Hold Down Springs /8" x 1-3/4" HHCS /8" Flanged Nuts Snap Ring Hold Down Guard Rivet 2 NOTE: Hold Down Assembly, Number , Includes Index Numbers 1, 2 and 5. ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-7
34 P50 PUNCH ASSEMBLY ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-8
35 P50 PUNCH ASSEMBLY PART NUMBER Figure And Part Index No. Number Description Qty /8" CL-4 FLDG Nut Stripper Guide Pin Adjust Cap W-17N Ball Plunger 1/ /4 x 3/4 SSS Punch Slide Machined /8 x 6-1/2 SHCS Punch Guard Punch Guard Spacer /4 x 3/4 Roll Pin Punch Stem Coupling Nut Zerk Stripper Block Stripper Guide Pin Stripper Foot Cast /8" x 2-1/2" Spiral Pin Die Block /8 x 1/2 SSS Punch Guard Rivet " Coupling Wrench /8 x 3 SSS 2 NOTE: Punch Assembly, Part Number Includes Index Numbers 2, 3, 5, 7-16 and 19. ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-9
36 P50 ELECTRICAL ENCLOSURE ASSEMBLY PART NUMBER Figure And Part Index No. Number Description Qty Rear Wiring Harness Receptacle Front Wiring Harness Receptacle Starter 1 5 T2253 Auxiliary Contact / 440 Volt Transformer 1 - or Volt Transformer 1 - or Volt Transformer Fuse Block MDX3 Fuse Volt Heater Coil B or Volt Heater Coil B or Volt Heater Coil B ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-10
37 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-11

38 P50 FRONT BOX ASSEMBLY PART NUMBER Figure And Part Index No. Number Description Qty Front Control Box - With Covers Pole Receptacle 2 3? Down Button 1 3a Contact Block w/base, N.O. ZB4BZ101* 1 4? UP Button 1 4a Contact Block w/base, N.O. ZB4BZ101* Selector Switch ZB4BD3 1 5a Mounting Base with 2 each N.O. Contacts 1 ZB4BZ103* Push/Pull Mushroom Button 1 6a Contact Block w/base, N.C. ZB4BZ102* Toggle Switch Microswitch Liquid Tight Connector, 3/8" JIC Grey Conduit Contact Block N.O. ZB4BE Contact Block N.C. ZB4BE102 * Replacement contacts for item number 5a requires 2 each of part number ZB4BE101 part # Item Number 3a and 4a requires 1 each. Replacement contact for item #6a 1 each of ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-12


39 REAR BOX ASSEMBLY PART NUMBER Figure And Part Description Qty. Index No. Number Rear E-Stop Box 1 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-13
40 VALVE BODY ASSEMBLY PART NUMBER ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-14
41 VALVE BODY ASSEMBLY PART NUMBER Figure And Part Index No. Number Description Qty Valve Body Assembly Expander Plug Counterbalance Valve Coper Relief Valve Punch Relief Valve Cavity Plug Directional Control Valve 4W3P Tandem Solenoid Coil 115V Ac SAE-04 Hex Plug 1 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-15
42 P50 MOTOR ASSEMBLY PART NUMBER Figure And Part Index No. Number Description Qty HP Motor 220/440V (Hollow Shaft) 1 - or HP Motor 575V (Hollow Shaft) 1 - or HP Motor Single Phase (Hollow Shaft) Hydraulic Fitting Hydraulic Pump /8" x 1" SHCS LP JM6 Hydraulic Fitting C-6 Hydraulic Fitting " Hose To Valve Body Hydraulic Fitting Pressure Gauge PGD S " Hose To Tank 1 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-16
43 P50 CYLINDER ASSEMBLY Figure And Part Index No. Number Description Qty Cylinder Clevis Pin Clevis Snap Ring Straight Zerk /2" x 1/2" SSS Cylinder Pin Hydraulic Fitting " Hose To Valve Body " Hose To Valve Body 1 11 N/A Nylock Plug 1 SEAL INSTALLATION ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-17
44 FOOT SWITCH ASSEMBLY PART NUMBER CH Figure And Part Index No. Number Description Qty Foot Switch Cord Grip SEO Cord (sold by the foot) 6 ft Pole Plug 1 NOTE: Limit Switches in Foot Pedal are not a stock item. ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-18
45 P50 KNIVES Index No. Part Number Description Qty Flat Shear Knives x 10" Flat Shear Knives x 13" /4" Round Bar Knife /8" Round Bar Knife /2" Round Bar Knife /8" Round Bar Knife /4" Round Bar Knife /8" Round Bar Knife " Round Bar Knife /8" Round Bar Knife /4" Round Bar Knife /8" Round Bar Knife /2" Square Bar Knife /8" Square Bar Knife /4" Square Bar Knife /8" Square Bar Knife " Square Bar Knife Round Bar Knife Blank Lower Angle Knife Upper Angle Knife Lower Coper End Knife Upper Coper Knife Lower Coper Side Knife /8" x 1" SHCS - Upper Coper /16" x 1-1/2" SHCS - Lower Coper Side /16" x 1-1/2" SHCS - Upper Shear /16" x 1-1/2" SHCS - Upper Round Bar /16" x 2" SHCS - Lower Coper End /16" x 2" SHCS - Lower Shear /16" x 2" SHCS - Lower Round Bar /16" x 2" SHCS - Lower Angle Woodruff Key - Upper Coper Knife 1 ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-19
46 DATE LUBRICATION KNIFE & TABLE BOLTS MACHINE & CABINET BOLTS HYDRAULIC CONNECTIONS OIL LEVEL AND / OR CHANGE OIL FILTER KNIFE EDGES REMARKS ALWAYS PROVIDE THE COMPLETE SERIAL NUMBER FOR PARTS AND SERVICE RP-20





47 Piranha Optional Tooling and Attachments ***Additional Options Shown on Inside of Front Cover*** Pressbrake Tooling Holders Allows you to use pressbrake punches and dies in your ironworker for higher precision bending. Not available on the P2 model. Enhance your Piranha s versatility! Roller Feed Tables Available in 5' lengths. Includes rollers for angle and flat bar sections. 20ʺ wide flat rollers and 6ʺ angles. Channel Shear Attaches to the punch end of the machine. Removes a 1/2ʺ slug for each cut. Slug must be slid out the front of the channel shear after each cut. A pinned slide block is adjusted to accommodate different widths of channel. Not available on the P2 model. Channel Die Block Enables you to punch into the legs of channel and other structural shapes. Mounts in place of your standard die block. Still utilizes your urethane punch attachment. Can be used in conjunction with offset dies to punch very near to the web of your material.
INSTRUCTIONS AND REPAIR PARTS MANUAL FOR. IRONWORKER MODEL NUMBER P-140 Publication: April,
 INSTRUCTIONS AND REPAIR PARTS MANUAL FOR IRONWORKER MODEL NUMBER P-140 Publication: April, 2013 For Serial Numbers P140-3001 to Current Models www.megafab.com 800-338-5471 Be sure to register your model
INSTRUCTIONS AND REPAIR PARTS MANUAL FOR IRONWORKER MODEL NUMBER P-140 Publication: April, 2013 For Serial Numbers P140-3001 to Current Models www.megafab.com 800-338-5471 Be sure to register your model
Porta-Punch Manual
 Porta-Punch Manual 474 E. 05th Street Cleveland, OH 4408-378 (26) 68-7400 Fax (26) 68-7009 www.clevelandsteeltool.com E-mail: sales@clevelandsteeltool.com 800-446-4402 TABLE OF CONTENTS Page General Information...
Porta-Punch Manual 474 E. 05th Street Cleveland, OH 4408-378 (26) 68-7400 Fax (26) 68-7009 www.clevelandsteeltool.com E-mail: sales@clevelandsteeltool.com 800-446-4402 TABLE OF CONTENTS Page General Information...
MODEL DO-70/110-24M IRONWORKER
 MODEL DO-70/110-24M IRONWORKER SCOTCHMAN INDUSTRIES PHILIP, SOUTH DAKOTA 57567 PRINTED NOVEMBER 2010 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 Warranty
MODEL DO-70/110-24M IRONWORKER SCOTCHMAN INDUSTRIES PHILIP, SOUTH DAKOTA 57567 PRINTED NOVEMBER 2010 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 Warranty
SCOTCHMAN INDUSTRIES MODEL SHEARMASTER " PLATE SHEAR
 SCOTCHMAN INDUSTRIES MODEL SHEARMASTER 610 24" PLATE SHEAR DECEMBER 2009 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 WARRANTY 5 3.0 WARNING LABELS 6 4.0
SCOTCHMAN INDUSTRIES MODEL SHEARMASTER 610 24" PLATE SHEAR DECEMBER 2009 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 WARRANTY 5 3.0 WARNING LABELS 6 4.0
Product Information Responsibilities of Owners Safety Instructions Warning Labels Installation Instructions...
 Table of Contents Product Information... 2 Responsibilities of Owners... 3 Safety Instructions... 4 Warning Labels... 5 Installation Instructions... 6 Electrical Installation... 7 Load Capacity... 8 Daily
Table of Contents Product Information... 2 Responsibilities of Owners... 3 Safety Instructions... 4 Warning Labels... 5 Installation Instructions... 6 Electrical Installation... 7 Load Capacity... 8 Daily
MODEL M IRONWORKER
 MODEL 9012-24M IRONWORKER PRINTED JANUARY 2012 Page 1 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 WARRANTY 5 3.0 WARNING LABELS 8-9 4.0 INSTALLATION & SET-UP
MODEL 9012-24M IRONWORKER PRINTED JANUARY 2012 Page 1 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 WARRANTY 5 3.0 WARNING LABELS 8-9 4.0 INSTALLATION & SET-UP
MODEL M IRONWORKER
 MODEL 12012-24M IRONWORKER PRINTED JANUARY 2016 Page 1 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 5 2.1 WARRANTY 7 3.0 WARNING LABELS 8 4.0 INSTALLATION & SET-UP
MODEL 12012-24M IRONWORKER PRINTED JANUARY 2016 Page 1 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 5 2.1 WARRANTY 7 3.0 WARNING LABELS 8 4.0 INSTALLATION & SET-UP
MODEL EC IRONWORKER
 MODEL 50514-EC IRONWORKER PRINTED NOVEMBER 2018 Page 1 Page 2 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 WARRANTY 5 3.0 WARNING LABELS 6 4.0 INSTALLATION
MODEL 50514-EC IRONWORKER PRINTED NOVEMBER 2018 Page 1 Page 2 TABLE OF CONTENTS SECTION DESCRIPTION PAGE # 1.0 INTRODUCTION 4 2.0 SAFETY PRECAUTIONS 4 2.1 WARRANTY 5 3.0 WARNING LABELS 6 4.0 INSTALLATION
Product Information Responsibilities of Owners Safety Instructions Warning Labels Installation Instructions...
 Table of Contents Product Information... 2 Responsibilities of Owners... 3 Safety Instructions... 4 Warning Labels... 5 Installation Instructions... 6 Electrical Installation... 7 Load Capacity... 8 Daily
Table of Contents Product Information... 2 Responsibilities of Owners... 3 Safety Instructions... 4 Warning Labels... 5 Installation Instructions... 6 Electrical Installation... 7 Load Capacity... 8 Daily
STANDARD FEATURES: Closed 9-1/4" Work Stations From Floor 42" Height w/o Die Block Hydraulics: Optional Lengths Available Weight (NET) lbs 2600
 lbs 2600") IRONWORKERS The Piranha Model P-50 features Automatic Urethane Hold Downs on the Punch Stripper and Bar, Plate and Angle Shear. This assures precise cuts and longer punch and blade life. Complete Punching
IRONWORKERS The Piranha Model P-50 features Automatic Urethane Hold Downs on the Punch Stripper and Bar, Plate and Angle Shear. This assures precise cuts and longer punch and blade life. Complete Punching
Maintenance and Repair
 Maintenance and Repair WARNING ALWAYS shut off the engine, remove key from ignition, make sure the engine is cool, and disconnect the spark plug and positive battery terminal from the battery before cleaning,
Maintenance and Repair WARNING ALWAYS shut off the engine, remove key from ignition, make sure the engine is cool, and disconnect the spark plug and positive battery terminal from the battery before cleaning,
Tooling Assistance Center
 Safeguards are designed into this application equipment to protect operators and maintenance personnel from most hazards during equipment operation. However, certain safety precautions must be taken by
Safeguards are designed into this application equipment to protect operators and maintenance personnel from most hazards during equipment operation. However, certain safety precautions must be taken by
INSTRUCTIONS AND PARTS LIST FOR MODEL 125H & 150H HAND-OPERATED HYDRAULIC PRESS
 INSTRUCTIONS AND PARTS LIST FOR MODEL 125H & 150H HAND-OPERATED HYDRAULIC PRESS SETTING UP THE PRESS FOR OPERATION For shipping convenience, the gauge, pump handle, hoist crank, screw nose and base angles
INSTRUCTIONS AND PARTS LIST FOR MODEL 125H & 150H HAND-OPERATED HYDRAULIC PRESS SETTING UP THE PRESS FOR OPERATION For shipping convenience, the gauge, pump handle, hoist crank, screw nose and base angles
INSTRUCTIONS AND PARTS LIST FOR MODEL 25H HAND-OPERATED HYDRAULIC PRESS
 INSTRUCTIONS AND PARTS LIST FOR MODEL 25H HAND-OPERATED HYDRAULIC PRESS SETTING UP THE PRESS FOR OPERATION For shipping convenience, the gauge, pump handle, hoist crank, screw nose and base angles were
INSTRUCTIONS AND PARTS LIST FOR MODEL 25H HAND-OPERATED HYDRAULIC PRESS SETTING UP THE PRESS FOR OPERATION For shipping convenience, the gauge, pump handle, hoist crank, screw nose and base angles were
Atlas PV-9WP Addendum
 Atlas PV-9WP Addendum 9,000 lb. Capacity Two-Post Overhead Lift The Atlas PV-9WP above ground hoist is 6 inches wider than the Atlas PV-9P, giving it an overall width of 141 (11 9 ) and a drive thru width
Atlas PV-9WP Addendum 9,000 lb. Capacity Two-Post Overhead Lift The Atlas PV-9WP above ground hoist is 6 inches wider than the Atlas PV-9P, giving it an overall width of 141 (11 9 ) and a drive thru width
OPERATION AND MAINTENANCE MANUAL
 WREN IBT SERIES HYDRAULIC TORQUE WRENCHES IBT SQUARE DRIVE SERIES OPERATION AND MAINTENANCE MANUAL FOR WREN Products: POINT 75, 1IBT, 3IBT, 5IBT, 8IBT, 10IBT, 20IBT, 25IBT, 35IBT, 50IBT SQUARE DRIVE HYDRAULIC
WREN IBT SERIES HYDRAULIC TORQUE WRENCHES IBT SQUARE DRIVE SERIES OPERATION AND MAINTENANCE MANUAL FOR WREN Products: POINT 75, 1IBT, 3IBT, 5IBT, 8IBT, 10IBT, 20IBT, 25IBT, 35IBT, 50IBT SQUARE DRIVE HYDRAULIC
DI-ACRO #2 HAND PUNCH PRESS INSTRUCTION MANUAL
 DI-ACRO #2 HAND PUNCH PRESS INSTRUCTION MANUAL REV. E 6/12 1 TABLE OF CONTENTS A. SAFETY INFORMATION PG. 3 B. SET UP PROCEDURE & MOUNTING PUNCHES & DIES PG. 3-4 C. MAINTENANCE PG. 4 D. TECHNICAL DATA PG.
DI-ACRO #2 HAND PUNCH PRESS INSTRUCTION MANUAL REV. E 6/12 1 TABLE OF CONTENTS A. SAFETY INFORMATION PG. 3 B. SET UP PROCEDURE & MOUNTING PUNCHES & DIES PG. 3-4 C. MAINTENANCE PG. 4 D. TECHNICAL DATA PG.
Visit Our Our Our Web Site at:
 Visit Our Our Our Web Site at: ww w ww w w w w. l o c k f o rr r m e r r r. c o m 711 OGDEN AVENUE, LISLE, ILLINOIS 60532-1399 Phone (630) 964-8000 Fax (630) 964-5685 09-1998 Operator tor s manual 20 Gauge
Visit Our Our Our Web Site at: ww w ww w w w w. l o c k f o rr r m e r r r. c o m 711 OGDEN AVENUE, LISLE, ILLINOIS 60532-1399 Phone (630) 964-8000 Fax (630) 964-5685 09-1998 Operator tor s manual 20 Gauge
20 Gauge Super-Speed. shoprpmachine
 Operator tor s s manual 20 Gauge Super-Speed 1 WARRANTY Our guarantee on the products we manufacture is limited to repair or replacement without charge, of any part found to be defective in materials or
Operator tor s s manual 20 Gauge Super-Speed 1 WARRANTY Our guarantee on the products we manufacture is limited to repair or replacement without charge, of any part found to be defective in materials or
RolsplicerTM. Maintenance Manual And Illustrated Parts List
 RolsplicerTM Maintenance Manual And Illustrated Parts List List of Illustrations Figure Page. Rolsplicer 3 2. Roller Adjustment 4 3. Rolsplicer 6 4. Lid Hold Down Assembly 8 5. Automatic Lid Speed Adjustment
RolsplicerTM Maintenance Manual And Illustrated Parts List List of Illustrations Figure Page. Rolsplicer 3 2. Roller Adjustment 4 3. Rolsplicer 6 4. Lid Hold Down Assembly 8 5. Automatic Lid Speed Adjustment
 Operation and Maintenance Manual http://www.torsionx.eu Use the MaxDrv Series Square Drive Torque Wrench Model.75, 1, 3, 5, 8, 10, 20, 25, 35, 50 to install and remove threaded fasteners requiring precise
Operation and Maintenance Manual http://www.torsionx.eu Use the MaxDrv Series Square Drive Torque Wrench Model.75, 1, 3, 5, 8, 10, 20, 25, 35, 50 to install and remove threaded fasteners requiring precise
MODEL HD-BTC. Installation, Operation & Repair Parts Information REV041416
 MODEL HD-BTC Installation, Operation & Repair Parts Information REV041416 TABLE OF CONTENTS SAFETY INSTRUCTIONS 1 DEFINITIONS 1 SPECIFICATIONS 2 INSTALLATION INSTRUCTIONS 2 OPERATING INSTRUCTIONS 2 MAINTENANCE
MODEL HD-BTC Installation, Operation & Repair Parts Information REV041416 TABLE OF CONTENTS SAFETY INSTRUCTIONS 1 DEFINITIONS 1 SPECIFICATIONS 2 INSTALLATION INSTRUCTIONS 2 OPERATING INSTRUCTIONS 2 MAINTENANCE
IBT Series Square Drive Torque Wrenches
 IBT Series Square Drive Torque Wrenches Operation and Maintenance Manual Model.75, 1, 3, 5, 8, 10, 20, 25, 35, 50 http://www.torsionx.com Use the IBT Series Square Drive Torque Wrenches Model.75, 1, 3,
IBT Series Square Drive Torque Wrenches Operation and Maintenance Manual Model.75, 1, 3, 5, 8, 10, 20, 25, 35, 50 http://www.torsionx.com Use the IBT Series Square Drive Torque Wrenches Model.75, 1, 3,
 Operation and Maintenance Manual Model.75,, 3, 5, 8, 0, 0, 5, 35, 50 http://www.torsionx.com Use the MaxDrv Series Square Drive Torque Wrench Model.75,, 3, 5, 8, 0, 0, 5, 35, 50 to install and remove threaded
Operation and Maintenance Manual Model.75,, 3, 5, 8, 0, 0, 5, 35, 50 http://www.torsionx.com Use the MaxDrv Series Square Drive Torque Wrench Model.75,, 3, 5, 8, 0, 0, 5, 35, 50 to install and remove threaded
Linear Actuator. Installation Manual. warranty installation parts list. Linear Actuator Installation Manual Page 1
 Linear Actuator Installation Manual warranty installation parts list January 2004 Linear Actuator Installation Manual Page 1 MA1221B12 Warranty Information Chore-Time Equipment ( Chore-Time ) warrants
Linear Actuator Installation Manual warranty installation parts list January 2004 Linear Actuator Installation Manual Page 1 MA1221B12 Warranty Information Chore-Time Equipment ( Chore-Time ) warrants
Operating, Servicing, and Safety Manual Model # Hydraulic Bender
 Operating, Servicing, and Safety Manual Model # 900 90 Hydraulic Bender CAUTION: Read and Understand These Operating, Servicing, and Safety Instructions, Before Using This Machine. 1-800-467-2464 10 Cooperative
Operating, Servicing, and Safety Manual Model # 900 90 Hydraulic Bender CAUTION: Read and Understand These Operating, Servicing, and Safety Instructions, Before Using This Machine. 1-800-467-2464 10 Cooperative
Operation and Maintenance Manual for. Joyce/Dayton Linear Actuator Pound Capacity AC Actuator (with limit switch and potentiometer)
") Joyce/Dayton Corp. Operation and Maintenance Manual for Joyce/Dayton Linear Actuator 1500 Pound Capacity AC Actuator (with limit switch and potentiometer) WARNING! The recommendations in this manual for
Joyce/Dayton Corp. Operation and Maintenance Manual for Joyce/Dayton Linear Actuator 1500 Pound Capacity AC Actuator (with limit switch and potentiometer) WARNING! The recommendations in this manual for
Operating Instructions and Parts Manual Long Chassis Service Jacks
 Operating Instructions and Parts Manual Long Chassis Service Jacks Models JSJ-3T/JSJ-5T/JSJ-10T WMH TOOL GROUP 2420 Vantage Drive Elgin, Illinois 60123 Part No. M-454430 Ph.: 800-274-6848 Revision A 8/05
Operating Instructions and Parts Manual Long Chassis Service Jacks Models JSJ-3T/JSJ-5T/JSJ-10T WMH TOOL GROUP 2420 Vantage Drive Elgin, Illinois 60123 Part No. M-454430 Ph.: 800-274-6848 Revision A 8/05
Read this entire manual before operation begins.
 Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
IDEAL Stripmaster Model 950 Wire Stripper #45-950
 IDEAL Stripmaster Model 950 Wire Stripper #45-950 IDEAL Stripmaster Model 950 Wire Stripper Introduction The IDEAL Stripmaster Model 950 Wire Stripper is an electrically operated, pneumatic precision production
IDEAL Stripmaster Model 950 Wire Stripper #45-950 IDEAL Stripmaster Model 950 Wire Stripper Introduction The IDEAL Stripmaster Model 950 Wire Stripper is an electrically operated, pneumatic precision production
HexPro Series Low Profile Wrenches
 HexPro Series Low Profile Wrenches Operation and Maintenance Manual Model 2HP 4HP 8HP 14HP 30HP www.torquetoolsinc.com Use the HEXPRO Series Low Profile Wrenches Model 2HP 4HP 8HP 14HP 30HP to install
HexPro Series Low Profile Wrenches Operation and Maintenance Manual Model 2HP 4HP 8HP 14HP 30HP www.torquetoolsinc.com Use the HEXPRO Series Low Profile Wrenches Model 2HP 4HP 8HP 14HP 30HP to install
Read this entire manual before operation begins.
 Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins.
 Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
2 TON CAPACITY PROFESSIONAL SERIES ALUMINUM JACK OWNER'S MANUAL SPECIFICATIONS
 80006 OWNER'S MANUAL CONTENTS: Page 1 Specifications 2 Warning Information 3 Setup, Operating and Preventative Maintenance 4 Troubleshooting 5 Maintenance 6 Exploded View Drawing and Replacement Parts
80006 OWNER'S MANUAL CONTENTS: Page 1 Specifications 2 Warning Information 3 Setup, Operating and Preventative Maintenance 4 Troubleshooting 5 Maintenance 6 Exploded View Drawing and Replacement Parts
INSTRUCTIONS AND PARTS LIST FOR Models 8-025, 8-050, 8-075, and Elec-Draulic II Presses
 INSTRUCTIONS AND PARTS LIST FOR Models 8-025, 8-050, 8-075, and 8-150 Elec-Draulic II Presses SETTING UP THE PRESS FOR OPERATION For shipping convenience some of the parts are not assembled. Assemble these
INSTRUCTIONS AND PARTS LIST FOR Models 8-025, 8-050, 8-075, and 8-150 Elec-Draulic II Presses SETTING UP THE PRESS FOR OPERATION For shipping convenience some of the parts are not assembled. Assemble these
OPERATORS MANUAL/INSTRUCTIONS/PARTS & SERVICE FOR MANUAL & ELECTRIC
 OPERATORS MANUAL/INSTRUCTIONS/PARTS & SERVICE FOR MANUAL & ELECTRIC TABLE OF CONTENTS SAFETY DELIVERY INSPECTION OPERATION 4 MAINTENANCE 5 TROUBLE SHOOTING 5 PARTS 6-15 Frame Scissor Assembly 6-7 Thrust
OPERATORS MANUAL/INSTRUCTIONS/PARTS & SERVICE FOR MANUAL & ELECTRIC TABLE OF CONTENTS SAFETY DELIVERY INSPECTION OPERATION 4 MAINTENANCE 5 TROUBLE SHOOTING 5 PARTS 6-15 Frame Scissor Assembly 6-7 Thrust
CALIPER BRAKE INSTALLATION AND MAINTENANCE MANUAL
 CALIPER BRAKE INSTALLATION AND MAINTENANCE MANUAL WPT Power Corporation 1600 Fisher Road - Wichita Falls, TX 76305 P.O. Box 8148 - Wichita Falls, TX 76307 Ph. 940-761-1971 Fax 940-761-1989 www.wptpower.com
CALIPER BRAKE INSTALLATION AND MAINTENANCE MANUAL WPT Power Corporation 1600 Fisher Road - Wichita Falls, TX 76305 P.O. Box 8148 - Wichita Falls, TX 76307 Ph. 940-761-1971 Fax 940-761-1989 www.wptpower.com
POWER PINNER RAPID FIRE 7005 RF OPERATOR S MANUAL
 POWER PINNER RAPID FIRE 7005 RF OPERATOR S MANUAL Copyright: February 20, 2007 Revised: 12-11-2015. Gripnail Corporation An Employee Owned Company 97 Dexter Road East Providence, Rhode Island 02914-2045
POWER PINNER RAPID FIRE 7005 RF OPERATOR S MANUAL Copyright: February 20, 2007 Revised: 12-11-2015. Gripnail Corporation An Employee Owned Company 97 Dexter Road East Providence, Rhode Island 02914-2045
CC30 Service Hose Crimper
 The CC30 Series hose crimper with the Micrometer er Style Adjustment and 55 tons of crimping force has the capability to crimp up to " 6 SP. UNIQUE USER FRIENDLY MICROMETER STYLE ADJUSTMENT Easy to use
The CC30 Series hose crimper with the Micrometer er Style Adjustment and 55 tons of crimping force has the capability to crimp up to " 6 SP. UNIQUE USER FRIENDLY MICROMETER STYLE ADJUSTMENT Easy to use
Troubleshooting the Transmission Hydraulic System
 Testing and Adjusting IT28F INTEGRATED TOOLCARRIER POWER TRAIN Testing And Adjusting Introduction Reference: For Specifications with illustrations, refer to SENR5974, IT28F Integrated Toolcarrier Power
Testing and Adjusting IT28F INTEGRATED TOOLCARRIER POWER TRAIN Testing And Adjusting Introduction Reference: For Specifications with illustrations, refer to SENR5974, IT28F Integrated Toolcarrier Power
JARVIS. Model 30CL-1 AND 30CL-3 Hock Cutter and Dehorner. 30CL-1 Hock Cutter
 Model 30CL-1 AND 30CL-3 Hock Cutter and Dehorner 30CL-1 Hock Cutter with Leg Grabber 30CL-1 Hock Cutter 30CL-3 Dehorner Equipment Selection 30CL-1 Sheep Head Dropper Order Number 30CL-1 Hock Cutter 30CL-1
Model 30CL-1 AND 30CL-3 Hock Cutter and Dehorner 30CL-1 Hock Cutter with Leg Grabber 30CL-1 Hock Cutter 30CL-3 Dehorner Equipment Selection 30CL-1 Sheep Head Dropper Order Number 30CL-1 Hock Cutter 30CL-1
6200 Series. Specifications. Fluid End Power End Models 6211, 6212, 6221, & 6222 Models 6241 & 6242 Part Material Part Material Part Material
 5.2018.12.i 6200 Series Specifications The Flomore 6200 Series Pump line consists of a series of basic pump options all developed from a modular power unit. All units are pneumatically driven positive
5.2018.12.i 6200 Series Specifications The Flomore 6200 Series Pump line consists of a series of basic pump options all developed from a modular power unit. All units are pneumatically driven positive
RUFNEX Series Low Profile Wrenches Operation and Maintenance Manual
 RUFNEX Series Low Profile Wrenches Operation and Maintenance Manual http://www.torsionx.com Use the RUFNEX Series Ultra-Low Profile Wrenches to install and remove large bolts that have minimal wrench clearance.
RUFNEX Series Low Profile Wrenches Operation and Maintenance Manual http://www.torsionx.com Use the RUFNEX Series Ultra-Low Profile Wrenches to install and remove large bolts that have minimal wrench clearance.
Electric Actuator Installation, Operation & Maintenance Manual
 ICI Indelac Controls, Inc. Electric Actuator Installation, Operation & Maintenance Manual 6810 Powerline dr.-florence, Ky. 41042 - Telephone 859-727-7890, Tool free 800-662-9424 Fax. 859-727-4070, e-mail:
ICI Indelac Controls, Inc. Electric Actuator Installation, Operation & Maintenance Manual 6810 Powerline dr.-florence, Ky. 41042 - Telephone 859-727-7890, Tool free 800-662-9424 Fax. 859-727-4070, e-mail:
Air-Assist Service Jack Max. Capacity: 10 Tons
 Form No. 565786 Parts List & Operating Instructions for: 1511B Air-Assist Service Jack Max. Capacity: 10 Tons 109 67 66 68 77 69 70 78 95 94 107 106 108 26 71 72 72 93 X L 65 75 92 91 90 89 88 87 86 85
Form No. 565786 Parts List & Operating Instructions for: 1511B Air-Assist Service Jack Max. Capacity: 10 Tons 109 67 66 68 77 69 70 78 95 94 107 106 108 26 71 72 72 93 X L 65 75 92 91 90 89 88 87 86 85
Instruction Manual. SaltDogg Spreader Hopper Poly Electrical 0.65 cubic yards. Table of Contents. General Information. Vehicle Requirements: WARNING
 SaltDogg Spreader Hopper Poly Electrical 0.5 cubic yards Instruction Manual Table of Contents General Information... Warranty Information... Safety Precautions... Installation Instructions... -3 Spreader
SaltDogg Spreader Hopper Poly Electrical 0.5 cubic yards Instruction Manual Table of Contents General Information... Warranty Information... Safety Precautions... Installation Instructions... -3 Spreader
Mega-Rail System Installation
 Installation Manual Mega-Rail System P/N 030767-MRS 2003-2007 DODGE CUMMINS Mega-Rail System Installation Installation Instructions GDP 03-07 Mega-Rail System P/N 030767-MRS PLEASE READ ALL INSTRUCTIONS
Installation Manual Mega-Rail System P/N 030767-MRS 2003-2007 DODGE CUMMINS Mega-Rail System Installation Installation Instructions GDP 03-07 Mega-Rail System P/N 030767-MRS PLEASE READ ALL INSTRUCTIONS
BLAZER 9000 LUBE LIFT OPERATOR AND PARTS MANUAL
 BLAZER 9000 LUBE LIFT OPERATOR AND PARTS MANUAL Blazer 9000 Lube Lift Operator s Manual Note: Instructions must be read thoroughly before installing, operating, or maintaining the lift. Devon Lube Center
BLAZER 9000 LUBE LIFT OPERATOR AND PARTS MANUAL Blazer 9000 Lube Lift Operator s Manual Note: Instructions must be read thoroughly before installing, operating, or maintaining the lift. Devon Lube Center
OLYMPIAN MODEL 740 Operation and Service Manual
 OLYMPIAN MODEL 740 Operation and Service Manual P/N 133911-102 FCI MANUAL P/N 133865-001 Data herein has been verified and validated and believed adequate for the intended use. If the machine or procedures
OLYMPIAN MODEL 740 Operation and Service Manual P/N 133911-102 FCI MANUAL P/N 133865-001 Data herein has been verified and validated and believed adequate for the intended use. If the machine or procedures
TK 20 GA. BUTTON LOCK ROLLFORMER
 1 TIN KNOCKER TK 20 GA. BUTTON LOCK ROLLFORMER INSTRUCTIONS & PARTS DIAGRAM TAAG MACHINERY CO. (Master Distributor) 1257-B Activity Dr. Vista, CA 92081 Tel: (800) 640-0746 Fax: (760) 727-9948 Website:
1 TIN KNOCKER TK 20 GA. BUTTON LOCK ROLLFORMER INSTRUCTIONS & PARTS DIAGRAM TAAG MACHINERY CO. (Master Distributor) 1257-B Activity Dr. Vista, CA 92081 Tel: (800) 640-0746 Fax: (760) 727-9948 Website:
Lockformer / 20 Gauge Capacity Punch Snap Lock Machine
 Lockformer / 20 Gauge Capacity Punch Snap Lock Machine CAPACITY 20 Gauge Galvanized and Lighter MATERIAL REOUIREMENTS: (1) 1-5/16" Receiver Lock (2) 7/16 Button Flange (90º) Total amount of material 1-3/4".
Lockformer / 20 Gauge Capacity Punch Snap Lock Machine CAPACITY 20 Gauge Galvanized and Lighter MATERIAL REOUIREMENTS: (1) 1-5/16" Receiver Lock (2) 7/16 Button Flange (90º) Total amount of material 1-3/4".
TIN KNOCKER FOURPLEX CLEAT FORMER INSTRUCTIONS & PARTS DIAGRAM
 TIN KNOCKER FOURPLEX CLEAT FORMER INSTRUCTIONS & PARTS DIAGRAM Sheet Metal Equipment Sales Inc. Dean P. O'Connell, President Green Bay, Wisconsin Phone - (90)-66-9966 Fax - (90)-66-9969 Website: www.sheetmetalequip.com
TIN KNOCKER FOURPLEX CLEAT FORMER INSTRUCTIONS & PARTS DIAGRAM Sheet Metal Equipment Sales Inc. Dean P. O'Connell, President Green Bay, Wisconsin Phone - (90)-66-9966 Fax - (90)-66-9969 Website: www.sheetmetalequip.com
MADE IN THE USA SINCE product catalog
 product catalog YOUR IS YOUR REPUTATION. That s why each and every day, you put it all out there for the world to judge. Never stopping and always looking forward to your next challenge. You know what
product catalog YOUR IS YOUR REPUTATION. That s why each and every day, you put it all out there for the world to judge. Never stopping and always looking forward to your next challenge. You know what
FTFR Maintenance and Parts Manual SQ-1 FLOOR TRUSS FINISH ROLLER. Operators Manual
 FTFR Maintenance and Parts Manual SQ-1 FLOOR TRUSS FINISH ROLLER Operators Manual FOREWORD This manual explains the proper maintenance of Square 1 Design Floor Truss Finish Roller as well as the daily
FTFR Maintenance and Parts Manual SQ-1 FLOOR TRUSS FINISH ROLLER Operators Manual FOREWORD This manual explains the proper maintenance of Square 1 Design Floor Truss Finish Roller as well as the daily
MODEL 660 AUTOMATIC FASTENING CENTER OPERATOR S MANUAL
 MODEL 660 AUTOMATIC FASTENING CENTER OPERATOR S MANUAL Copyright: January 13, 2003 Revised: 080612 Serial No. 0506113. 1 TABLE OF CONTENTS INTRODUCTION..3 OPERATOR SAFETY... 3 SYSTEM REQUIREMENTS..4 INSTALLATION
MODEL 660 AUTOMATIC FASTENING CENTER OPERATOR S MANUAL Copyright: January 13, 2003 Revised: 080612 Serial No. 0506113. 1 TABLE OF CONTENTS INTRODUCTION..3 OPERATOR SAFETY... 3 SYSTEM REQUIREMENTS..4 INSTALLATION
REPAIR PROCEDURES MANUAL
 REPAIR PROCEDURES MANUAL PVX Series Vane Pumps A Design Series Step-by-Step Guide to Troubleshooting and Repairing PVX Series Vane Pumps Introduction Thank you for choosing Continental Hydraulics PVX Vane
REPAIR PROCEDURES MANUAL PVX Series Vane Pumps A Design Series Step-by-Step Guide to Troubleshooting and Repairing PVX Series Vane Pumps Introduction Thank you for choosing Continental Hydraulics PVX Vane
TANK LIDS, REAR STEP AND WHEELS
 TANK LIDS, REAR STEP AND WHEELS M9060-22 Rev.4/98 FOR MODELS - KP4F, KP6F, KP6R 4/98 Item Part Number Part Description Qty. 1 9040--16--0 Tank Lid Weldment (KP4F -- Front Load) 1 9060--16--0 Tank Lid Weldment
TANK LIDS, REAR STEP AND WHEELS M9060-22 Rev.4/98 FOR MODELS - KP4F, KP6F, KP6R 4/98 Item Part Number Part Description Qty. 1 9040--16--0 Tank Lid Weldment (KP4F -- Front Load) 1 9060--16--0 Tank Lid Weldment
PE 20 SERIES ELECTRIC POWER PUMPS
 A Division Of Templeton, Kenly & Co., Inc. PE 20 SERIES ELECTRIC POWER PUMPS Operating Instructions Manual For 1/2 hp, 115 Volt and 230 Volt PEM, PPM, PES and PPS Models Revison B 07/2006 2525 Gardner
A Division Of Templeton, Kenly & Co., Inc. PE 20 SERIES ELECTRIC POWER PUMPS Operating Instructions Manual For 1/2 hp, 115 Volt and 230 Volt PEM, PPM, PES and PPS Models Revison B 07/2006 2525 Gardner
Nor East. Instructions Safety Messages. Inspection. Parts. DeZURIK Service. Type 05 Pneumatic Actuator Used With Globe Valves
 Instructions Safety Messages These instructions are intended for personnel who are responsible for installation, operation and maintenance of your DeZURIK Actuator. All safety messages in the instructions
Instructions Safety Messages These instructions are intended for personnel who are responsible for installation, operation and maintenance of your DeZURIK Actuator. All safety messages in the instructions
Read this entire manual before operation begins.
 Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
B-DM-6 Diamond Master Operation & Parts Manual Model no.: B-DM-6
 B-DM-6 Diamond Master Operation & Parts Manual Model no.: B-DM-6 TABLE OF CONTENTS 01 Cover Page 02 Table of Contents 03 Warranty 04 Diamond Master Information & Basic Maintenance 05 Adjustment of Tools
B-DM-6 Diamond Master Operation & Parts Manual Model no.: B-DM-6 TABLE OF CONTENTS 01 Cover Page 02 Table of Contents 03 Warranty 04 Diamond Master Information & Basic Maintenance 05 Adjustment of Tools
Owner s Manual. LTS Hide-A-Way Truck Side Gate
 Owner s Manual LTS Hide-A-Way Truck Side Gate 10900 Kenwood Road Cincinnati, OH 45242 Ph: 513-891-6210 Toll-Free: 866-539-6261 Fax: 513-891-4901 www.leymanlift.com sales@leymanlift.com LML00410-11/6/15
Owner s Manual LTS Hide-A-Way Truck Side Gate 10900 Kenwood Road Cincinnati, OH 45242 Ph: 513-891-6210 Toll-Free: 866-539-6261 Fax: 513-891-4901 www.leymanlift.com sales@leymanlift.com LML00410-11/6/15
JARVIS. Model 30CL-1 and 30CL-3 Hock Cutter and Dehorner
 Model 30CL-1 and 30CL-3 Hock Cutter and Dehorner 30CL--1 Hock Cutter 30CL--1 Pistol Grip 30CL--3 Dehorner EQUIPMENT SELECTION... Ordering No. 30CL--1 Hock Cutter... 4025013 30CL--1 Hock Cutter with Grabber
Model 30CL-1 and 30CL-3 Hock Cutter and Dehorner 30CL--1 Hock Cutter 30CL--1 Pistol Grip 30CL--3 Dehorner EQUIPMENT SELECTION... Ordering No. 30CL--1 Hock Cutter... 4025013 30CL--1 Hock Cutter with Grabber
Low Profile Wrenches Operation and Maintenance Manual
 Low Profile Wrenches Operation and Maintenance Manual http://www.torquetoolsinc.com Use the HEXPRO Series Low Profile Wrenches Model 2HP 4HP 8HP 14HP 30HP to install and remove large bolts that have minimal
Low Profile Wrenches Operation and Maintenance Manual http://www.torquetoolsinc.com Use the HEXPRO Series Low Profile Wrenches Model 2HP 4HP 8HP 14HP 30HP to install and remove large bolts that have minimal
DISCONTINUED VERSION Parts listed in this catalog may no longer be available. ILLUSTRATED PARTS CATALOG BUNN-O-MATIC CORPORATION
 8 4 0 0 1 BUNN Espress ES 2C DISCONTINUED VERSION Parts listed in this catalog may no longer be available. 12 0,5 1,5 CL 2 16 2,5 CAUTION HOT Liquid-Steam-Surfaces OFF ON ILLUSTRATED PARTS CATALOG Designs,
8 4 0 0 1 BUNN Espress ES 2C DISCONTINUED VERSION Parts listed in this catalog may no longer be available. 12 0,5 1,5 CL 2 16 2,5 CAUTION HOT Liquid-Steam-Surfaces OFF ON ILLUSTRATED PARTS CATALOG Designs,
Model BP6150. Triplex Ceramic Plunger Pump Operating Instructions/ Manual
 Model BP6150 Triplex Ceramic Plunger Pump Operating Instructions/ Manual Contents: Installation Instructions: page 2 Pump Specs: page 3 Exploded View: page 4 Parts List / Kits Torque Specifications: page
Model BP6150 Triplex Ceramic Plunger Pump Operating Instructions/ Manual Contents: Installation Instructions: page 2 Pump Specs: page 3 Exploded View: page 4 Parts List / Kits Torque Specifications: page
INSTRUCTIONS AND PARTS LIST FOR MODEL FORCE 10DA and FORCE 25DA (Double Acting, Electrically-Operated Hydraulic Press)
") INSTRUCTIONS AND PARTS LIST FOR MODEL FORCE 10DA and FORCE 25DA (Double Acting, Electrically-Operated Hydraulic Press) Operation 1. Plug power cord into a 115-volt A.C. single phase 60-cycle grounded,
INSTRUCTIONS AND PARTS LIST FOR MODEL FORCE 10DA and FORCE 25DA (Double Acting, Electrically-Operated Hydraulic Press) Operation 1. Plug power cord into a 115-volt A.C. single phase 60-cycle grounded,
OPERATION AND PARTS MANUAL
 OPERATION AND PARTS MANUAL MODEL NUMBER : PART NUMBER : GTL 1110 1900-0510 SERIAL NUMBER : BAYNE MACHINE WORKS, INC. PHONE: (864) 288-3877 910 FORK SHOALS ROAD TOLL FREE: (800) 535-2671 GREENVILLE S.C.,
OPERATION AND PARTS MANUAL MODEL NUMBER : PART NUMBER : GTL 1110 1900-0510 SERIAL NUMBER : BAYNE MACHINE WORKS, INC. PHONE: (864) 288-3877 910 FORK SHOALS ROAD TOLL FREE: (800) 535-2671 GREENVILLE S.C.,
NECO Pumping Systems
 INSTALLATION OPERATION & MAINTENANCE INSTRUCTIONS For Your NECO Pumping Systems PACKAGED CIRCULATING SYSTEM THIS COMPLETELY ASSEMBLED, TESTED, PACKAGED CIRCULATING SYSTEM IS OF THE HIGHEST QUALITY AND
INSTALLATION OPERATION & MAINTENANCE INSTRUCTIONS For Your NECO Pumping Systems PACKAGED CIRCULATING SYSTEM THIS COMPLETELY ASSEMBLED, TESTED, PACKAGED CIRCULATING SYSTEM IS OF THE HIGHEST QUALITY AND
SSLS & SSLS4-27 Series Lift Tables
 Owner s Manual SSLS2.5-27 & SSLS4-27 Series Lift Tables Southworth Products Corp P.O. Box 1380, Portland, Maine 04104-1380 Phone: 800-743-1000 / 207-878-0700 Fax: 207-797-4734 www.southworthproducts.com
Owner s Manual SSLS2.5-27 & SSLS4-27 Series Lift Tables Southworth Products Corp P.O. Box 1380, Portland, Maine 04104-1380 Phone: 800-743-1000 / 207-878-0700 Fax: 207-797-4734 www.southworthproducts.com
GBP784B INSTALLATION TOOL
 GBP784B INSTALLATION TOOL GAGE BILT MADE IN U.S.A. GAGE BILT PRODUCTS CORP. 14500 Barber Drive (586) 771-7664 Warren, Mi 48088 (586) 771-2665 Fax e-mail:solutions@gagebilt.com / www.gagebilt.com TABLE
GBP784B INSTALLATION TOOL GAGE BILT MADE IN U.S.A. GAGE BILT PRODUCTS CORP. 14500 Barber Drive (586) 771-7664 Warren, Mi 48088 (586) 771-2665 Fax e-mail:solutions@gagebilt.com / www.gagebilt.com TABLE
OWNER S MANUAL PRODUCT CODE: 2006T
 Jul-18 Product Code: 2006T OWNER S MANUAL PRODUCT CODE: 2006T HYDRAULIC PIPE BENDER 12,000KG Model Capacity Bending Die No of Attachments 12,000kg 1/2", 3/4", 1", 1-1/4", 1-1/2", 2" 6 Made in China to
Jul-18 Product Code: 2006T OWNER S MANUAL PRODUCT CODE: 2006T HYDRAULIC PIPE BENDER 12,000KG Model Capacity Bending Die No of Attachments 12,000kg 1/2", 3/4", 1", 1-1/4", 1-1/2", 2" 6 Made in China to
6602LP CAPACITY: 2 TON LOW RIDER SERVICE JACK
 CONTENTS: Page 1 Specifications 2 Warning Information 3 Setup Instructions 4 Operating Instructions, Preventative Maintenance, Inspection and Proper Storage 5 Hydraulic Jack Maintenance Guide and Regular
CONTENTS: Page 1 Specifications 2 Warning Information 3 Setup Instructions 4 Operating Instructions, Preventative Maintenance, Inspection and Proper Storage 5 Hydraulic Jack Maintenance Guide and Regular
Operating Instructions - Electric Pow'r-Riser Models
 ADivisionOf Templeton, Kenly& Co., Inc. Operating Instructions - Electric Pow'r-Riser Models Table of Contents 1.0 Recieving Instructions 2.0 Safety 3.0 Specifications 4.0 Initial Installation Before Operating
ADivisionOf Templeton, Kenly& Co., Inc. Operating Instructions - Electric Pow'r-Riser Models Table of Contents 1.0 Recieving Instructions 2.0 Safety 3.0 Specifications 4.0 Initial Installation Before Operating
MICRO WELD MODEL AUF-8 HEAVY DUTY FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL
 MICRO WELD MODEL AUF-8 HEAVY DUTY FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL 1 TABLE OF CONTENTS 1.0 SPECIFICATIONS 2.0 GENERAL OPERATING INSTRUCTIONS 3.0 BASIC OPERATING PARTS 4.0 BASIC
MICRO WELD MODEL AUF-8 HEAVY DUTY FERROUS BUTT WELDERS MICRO PRODUCTS COMPANY SERVICE MANUAL 1 TABLE OF CONTENTS 1.0 SPECIFICATIONS 2.0 GENERAL OPERATING INSTRUCTIONS 3.0 BASIC OPERATING PARTS 4.0 BASIC
Model P-40 & Model P-25 POWER PUSHER
 Power Pusher Description INSTRUCTION MANUAL The Power Pusher provides ram capability by using the spreading power of the POWER HAWK P-16 Rescue Tool. (The Power Pusher may also be used with other spreader
Power Pusher Description INSTRUCTION MANUAL The Power Pusher provides ram capability by using the spreading power of the POWER HAWK P-16 Rescue Tool. (The Power Pusher may also be used with other spreader
COVER PLATES & ROLLERS
 COVER PLATES & ROLLERS 9035-10 Revised 8/95 FOR MODELS - ALL 3/98 Item Part Number Part Description Qty. 1 9035--1--10 Top Cover Plate 1 2 62--425 3/8NC x 3/4 Hex Washer Thread Cutting Screw 8 3 62--544
COVER PLATES & ROLLERS 9035-10 Revised 8/95 FOR MODELS - ALL 3/98 Item Part Number Part Description Qty. 1 9035--1--10 Top Cover Plate 1 2 62--425 3/8NC x 3/4 Hex Washer Thread Cutting Screw 8 3 62--544
Read this entire manual before operation begins.
 Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
TRINETICS CSD SERIES OIL SWITCH INSTALLATION INSTRUCTIONS
 TRINETICS CSD SERIES OIL SWITCH INSTALLATION INSTRUCTIONS 33220900 DECEMBER 2011 Caution: The equipment covered by these installation instructions should be installed and serviced only by properly trained
TRINETICS CSD SERIES OIL SWITCH INSTALLATION INSTRUCTIONS 33220900 DECEMBER 2011 Caution: The equipment covered by these installation instructions should be installed and serviced only by properly trained
OPERATION AND MAINTENANCE MANUAL. PennEngineering 5190 OLD EASTON ROAD DANBORO, PENNSYLVANIA
 OPERATION AND MAINTENANCE MANUAL FOR PEMSERTER SERIES LT4 PNEUMATIC PRESS SERIAL NUMBER LT/4(T) - NOTE: Your New PEMSERTER Series LT4 Pneumatic Press has been assigned a Serial Number as indicated above
OPERATION AND MAINTENANCE MANUAL FOR PEMSERTER SERIES LT4 PNEUMATIC PRESS SERIAL NUMBER LT/4(T) - NOTE: Your New PEMSERTER Series LT4 Pneumatic Press has been assigned a Serial Number as indicated above
DISCONTINUED VERSION Parts listed in this catalog may no longer be available. ILLUSTRATED PARTS CATALOG
 BUNN COMBO BREWER DISCONTINUED VERSION Parts listed in this catalog may no longer be available. ILLUSTRATED PARTS CATALOG Designs, materials, weights, specifications, and dimensions for equipment or replacement
BUNN COMBO BREWER DISCONTINUED VERSION Parts listed in this catalog may no longer be available. ILLUSTRATED PARTS CATALOG Designs, materials, weights, specifications, and dimensions for equipment or replacement
Start Up & Troubleshooting Manual. Resfab Equipment Inc. St Jean Sur Richelieu Website: resfab.com
 Start Up & Troubleshooting Manual Resfab Equipment Inc. 725 Rossiter St Jean Sur Richelieu 1 450 359 0800 Website: resfab.com Yogurt Blender Service Manual Page SECTION 1: Start Up and Repair... 3 thru
Start Up & Troubleshooting Manual Resfab Equipment Inc. 725 Rossiter St Jean Sur Richelieu 1 450 359 0800 Website: resfab.com Yogurt Blender Service Manual Page SECTION 1: Start Up and Repair... 3 thru
Operation and Maintenance Manual for. Joyce/Dayton Linear Actuator Pound Capacity DC Actuator, LA152L, and LA152C
 Joyce/Dayton Corp. Operation and Maintenance Manual for Joyce/Dayton Linear Actuator 1500 Pound Capacity DC Actuator, LA152L, and LA152C WARNING! The recommendations in this manual for installation, operation
Joyce/Dayton Corp. Operation and Maintenance Manual for Joyce/Dayton Linear Actuator 1500 Pound Capacity DC Actuator, LA152L, and LA152C WARNING! The recommendations in this manual for installation, operation
MR6K-48X. Mid-Rise Scissor Lift ASSEMBLY & OPERATION INSTRUCTION MANUAL. 6,000 lbs.
 MR6K-48X Mid-Rise Scissor Lift 6,000 lbs. ASSEMBLY & OPERATION INSTRUCTION MANUAL November 2014 Important! Be sure to read the operating instructions before operating your lift! Getting Ready Make sure
MR6K-48X Mid-Rise Scissor Lift 6,000 lbs. ASSEMBLY & OPERATION INSTRUCTION MANUAL November 2014 Important! Be sure to read the operating instructions before operating your lift! Getting Ready Make sure
Model Repair Parts Sheet SPECIFICATIONS. Stake threads lightly after assembly. Note: Pump base is not available as a service item.
 Repair Parts Sheet Model 10508 SPECIFICATIONS Operating Pressure Relief Valve Setting Oil Volume per Stroke Reservoir Capacity 10,000 psi max. 10,000 psi 0.1595 cu. in. 43 cu. in. Use a 3/16 hex wrench
Repair Parts Sheet Model 10508 SPECIFICATIONS Operating Pressure Relief Valve Setting Oil Volume per Stroke Reservoir Capacity 10,000 psi max. 10,000 psi 0.1595 cu. in. 43 cu. in. Use a 3/16 hex wrench
Operation and Maintenance Manual for Joyce Dayton. Integrated Actuator- Acme Screw. Maximum capacity: 2000-pounds
 Joyce Dayton Corp. Operation and Maintenance Manual for Joyce Dayton Integrated Actuator- Acme Screw Maximum capacity: 2000-pounds IATT/DIATT IATN/DIATN WARNING! The recommendations in this manual for
Joyce Dayton Corp. Operation and Maintenance Manual for Joyce Dayton Integrated Actuator- Acme Screw Maximum capacity: 2000-pounds IATT/DIATT IATN/DIATN WARNING! The recommendations in this manual for
40 Ton and 50 Ton Ironworker
 40 Ton and 50 Ton Ironworker 40 TON THE SHOPMATE 4 Workstations Maximum capacity: 1" diameter in 1/2" plate 40 Ton and 50 Ton Ironworker Throat depth: 7" Stroke: 1" Work Height: 38-1/2" Open Station Throat
40 Ton and 50 Ton Ironworker 40 TON THE SHOPMATE 4 Workstations Maximum capacity: 1" diameter in 1/2" plate 40 Ton and 50 Ton Ironworker Throat depth: 7" Stroke: 1" Work Height: 38-1/2" Open Station Throat
HYDRAULICS. TX420 & & lower. Hydraulic Tandem Pump Removal. 4. Remove the LH side panel (Fig. 0388).
.") TX420 & 425 240000299 & lower 4. Remove the LH side panel (Fig. 0388). Hydraulic Tandem Pump Removal Note: Cleanliness is a key factor in a successful repair of any hydraulic system. Thoroughly clean all
TX420 & 425 240000299 & lower 4. Remove the LH side panel (Fig. 0388). Hydraulic Tandem Pump Removal Note: Cleanliness is a key factor in a successful repair of any hydraulic system. Thoroughly clean all
CAB TILT HYDRAULIC SYSTEM
 OPERATION, MAINTENANCE and SERVICE INSTRUCTIONS CAB TILT HYDRAULIC SYSTEM WITH POWER-PACKER PUMP, CYLINDERS and LATCHES A division of Actuant Corporation 1-800-745-4142 1 www.powerpackerus.com Notice The
OPERATION, MAINTENANCE and SERVICE INSTRUCTIONS CAB TILT HYDRAULIC SYSTEM WITH POWER-PACKER PUMP, CYLINDERS and LATCHES A division of Actuant Corporation 1-800-745-4142 1 www.powerpackerus.com Notice The
Read this entire manual before operation begins.
 Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
Read this entire manual before operation begins. Record below the following information which is located on the serial number data plate. Serial No. Model No. Date of Installation Contents Specifications.............
GRSM17 Pneumatic Center Punch Tool Owner s Manual and Operating Instructions
 Owner s Manual and Operating Instructions Table of Contents Page Information 2 Safety Guidelines and Warranty 3 Overview and Installation 4 Air System Requirements 5 Setting Controls 6 Installing Clamps
Owner s Manual and Operating Instructions Table of Contents Page Information 2 Safety Guidelines and Warranty 3 Overview and Installation 4 Air System Requirements 5 Setting Controls 6 Installing Clamps
Operation and Maintenance Manual. ACME SCREW Electric Cylinders by Joyce Dayton. Standard, Motor mount, and ComDRIVE style
 Joyce/Dayton Corp. Operation and Maintenance Manual ACME SCREW Electric Cylinders by Joyce Dayton Standard, Motor mount, and ComDRIVE style WARNING! The recommendations in this manual for installation,
Joyce/Dayton Corp. Operation and Maintenance Manual ACME SCREW Electric Cylinders by Joyce Dayton Standard, Motor mount, and ComDRIVE style WARNING! The recommendations in this manual for installation,
Service Jack. Form No Parts List & Operating Instructions 1510B. Max. Capacity: 5 and 10 Tons. 1 of 3. Sheet No. Issue Date: Rev.
 SPX Corporation 655 Eisenhower Drive Owatonna, MN 55060-0995 USA Phone: (507) 455-7000 Tech. Serv.: (800) 533-6127 Fax: (800) 955-8329 Order Entry: (800) 533-6127 Fax: (800) 283-8665 International Sales:
SPX Corporation 655 Eisenhower Drive Owatonna, MN 55060-0995 USA Phone: (507) 455-7000 Tech. Serv.: (800) 533-6127 Fax: (800) 955-8329 Order Entry: (800) 533-6127 Fax: (800) 283-8665 International Sales:
JARVIS. Model Buster V (CE) Beef Splitting Band Saw
 Beef Splitting Band Saw") Model Buster V (CE) Beef Splitting Band Saw EQUIPMENT SELECTION............. Ordering No. TABLE OF CONTENTS......................... Page Buster V Band Saw Shower Head.......... 4006049 Shower Head and
Model Buster V (CE) Beef Splitting Band Saw EQUIPMENT SELECTION............. Ordering No. TABLE OF CONTENTS......................... Page Buster V Band Saw Shower Head.......... 4006049 Shower Head and
Owner s Manual & Safety Instructions
 Owner s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product s
Owner s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product s
Operation and Maintenance Manual. Joyce/Dayton Electric Cylinders with Ball Screw. Standard, Motor mount, and ComDRIVE style
 Joyce/Dayton Corp. Operation and Maintenance Manual Joyce/Dayton Electric Cylinders with Ball Screw Standard, Motor mount, and ComDRIVE style WARNING! The recommendations in this manual for installation,
Joyce/Dayton Corp. Operation and Maintenance Manual Joyce/Dayton Electric Cylinders with Ball Screw Standard, Motor mount, and ComDRIVE style WARNING! The recommendations in this manual for installation,
COYOTE ENTERPRISES, INC. 9/10 BLAST WHEEL MAINTENANCE & ASSEMBLY MANUAL
 COYOTE ENTERPRISES, INC. 9/10 BLAST WHEEL MAINTENANCE & ASSEMBLY MANUAL Parts & Machinery for the Abrasive Blast Industry 27301 East 121st Street Coweta, Oklahoma 74429 (918) 486-8411 Fax (918) 486-8412
COYOTE ENTERPRISES, INC. 9/10 BLAST WHEEL MAINTENANCE & ASSEMBLY MANUAL Parts & Machinery for the Abrasive Blast Industry 27301 East 121st Street Coweta, Oklahoma 74429 (918) 486-8411 Fax (918) 486-8412
CONTENTS. Product Features and Specifications Installation Requirement Steps of Installation 4. Exploded View Test Run...
 CONTENTS Product Features and Specifications... 1 Installation Requirement... 3 Steps of Installation 4 Exploded View... 14 Test Run... 16 Operation Instruction... 19 Maintenance... 20 Trouble Shooting...
CONTENTS Product Features and Specifications... 1 Installation Requirement... 3 Steps of Installation 4 Exploded View... 14 Test Run... 16 Operation Instruction... 19 Maintenance... 20 Trouble Shooting...
Installation Manual. Model T675A Engine Brakes. For Mack 6 Cylinder, 2 valve Head ENDT-673, 675, 676 & E6 Series Engines.
 Engine Brakes Installation Manual Model T675A Engine Brakes For Mack 6 Cylinder, 2 valve Head ENDT-673, 675, 676 & E6 Series Engines TecBrake P.O. Box 27822 Houston, Texas 77227 INSTALLATION MANUAL TECBRAKE
Engine Brakes Installation Manual Model T675A Engine Brakes For Mack 6 Cylinder, 2 valve Head ENDT-673, 675, 676 & E6 Series Engines TecBrake P.O. Box 27822 Houston, Texas 77227 INSTALLATION MANUAL TECBRAKE
MODEL I-900 SCRAPER INDEX
 I-900 PARTS MANUAL Ashland Industries Inc. Hwy. 13 South P.O. Box 717 Ashland, WI. 54806 877-634-4622 Toll Free - phone 715-682-4622 phone 715-682-9717 fax www.ashlandind.com MODEL I-900 SCRAPER HOW TO
I-900 PARTS MANUAL Ashland Industries Inc. Hwy. 13 South P.O. Box 717 Ashland, WI. 54806 877-634-4622 Toll Free - phone 715-682-4622 phone 715-682-9717 fax www.ashlandind.com MODEL I-900 SCRAPER HOW TO